
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Будет полезно: Как проверить давление ТНВД своими руками?
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
—между клапанами— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
—между свечой и клапаном— та же ситуация, опять же, всё на виду и никуда не надо заглядывать
—в дизельном двигателе трещина может пойти от клапана в сторону форкамеры, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?

—под направляющей клапана— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой. Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Ремонт трещин головки блока цилиндров
Существуют разные способы ремонта ГБЦ и каждый из них имеет свои плюсы и минусы.
Наиболее качественным и эффективным считается сварка трещин. Для ремонта используется специальный материал, который по своему составу близок к составу ГБЦ, способен выдерживать высокую температуру и обладает стойкостью к расширению во время нагрева и охлаждения. Сварка трещины в головке блока производится после тщательной подготовки места повреждения. Оно зачищается и углубляется для того, чтобы шов имел больший контакт сцепления с телом блока. Канавку расширяют до 6-8 мм в глубину и в ширину. После этого ГБЦ нагревают 200-250 °C, это необходимо для того, чтобы снизить напряжения в металле, а также избежать растрескивания шва при остывании и повторном нагреве. Сварка производится либо с использованием газовой горелки, либо при помощи аргонно-дуговой сварки. По завершению работ шов следует зачистить, а также произвести фрезеровку и полировку. После место ремонта снова подвергается проверке и по его результатам головка либо устанавливается на место, либо подвергается повторному ремонту.







Преимущество такого ремонта в его надежности, шов получается очень прочным, а новые трещины больше не возникают. Недостаток данного способа ремонта в том, что сварка есть не у всех, к тому же такой ремонт будет стоить намного дороже по сравнению с альтернативными.
Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
Первый вариант предусматривает обработку места повреждения, углубления трещины для лучшего контакта после чего на трещину наносится слой холодной сварки. После остывания место обрабатывается напильником, болгаркой или специальными насадками на дрель.
Установка штифтов. Принцип ремонта данным способом заключается в рассверливании места трещины и установки по всей ее длине медных штифтов. Каждый последующий штифт должен идти внахлест предыдущего таким образом, чтобы перекрыть стык полностью. После кончики подрезаются, но не до конца, торчащие остатки медных штифтов расклепываются молотком, образуя сплошной шов. При необходимости улучшить эффект можно при помощи эпоксидки или холодной сварки.
Плюсы такого ремонта в бюджетности и простоте выполнения. Заклеить трещину в ГБЦ холодной сваркой может каждый, для этого не нужно иметь какого-то спец. оборудования или навыков. Недостатки двух последних способов в том, что шов получается не таким прочным, как в случае со сваркой.
Как можно проверить?
Прежде чем сделать ремонт или произвести замену ГБЦ, ее необходимо проверить. Ниже рассмотрим способы, которые позволят выявить наличие повреждений на головке блока цилиндров в домашних условиях. Видео о диагностике ГБЦ на предмет микротрещин снято каналом Ремонт гидравлики.
Магнитно-порошковая диагностика
Этот способ — наиболее быстрый вариант узнать о наличии дефектов. Суть метода заключается в установке магнитов со всех сторон ГБЦ. После их монтажа головку блока следует обсыпать металлической стружкой. Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
Проверка давлением
Обнаружить трещину в ГБЦ можно несколькими способами: произвести погружение головки под воду или не делать этого. Способ диагностики с погружением ГБЦ:
- Демонтируйте головку блока цилиндров с двигателя. Процесс снятия мы описывать не будем, поскольку он индивидуальный для каждого транспортного средства.
- Плотно закройте все каналы контура в верхней части устройства.
- Погрузите головку блока в емкость. Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее.
- После этого в контур устройства подайте сжатый воздух. В месте, где появились пузырьки, есть дефекты и трещины.
Можно не погружать ГБЦ в воду:
- Надежно закройте все каналы на контуре устройства.
- Приготовьте мыльный раствор, для этого смешайте мыло с водой.
- На плоскость крышки ГБЦ налейте получившийся раствор.
- Подайте сжатый воздух в контур. В месте, где появились мыльные пузырьки, имеются микротрещины. Видео о диагностике ГБЦ под давлением снял Павел Шилин.
Проверка водой
Этот способ выполняется с помощью воды. Только головку блока цилиндров опускать в нее не нужно, жидкость заливается непосредственно внутрь. Для диагностики вам потребуется насос:
- Плотно закройте все имеющиеся отверстия.
- В канал устройства налейте жидкость.
- Возьмите насос и накачайте воздух в канал. Желательно, чтобы инструмент был с манометром. Давление подачи воздуха должно составить не меньше 0.7 МПа.
- После этого ГБЦ должна постоять 2-3 часа. Если вода из нее уйдет, это говорит о наличии микротрещин на корпусе. Соответственно, потребуется более детальная диагностика и ремонт.
Диагностика при помощи жидкости
Как проверяют ГБЦ на предмет наличия микротрещин с применением красящей жидкости:
- Сначала поверхность устройства необходимо полностью промыть. Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин.
- После надо подготовить красящуюся жидкость. Она наносится на поверхность головки блока, после этого ждете 3-5 минут.
- Затем надо воспользоваться ветошью для смыва остатков жидкости. Вам необходимо посмотреть на корпус ГБЦ — при наличии трещин вы сможете увидеть повреждения.
Как проверить герметичность клапанов
Затягиваем болты головки блока цилиндров правильно основные правила и требования к выполнению работ
Нормальная эксплуатация автомобиля во многом зависит от правильной работы газораспределительной системы. Ключевая роль в этом отводится выпускным и впускным клапанам. Они должны иметь плотное прилегание на головке блока цилиндров к своим седлам. Только в , в камере сгорания будет создаваться необходимое давление.
- Перед тем как проверить герметичность клапанов с их седлами, необходимо снять головку блока цилиндров (ГБЦ). Очистите ее и корпус подшипников от грязи и нагара, удалите со стенок камер сгорания отложения металлической щеткой, отмойте на ней масляные отложения.
- Внимательно осмотрите корпус подшипников и головку блока цилиндров. Они не должны иметь трещин и быть целыми. Следует осмотреть рабочие поверхности корпуса подшипников, опор распределительного вала и стенки у посадочных отверстий гидротолкателей. На них не должно быть следов наволакивания металла и задиров. Направляющие клапанов и седла должны плотно сидеть в головке блока цилиндров. Не допускается их смещения во время работы газораспределительного механизма. У клапанов и седел не должно быть трещин и следов прогорания.
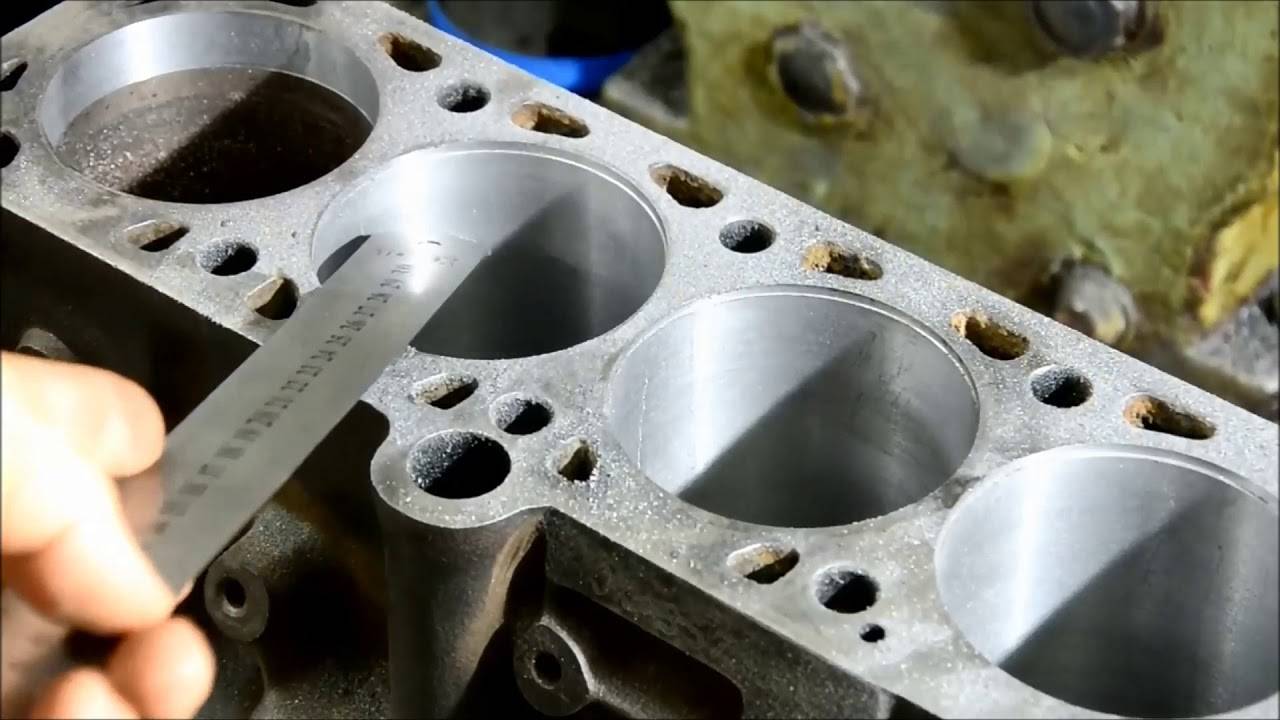
- Плоскостность ГБЦ проверить специальным шаблоном. При его отсутствии это можно сделать при помощи слесарной широкой линейки. Она прикладывается по диагонали ребром к привалочной нижней плоскости головки блока. Необходимо убедиться, что зазора между ребром линейки и плоскостью не существует. Он может быть как в средней части плоскости, так и по ее краям. По обеим диагоналям зазор замеряется плоскими щупами. 0,1 мм – это максимально допустимое значение для зазора. При больших значениях зазора привалочная плоскость фрезеруется или заменяется.
- Проверяется герметичность головки блока цилиндров. Для этого заглушается окно подачи на термостат, расположенное на ее торцевой поверхности. После этого следует перевернуть головку для заполнения керосином ее внутренней рубашки охлаждения.
- Следует убедиться в том, что нет утечек керосина из головки блока цилиндров. Если вы ее обнаружили, тогда головка блока, либо ремонтируется при помощи холодной сварки, либо заменяется на новую.
- Как проверить герметичность клапанов ГБЦ? Для этого головку блока нужно положить на горизонтальную поверхность, чтобы привалочная плоскость оказалась вверху. Далее камеры сгорания ГБЦ заполняются керосином. После чего необходимо выждать 10 минут. Если уровень жидкости снизился, то это означает, что один или оба клапана негерметичны.
- Негерметичность клапанов устраняется при помощи их притирки к седлу. Но это в том случае, если на тарелке клапана и на самом клапане нет механических повреждений и трещин. Для проведения этой работы с клапана снимается маслосъемный колпачок. Из направляющей втулки вытаскивается клапан. На рабочую поверхность клапана наносится притирочная паста. Чаще всего применяют «Алмазную». Клапан устанавливается в головке блока, а на его стержне закрепляется притирочное приспособление.
- Клапан прижимается к седлу и поворачивается из стороны в сторону. После 12-15 поворотов его поворачивают на 90 градусов и процесс продолжается. Притирка проводится до тех пор, пока на тарелке клапана и седле не образуется равномерная поверхность, а на рабочей поверхности должен получиться ровный слой пасты, имеющий характерный цвет. Остатки притирочной пасты необходимо будет удалять с обоих элементов. Клапан устанавливается на место в обратном порядке, а маслосъемные колпачки заменяются.
Имейте в виду, что притирка необходима больше для контроля качества самого сопряжения, чем для обработки. Если вытереть насухо притертые поверхности, а после этого провернуть клапан несколько раз в обе стороны и одновременно прижимать его к седлу, тогда на фасках деталей должна появиться блестящая линия. Если она получилась замкнутой, то есть проходит по всей окружности – это будет означать, что прилегание у деталей хорошее, и вы все сделали правильно.
Как проверить ГБЦ на трещины?
Если говорят о трещине в ГБЦ, то совсем необязательно речь идет о серьезном повреждении. Как правило, на этой детали появляются микротрещины. Их можно определить такими методами:
- механическая опрессовка;
- сканирование при помощи ультразвука;
- анализ магниточувствительным оборудованием;
- гидроконтроль.
Любой из этих способов эффективен. С их помощью определяют, в каком именно месте образовались микротрещины. Увы, далеко не все сервисные центры оснащены специальным оборудованием. Во многих наличие дефектов определяют при помощи воды или воздуха.
Расскажем, в чем суть такой проверки. Внутренняя часть БЦ заполняется водой, а ремонтник наблюдает, в каком месте сочится жидкость. Если для диагностики применяют воздух, накачанная им деталь помещается в воду. Разлом определяется появляющимися на воде пузырьками.

Есть другой способ найти дефект — при помощи магнитов. Место предполагаемой трещины определяем заранее. По ее краям устанавливаем 2 магнита. Расстояние между ними засыпаем металлическими опилками. Если трещина есть, магнитное поле будет разорвано и опилки сконцентрируются в месте разлома.
Убираем трещину в блоке и головке блока цилиндров
Нередко возникают такие поломки двигателя, которые ставят владельцев автомобиля перед сложным вопросом: покупать другой или попробовать отремонтировать этот? Если принять решение покупать новый мотор, то на него нужно будет найти деньги, искать в продаже необходимую модель. Если же принято решение ремонтировать, то возникает другой вопрос: насколько надежным будет результат ремонта?
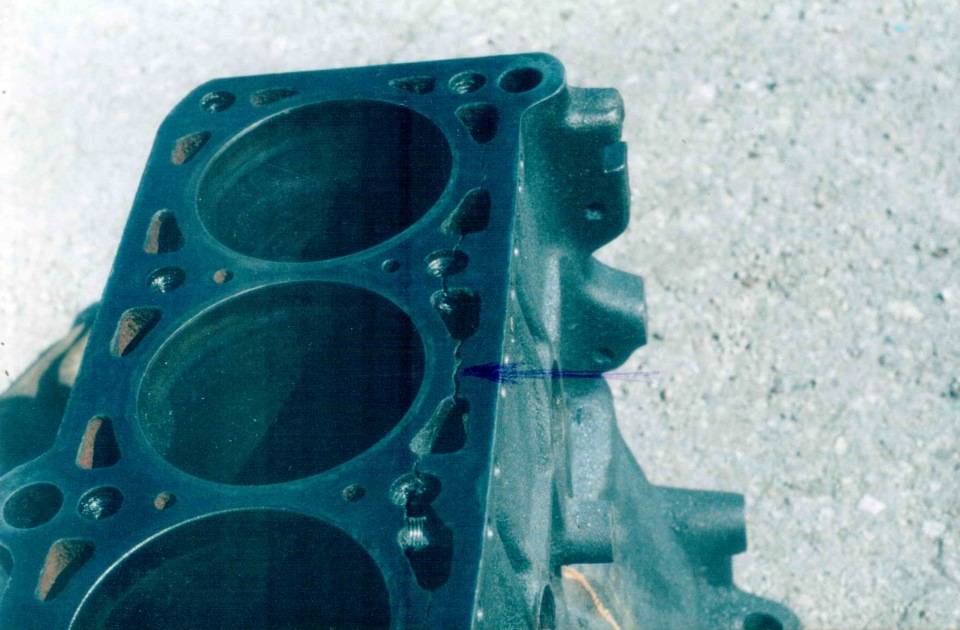
Одними из самых неприятных поломок являются трещины или пробоины. При использовании продукции и оригинальной технологии компании Seal-Lock проводится качественный и эффективный ремонт трещин и пробоин в корпусе двигателя. Этот способ имеет преимущества перед широко распространенными способами восстановления, такими, как сварка и применение клеевых составов. Технология не требует нагрева чугунных или силуминовых деталей, а значит, не будет остаточных напряжений в зоне шва, приводящих к появлению новых трещин. Кроме того, она обеспечивает долговечную герметизацию.
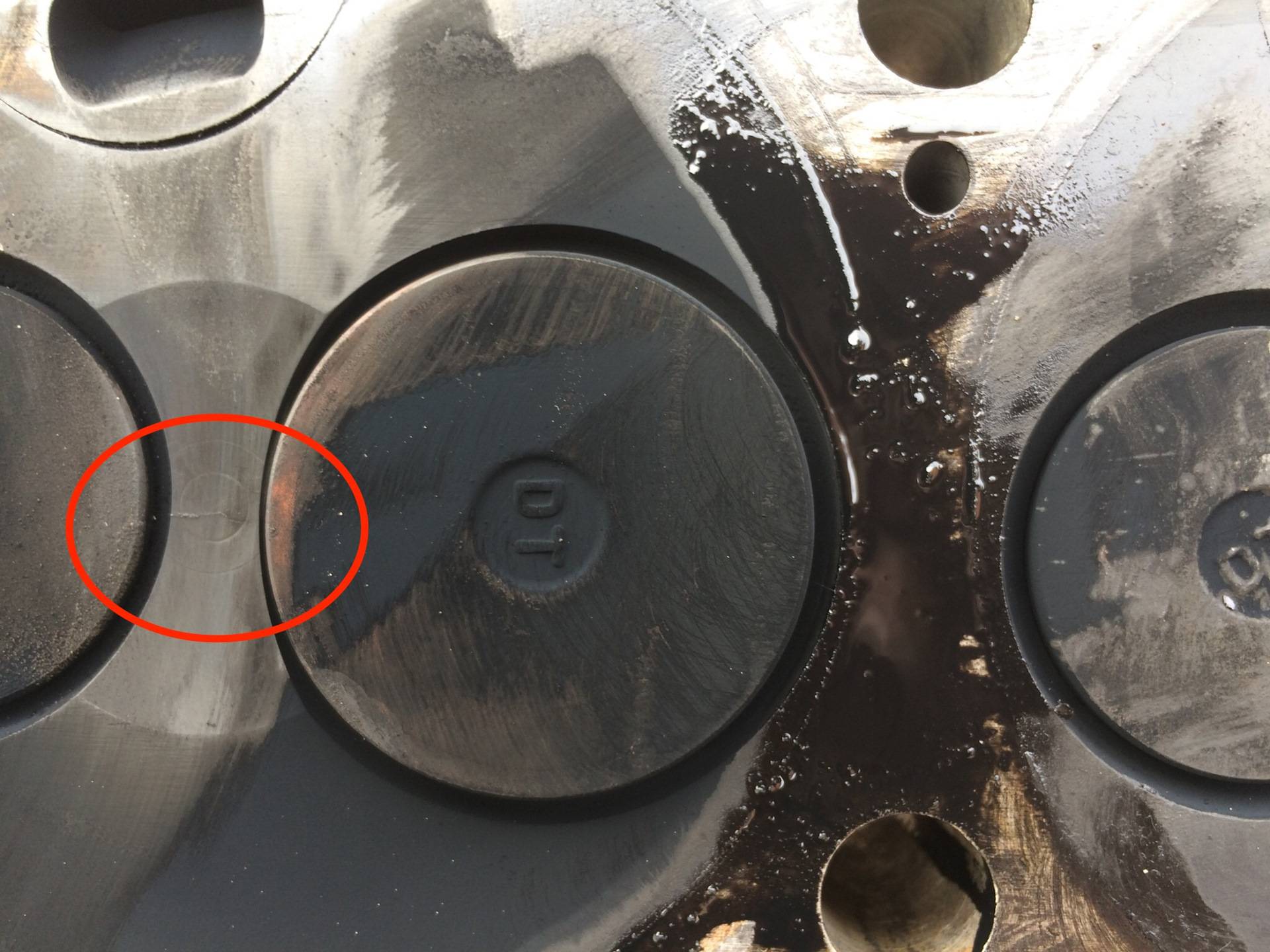
OLYMPUS DIGITAL CAMERA
Процесс ремонта заключается в установке специальных скрепок и конических болтов, препятствующих ее дальнейшему увеличению. В дальнейшем специальным пневмомолотом проковывается зона ремонта. Это обеспечивает полную ликвидацию трещины. Полученный шов выдерживает большие механические и термические нагрузки и обеспечивает нормальную эксплуатацию автомобиля. Ремонт межседельных трещин устраняется по той же технологии.
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.







Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Существуют разновидности данного метода, так, к примеру, некоторые не погружают «голову» в ванну, а просто наливают воду в нее, после чего подают воздух под давлением.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
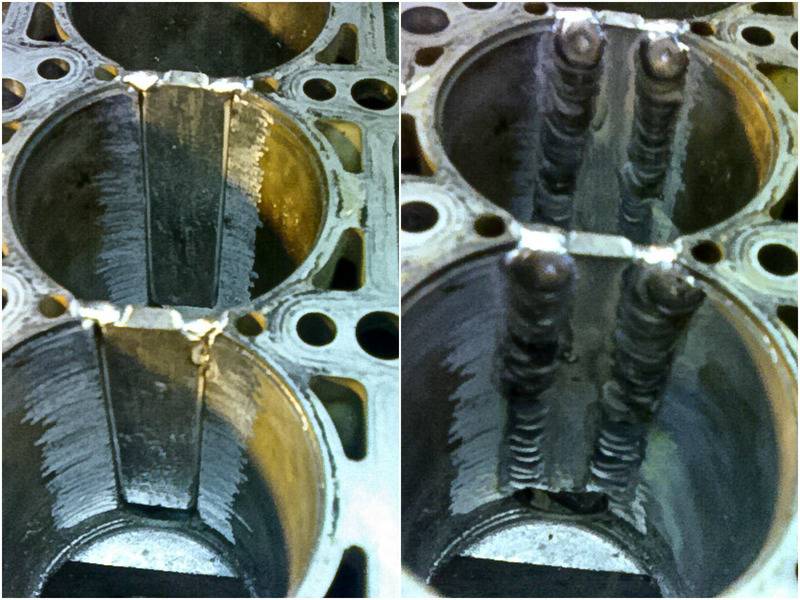
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Когда работа по установке всех стяжек и заглушек окончена, а также произведена шлифовка, образуется шов. Данный шов необходимо дополнительно спрессовать (расклепать) при помощи ударного инструмента (пневматический молоток с возможностью изменять частоту вибраций).
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше.
Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Тосол в блоке цилиндров двигателя: причины и способы…
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта. Читать далее
Какой герметик лучше для двигателя автомобиля?
Виды герметиков для двигателя автомобиля: анаэробные, силиконовые, ремнотные. Принцип дейсвтия, отличия, сферы применения. Как выбрать лучший герметик. Читать далее
Последствия перегрева двигателя автомобиля
Почему возникает перегрев двигателя. Чего ожидать водителю и какие поломки могут возникнуть, если двигатель перегрелся. Что делать в случае перегрева ДВС. Читать далее
Эмульсия на щупе уровня масла: причины возникновения
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы. Читать далее
Разминусовка двигателя: зачем она?
В чем заключается и для чего необходима разминусовка силового агрегата. Основные преимущества данного решения, установка дополнительной массы своими руками. Читать далее
Блок цилиндров двигателя
Назначение блока цилиндров в конструкции ДВС. Разновидности, материалы и способы изготовления. Преимущества и недостатки блоков из чугуна и алюминия. Читать далее
-






Подведем итоги
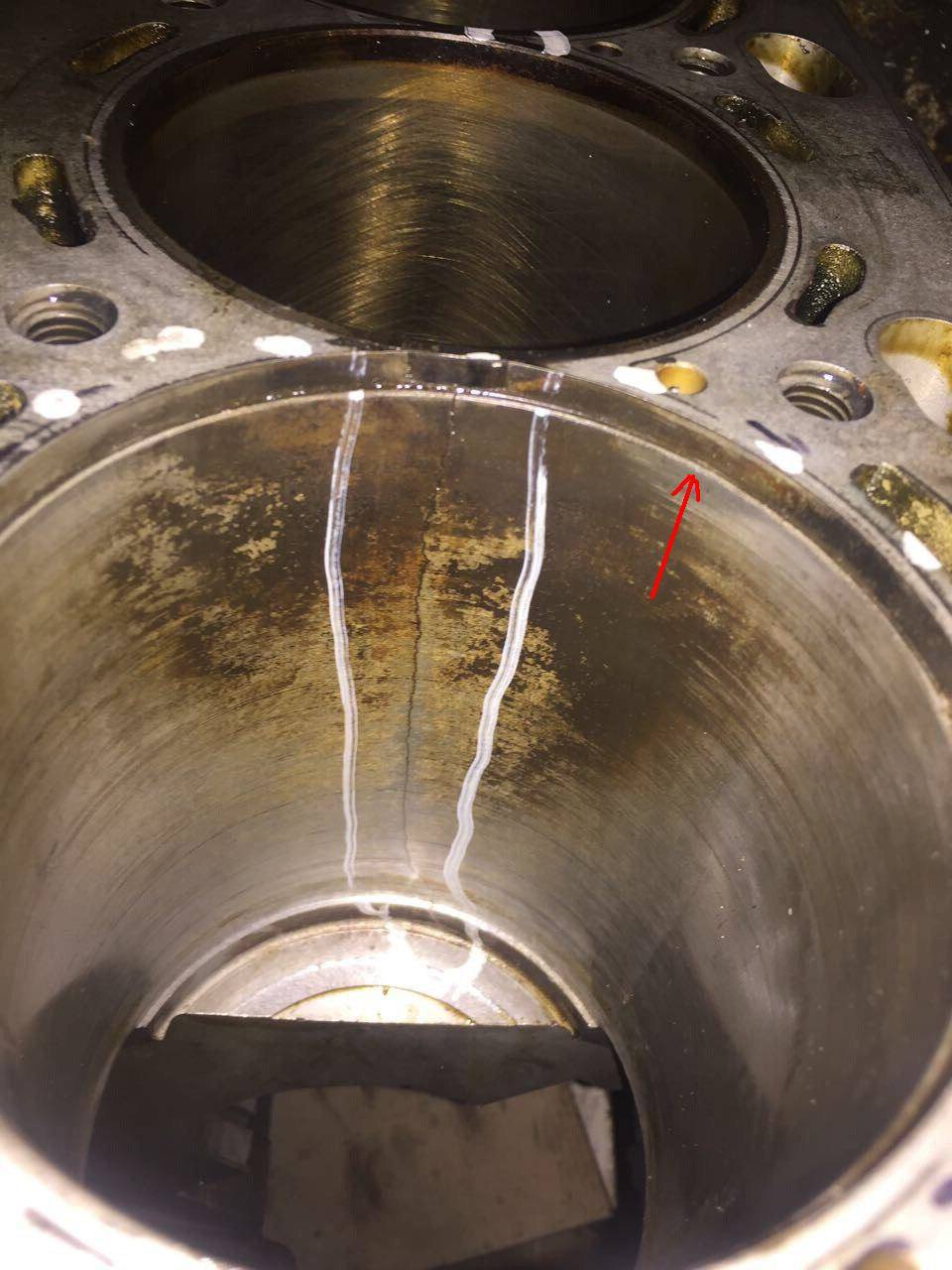
Учитывая вышесказанное, гильза блока цилиндров — деталь ЦПГ, которая в значительной степени подвержена воздействию высоких температур, вибраций и детонационных нагрузок. Поэтому заметно увеличен риск возникновения разного рода дефектов, которые могут повлечь за собой дорогостоящий ремонт двигателя.
В подобной ситуации оптимально воспользоваться помощью квалифицированных специалистов и провести дефектовку, так как непрофессиональный ремонт или замена гильз блока цилиндров не по технологии может существенно сказаться на сроке службы и стабильности работы ДВС.
Для чего в блок цилиндров устанвливается гильза. Преимущества и недостатки гильзованных моторов, блоки из алюминиевых сплавов, особенности, ремонт.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Для чего и когда головку блока цилиндров необходимо шлифовать. Как проверить привалочную плоскость головки блока своими руками. Фрезеровка и шлифовка ГБЦ.
Что такое дефектовка двигателя и в каких случаях необходимо выполнять дефектовку мотора. Особенности проведения дефектовки силового агрегата, рекомендации.
Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы.
Как определить, когда двигателю нужно делать капитальный ремонт: ресурс мотора, основные признаки скорого капремонта. Как выполняется ремонт ДВС, советы





