
Причины выхода поршней из строя
Большинство современных двигателей внутреннего сгорания сконструированы таким образом, что ремонт поршней не представляется возможным. Поэтому при их поломке существует два варианта действий: приобретение нового блока цилиндров с кривошипно-шатунным механизмом (КШМ) или полная замена силового агрегата.
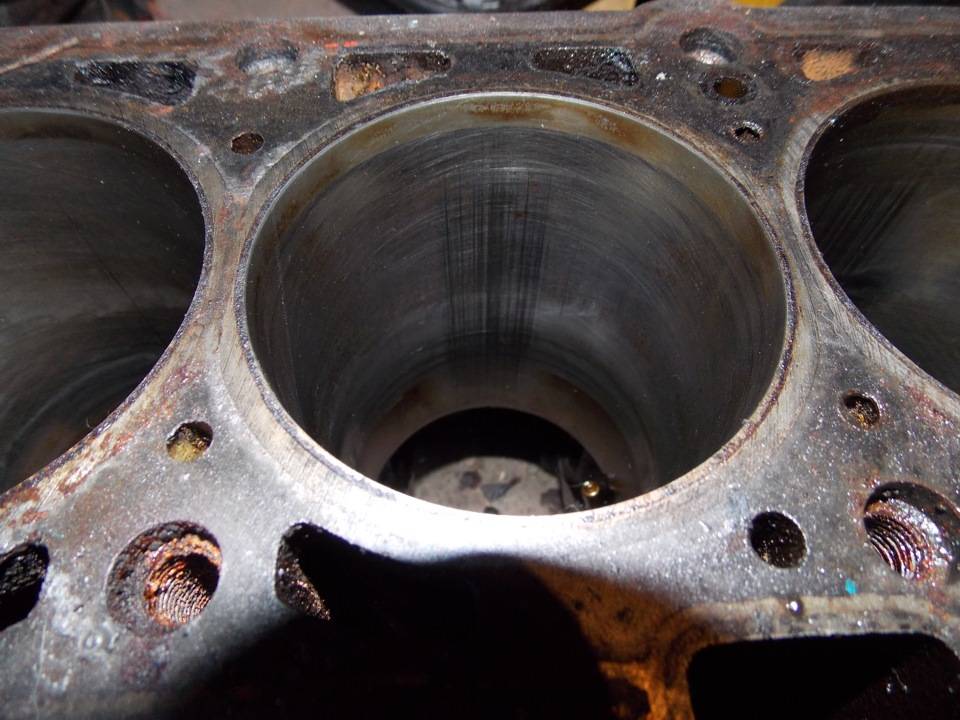
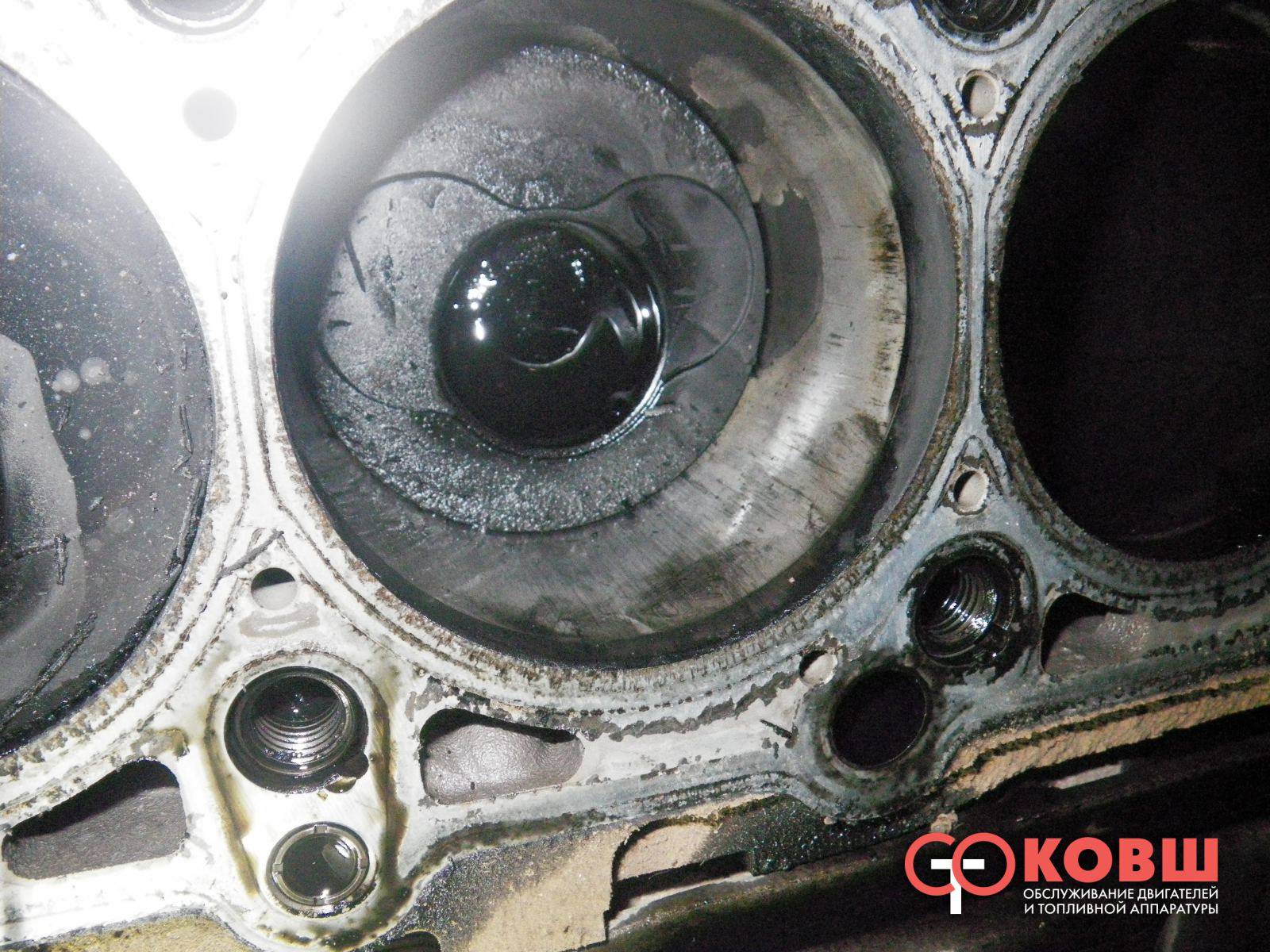
Поршни работают под воздействием высоких температур, и именно это чаще всего становится основной причиной их поломки. При перегреве происходит уменьшение зазора между поршнем и стенками цилиндра, что усиливает трение. Сами поршни нагреваются и увеличиваются в размерах. В результате на юбках и взаимодействующих с ними поверхностях появляются задиры.
Характер и положение задиров позволяет определить причины их возникновения. Например, если они появились по всей поверхности юбки поршня, то это свидетельствует об общем перегреве двигателя.
Причинами перегрева двигателя могут быть:
- Нарушение циркуляции охлаждающей жидкости или моторного масла
- Нерабочий термостат
- Засорение радиатора
- Уменьшение уровня антифриза из-за утечки
- Повреждение помпы
- Неисправность вентилятора охлаждения и т.д.

При недостаточной смазке поршневой палец становится синим, а в зоне бобышек возникают зазоры. В зависимости от конструкции двигателя пальцы могут быть плавающими (независимыми) или неподвижно установленными в верхней части шатуна. При заклинивании первого типа пальцев во втулке шатуна происходит перегрев бобышек, из-за чего на юбке образуются задиры в области их расположения.
При перегреве головки поршня задиры образуются между нижней частью поршня и верхней канавкой компрессионного кольца. В бензиновых двигателях это происходит из-за детонации или калильного зажигания, когда происходит преждевременное воспламенение топливной смеси.
Причинами появления задиров, помимо перегрева двигателя, могут быть:
- Неисправность датчика детонации
- Использование низкооктанового топлива
- Нарушение регулировки топливных форсунок в дизельных двигателях
- Несоответствие калильного числа свечей зажигания параметрам двигателя
- Неправильно выставленный угол опережения зажигания
- Слишком обогащенная/обедненная топливная смесь
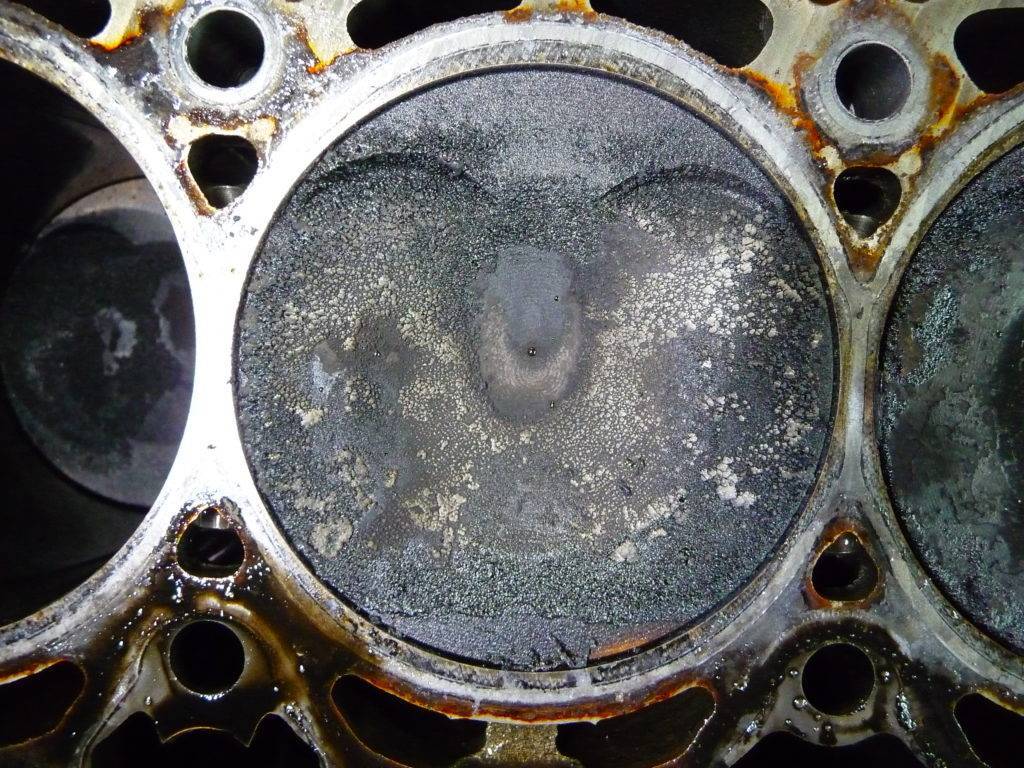
Из-за перегрева на отдельных участках нижней части поршней могут образовываться трещины, а также может оплавиться металл, из которого изготовлены детали.

При несвоевременном обнаружении детонации или калильного зажигания внутри цилиндров двигателя стоит готовиться к ремонту цилиндро-поршневой группы. Из-за подобных проблем разрушаются поршневые кольца и их посадочные места, оплавляются кромки днища, возникают прочие повреждения, которые полностью выводя из строя поршни.
В дизельных двигателях повреждения поршневых колец и их посадочных мест свидетельствует о жестком сгорании топливной смеси. То же самое может происходить из-за применения некачественного топлива, большого количества различных присадок, некорректной работы форсунок или перебоев в работе системы зажигания.
Повышенный износ поршней может возникать из-за смывания защитной масляной пленки с их стенок. Часто это происходит по причине некорректной работы зажигания, загрязнения сажевого фильтра, постоянных запусков холодного двигателя и нарушения процесса воспламенения топливной смести внутри цилиндров.
Если отсутствует механический износ цилиндро-поршневой группы, определить, нуждаются ли рабочие элементы в замене можно по состоянию поршневых колец и их посадочных мест. На практике наиболее частой причиной срочного ремонта ЦПГ является обрыв ремня или цепи ГРМ.
При повреждении поршневых кольцах на этих элементах, поршнях и стенках цилиндров начинается образовываться нагар. Компрессия снижается либо полностью пропадает, внутрь картера начинают попадать отработанные газы, увеличивается расход масла, повышается вероятность его коксования.
Значительное снижение подвижности колец влечет за собой проблемы с запуском двигателя, появление дыма в выхлопных газах.
Повреждения деталей ЦПГ и их причины
При работе ДВС в системе поршень-гильза происходят обратно-поступательные движения с высокими значениями скоростей, а также огромными нагрузками. Ненадлежащее техническое обслуживание может привести к ускоренному износу элементов и вызвать частичную техническую неисправность двигателя или вовсе полный отказ.
В большинстве случаев диагностика позволяет выявить лишь малую часть проблем. Определить техническое состояние и причины поломки можно при осмотре отдельных компонентов, что поможет сделать приведенная ниже информация.
Повреждения гильзы цилиндра
Деформация цилиндра

- Неравномерная или ненадлежащая затяжка головки блока
- Ненадлежащее состояние поверхностей головки и блока
- Грязная или повреждённая резьба крепежа головки блока
- Несоответствующая прокладка головки блока
- Отложения в системе охлаждения
- Некачественная посадка бурта гильзы, несоответствующее выступание гильзы, ненадлежащее состояние нижнего посадочного места гильзы
- При сухих гильзах слишком слабая посадка гильзы так же вредна, как и слишком тугая
- В посадочных местах блока при сухих гильзах возникает контактная коррозия, посадочное место должно быть тщательно обработано для обеспечения прилегания гильзы по всей площади.
- Отдельно стоящие цилиндры воздушного охлаждения должны быть строго параллельны блоку и головке, при единой головке цилиндры должны быть одинаковой высоты, очень важна исправность воздуховодов.
Отрыв бурта гильзы цилиндра
- Некачественно обработано посадочное место гильзы в блоке
- Не соблюдены предписанные порядок и моменты затяжки
- Применены прокладки несоответствующей толщины
Кавитация
- Не соблюдён зазор поршень/цилиндр (установлены б/у поршни)
- Ненадлежащая посадка гильзы в блоке
- Пониженное давление в системе охлаждения
- Ненадлежащее качество охлаждающей жидкости
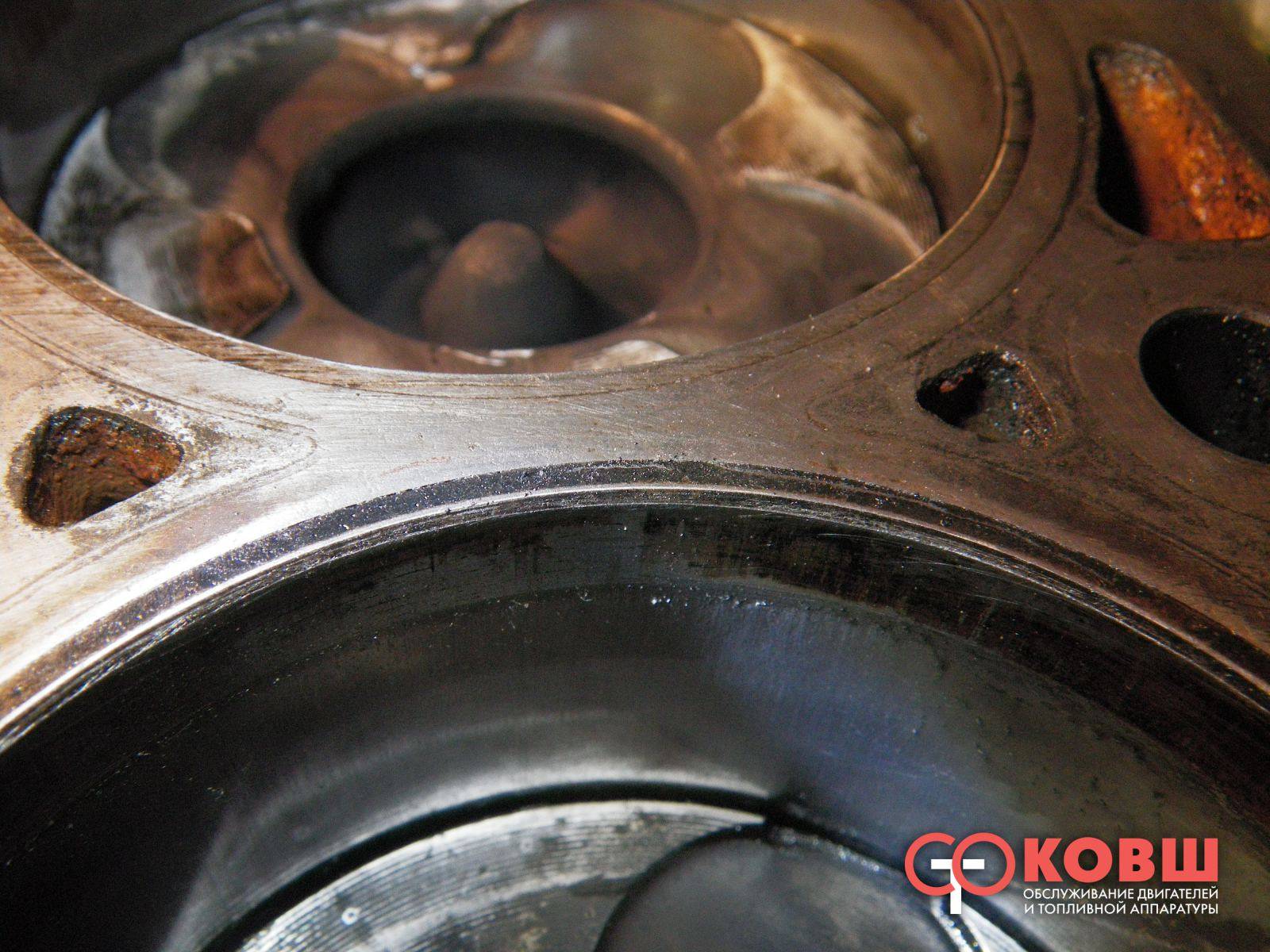
Повреждения поршня
Эрозия материала на днище поршня (дизельный двигатель)
- Неисправная форсунка
- Неисправный нагнетательный клапан в топливном насосе высокого давления
- На форкамерных двигателях — дефект форкамеры
Эрозия на днище и жаровом поясе поршня (бензиновый двигатель)
Качество топлива не соответствует степени сжатия двигателя, бензин в дизельном топливе, масло в камере сгорания
- Ненадлежащий угол опережения зажигания Негерметичные выпускные клапаны
- Значительное количество нагара в камере сгорания
- Слишком высокая температура впускного воздуха, общий перегрев
Прихват от перегрева, в основном на головке поршня
- Эксплуатация необкатанного двигателя с высокими нагрузками
- Повышенная температура в камере сгорания из-за неисправности системы питания
- Неисправность системы охлаждения
Разрушение перемычек между канавками поршневых колец (дизельный двигатель)
- Неисправная форсунка
- Низкая компрессия в цилиндре
- Дефект форкамеры
- Неправильное или чрезмерное пользование пусковыми средствами
- Цилиндр при неработающем двигателе заполнился водой или топливом (гидроудар)
Трещины на днище и вокруг камеры сгорания в поршне
- Неисправность системы питания
- Дефект форкамеры
- Перегрев двигателя
- Неисправность моторного тормоза
Износ поверхностей из-за избытка топлива в камере сгорания
- Избыток топлива в камере сгорания в дизеле из-за неисправности топливной системы
- Пониженная компрессия
- На дизелях ненадлежащий зазор между поршнем и головкой
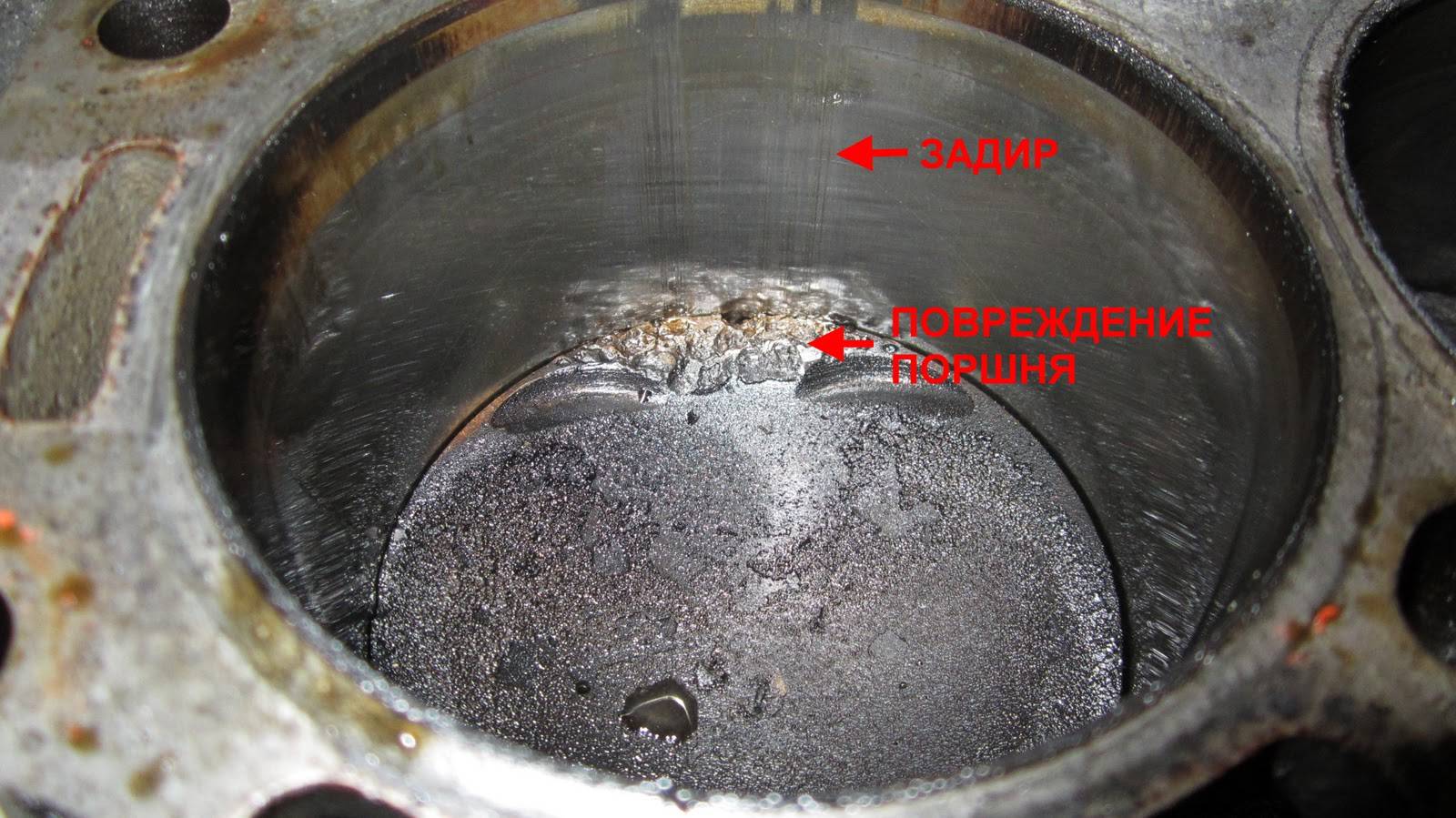
Задиры при недостаточном зазоре между поршнем и цилиндром
- Ненадлежащая обработка блока при ремонте — диаметр цилиндра меньше допустимого размера
- Головка блока перетянута или затянута неравномерно, повреждена или загрязнена резьба на элементах крепления головки к блоку цилиндров, не смазаны опорные места для гаек и болтов в головке
- Имеются повреждения привалочных поверхностей блока цилиндров и головки блока
- Некачественная прокладка головки блока
- Деформация цилиндров из-за неравномерного охлаждения — накипь или грязь в системе охлаждения
- Не подготовлены посадочные места для гильз в блоке
- Нагружение двигателя без предварительного прогрева
Задиры на боковой поверхности поршня рядом с бобышками
- Нагружение двигателя без предварительного прогрева
- Деформация цилиндра при перегреве двигателя
- Недостаточный зазор между пальцем и бобышкой поршня
Сухой прихват на юбке (недостаток масла)
- Неисправность системы смазки или полное отсутствие масла в двигателе
- Недостаточное разбрызгивание масла из-за малого зазора в шатунных вкладышах
Задиры на поршне только с одной стороны
Воздушные и паровые пробки в системе охлаждения из-за выхода из строя термостата или водяного насоса, а также загрязнения в полости охлаждения в блоке, приводят к местному перегреву и прекращению охлаждения
Задиры на боковой поверхности (сухой прихват)
Неисправности системы охлаждения
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв “не расползался”, засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.









Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ – самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся. Перед сваркой засверливаем концы разлома — так предотвратим его “расползание”
Засверливаем под углом 90 градусов
Перед сваркой засверливаем концы разлома — так предотвратим его “расползание”. Засверливаем под углом 90 градусов.
БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.

SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.

Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно – это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей “приживаемости” состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.
Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.
Заделываем трещины в головке и блоке двигателя электросваркой
Реанимации подвергаются все трещины, за исключением тех, которые проходят сквозь клапанные гнезда, зеркала цилиндров, а также плоскости прилегания блока и головки. В последнем случае изделие бракуют, в остальных стараются их реабилитировать, этим-то мы сейчас с вами, уважаемые читатели, и займемся.
В самом начале стоит сообщить о том, что существует несколько способов устранения дефектов. Коротко обо всех.
К первому способу можно отнести заделывание трещин с помощью обычной дрели или электросварки.
В случае если блок чугунный, то концы трещины можно засверлить сверлом и зашлифовать их под углом 90 по всей длине кругом, зубилом или каким-нибудь другим приспособлением.
Если вы выбрали ликвидацию трещин с помощью электросварки, то перед началом работы блок необходимо разогреть до 600-650С. Затем с помощью чугунно – медного присадочного прутка диаметром 5 мм и флюса, нужно нанести сплошной ровный слой, который не должен торчать над поверхностью металла более чем на пару миллиметров. После того, как трещина была заварена, блок следует медленно охладить в термошкафу.
Выше предложенный метод является не единственным, вы можете заварить трещину и без подогрева блока, но для этого вам понадобится электросварка.
Мнение эксперта
Руслан Константинов
Эксперт по автомобильной тематике. Окончил ИжГТУ имени М.Т. Калашникова по специальности «Эксплуатация транспортно-технологических машин и комплексов». Опыт профессионального ремонта автомобилей более 10 лет.
Иногда определить местоположение трещины в блоке цилиндров не так уж просто, но есть ряд способов. Обычно это касается микротрещин, которые трудно заметить. Итак, можно установить магниты по корпусу блока цилиндров или головки, насыпать стружку из металла мелкой фракции сверху. Стружка под действием магнитного поля начнёт притягиваться к магнитам и забиваться в трещины, которые будут встречаться на пути. Можно использовать более доступный способ, если нет под рукой магнитов. Поверхность, где имеется подозрение на трещины, тщательно промывается керосином или любым растворителем для краски. После этого на поверхность наносится жидкая краска и оставляется на 10-15 минут, далее поверхность протирается ветошью и все дефекты становятся заметны невооружённым глазом.
Также нередко используется способ с применением жидкости. Перед тем как залить в канал воду герметично закрываются все отверстия. В канал после воды под давлением закачивается воздух, можно использовать обычный автомобильный компрессор, после чего канал закрывается и блок оставляется на несколько часов. Места, в которых будет проступать вода, и укажут на наличие трещин. Можно и не ждать несколько часов, для этого блок погружается в воду, и пузырьки воздуха укажут на местоположение дефекта. При устранении трещин следует учитывать, что браться за заделку дефектов на гнездах клапанов, на зеркалах цилиндров и не месте соприкосновения блока и ГБЦ самостоятельно не рекомендуется.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки

Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва. Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его
Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани

Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
Первым делом нужно локализовать повреждение. Трещина с краев засверливается;
- После этого поперек трещины высверливаются отверстия с предусмотренным технологией шагом. В данные дырки помещаются стяжки-скобы, связывающие края трещины. Подбирать скобы следует исходя из вида раскола. На станциях технического обслуживания обычно имеются самые распространенные скобы по длине и форме, при необходимости они могут быть выполнены на заказ для конкретного разлома;
- Между установленными скобами просверливается отверстие и выполняется при помощи специального метчика нарезка конусной резьбы;
- Для устранения окисной пленки выполняется обработка полученного отверстия;
- Заглушка-конус закручивается в образованное резьбовое отверстие;
- Следом нужно подпилить “лишнюю” часть заглушки, которая возвышается над площадью поверхности блока цилиндров. После обязательно “докрутить” при помощи специальных инструментов заглушку посильнее, в результате чего подпиленная область обломается;
- Далее нужно выступающие остатки заглушки зашлифовать;
- После этого переходят к высверливанию следующего отверстия, которое должно частично перекрывать прошлое отверстие с установленной заглушкой. Таким образом заполняется заглушками вся трещина;
- Образованный данными заглушками шов после окончания работ нужно обязательно дополнительно спрессовать, чтобы он более надежно фиксировал разрыв.
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
(128 голос., средний: 4,47 из 5)
6.1.1 Общие вопросы безопасности труда
Создание безопасных и здоровых условий труда на каждом рабочем месте является главной задачей всех руководящих и инженерно-технических работников сельскохозяйственных предприятий. Администрация обязана соблюдать требования государственных стандартов, норм и правил по охране труда, осуществлять мероприятия по технике безопасности и производственной санитарии, принимать необходимые меры по предупреждению несчастных случаев.







Важнейшее значение имеет обучение работающих безопасности труда, которое осуществляется в соответствии с ГОСТ 12.0.004–90 на всех предприятиях и в организациях, независимо от степени опасности. Вновь принятых или меняющих работу рабочих должны обучать в учебных мастерских (в цехах, на участках) безопасным приёмам работы инструкторы, на рабочем месте – высококвалифицированный рабочий, бригадир, мастер, имеющий соответствующую подготовку. Производственное обучение производится с помощью инструктажей.
Различают следующие виды инструктажа:
1) вводной инструктаж (его проводит инженер по охране труда со всеми приглашаемыми на работу);
2) первичный инструктаж (на рабочем месте до начала производственной деятельности);
3) повторный инструктаж (со всеми рабочими по безопасным приёмам и методам работы);
4) внеплановый инструктаж (в случаях введения новых или переработки стандартов, правил, инструкций, замены оборудования инструмента и т.п., при аварии, травме, пожаре, перерыве в работе более 30 календарных дней;
5) целевой инструктаж (при выполнении разовых работ, ликвидации аварий, бедствий, катастроф) .
Дефекты гильз блока цилиндров
Итак, среди основных дефектов, связанных с гильзой, следует выделить:
- износ внешней поверхности гильз;
- образование трещин в гильзах блока цилиндров;
- излом бурта гильзы блока цилиндра;
- дефект внутренней поверхности гильзы (зеркало);
Износ внешней поверхности гильз достаточно распространен. Большая часть внешней поверхности гильзы БЦ находиться в контакте с охлаждающей жидкостью. Из-за вибрации гильзы при работе двигателя возникают пузырьки, которые взрываются у наружной стенки гильзы, этот процесс называемый кавитацией и приводит к кавитационному изнашиванию, а также коррозионным процессам.

Вибрация и коррозия вызывают появление микротрещин в гильзе, через которые под воздействием высокого давления охлаждающая жидкость проникает в картер двигателя и образовывает эмульсию в моторном маслеУстранить такой дефект можно путем наложения полимерных композитов на поврежденные участки. Но, к сожалению, такой ремонт не даст полной гарантии, что проблема будет полностью устранена. Возможно, в ближайшем будущем потребуется все-таки заменить гильзу.
Чтобы не допускать коррозионных процессов и кавитационного изнашивания внешних стенок гильзы, автовладельцу необходимо применять только качественные специальные охлаждающие жидкости (антифризы или ТОСОЛы), часто рекомендованные самим производителем ДВС.
Также частой неполадкой является образование трещин в гильзах блока цилиндров. Зачастую, трещины в ГБЦ и БЦ появляются в результате неправильной эксплуатации агрегата (длительная работа двигателя на повышенных оборотах, использование топлива, не рекомендованного производителем силовой установки и т.д.).
Немаловажным фактором в проявлении дефекта является резкое изменение скорости вращения коленчатого вала двигателя до отсечки на непрогретом моторе, а также использование некачественных смазочных материалов, охлаждающих жидкостей.

Еще следует упомянуть ремонт ДВС, проведенный на СТО с несоблюдением технических норм по данному силовому агрегату. Нельзя исключить и случаи появления трещин в гильзах блока цилиндров, обусловленных браком при производстве изделия на заводе-изготовителе.
Косвенными симптомами описанного дефекта могут быть:
- нарушение температурного режима мотора при рабочем термостате;
- субъективное ощущение уменьшение мощности ДВС;
- появление в моторном масле эмульсии, а также эмульсия в расширительном бачке;
- запах выхлопных газов из расширительного бачка;
Указанные признаки могут стать причиной обращения на квалифицированное СТО с целью проведения углубленной диагностики и выявления возможных трещин в гильзах блока цилиндров.

Основным методом выявления трещин являются: рентгенография и метод определения трещин посредством красящих химических растворов. В случае выявления дефекта, основным и единственным методом устранения является замена гильзы, поскольку дефектная гильза с трещиной ремонту не подлежит.
Симптомы трещины в головке блока цилиндров
 Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Далее рассмотрим некоторые случаи трещин между системой охлаждения и другими системами двигателя.
Масляная система— при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
Впускной канал— если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска— тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания— через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами. Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
6.1 Меры безопасности при ремонте гильз ДВС
Безопасность жизнедеятельности – это комплекс мероприятий по обеспечению по обеспечению безопасности жизненной деятельности человека в условиях производства. Охрана труда, является важнейшим разделом в безопасности жизнедеятельности. Охрана труда – это система законодательных актов, социально-экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья и работоспособность человека в процессе труда
При работе на станках рабочие подвергаются различным опасным и вредным факторам. Так как эти факторы непосредственно влияют на безопасность жизнедеятельности при восстановлении гильз двигателей, то необходимо разработать ряд мероприятий по предотвращению их вредного воздействия.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.

Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.

Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.








После просушки склеенный участок зачистить и выровнять шлифовкой.
Мне нравится2Не нравится2
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.
Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Существуют разновидности данного метода, так, к примеру, некоторые не погружают «голову» в ванну, а просто наливают воду в нее, после чего подают воздух под давлением.
Лопнутая гильза цилиндров. Причины поломки и устранение
Гильза блока цилиндров относится к поршневой системе. Особенность гильз в том, что они работают в критически агрессивной среде, среди которых: высокая температура, резкий перепад температуры от 500 до 2500 градусов, вибронагруженность и детонация. В результате вышеуказанных моментов, гильза изнашивается вплоть до деформации и образования трещины. Во избежание более серьезных проблем с другими системами двигателя, нужно на ранней стадии диагностировать повреждения цилиндра.
О дефектах гильз двигателя
Всего существует 4 возможных дефектов гильзы:
- естественный износ внешней части гильзы (из-за применения некачественной охлаждающей жидкости, если гильза мокрого типа)
- трещины
- излом буртика гильзы
- износ внутренней части (зеркала) из-за непосредственного контакта с поршнем.
Износ наружной части гильзы
Чаще всего происходит именно износ снаружи гильзы. Как я писал, это происходит из-за постоянного контакта с охлаждающей жидкостью. В процессе работы двигателя в жидкости образуются пузырьки, впоследствии чего возникает опасное для двигателя явление, как кавитация, которая по крошке откалывает гильзу. Вторым моментом может быть коррозия, из-за применения низкокачественной ОЖ или использования вместо нее воды.
Подведем итоги
Учитывая вышесказанное, гильза блока цилиндров — деталь ЦПГ, которая в значительной степени подвержена воздействию высоких температур, вибраций и детонационных нагрузок. Поэтому заметно увеличен риск возникновения разного рода дефектов, которые могут повлечь за собой дорогостоящий ремонт двигателя.
В подобной ситуации оптимально воспользоваться помощью квалифицированных специалистов и провести дефектовку, так как непрофессиональный ремонт или замена гильз блока цилиндров не по технологии может существенно сказаться на сроке службы и стабильности работы ДВС.
Для чего в блок цилиндров устанвливается гильза. Преимущества и недостатки гильзованных моторов, блоки из алюминиевых сплавов, особенности, ремонт.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Для чего и когда головку блока цилиндров необходимо шлифовать. Как проверить привалочную плоскость головки блока своими руками. Фрезеровка и шлифовка ГБЦ.
Что такое дефектовка двигателя и в каких случаях необходимо выполнять дефектовку мотора. Особенности проведения дефектовки силового агрегата, рекомендации.
Что значит капремонт двигателя автомобиля, какие работы выполняются. От чего зависит ресурс двигателя до капремонта и как его увеличить. Полезные советы.
Как определить, когда двигателю нужно делать капитальный ремонт: ресурс мотора, основные признаки скорого капремонта. Как выполняется ремонт ДВС, советы





