
“Trade in” или меняем авто “ключ в ключ”
Услуга “Trade in” подразумевает продажу автомобиля с пробегом, вырученные средства с которой идут в счет оплаты новой модели. Таким способом владельцу остается заплатить фиксированную сумму для того, чтобы пересесть в новое транспортное средство.

Обмен автомобилей “ключ в ключ” отличается от предыдущей услуги тем, что владелец меняет свой автомобиль на подходящую б/у модель при условии соответствующей доплаты.

Эти два относительно новых способа покупки автомобилей исключают риск мошенничества, который распространен в случае, если авто продается “с рук” на рынке. Сделки оформляются ведущими авто компаниями в соответствии с действующим законодательством РФ.
Когда нужно менять распредвал

Замена распредвала двигателя автомобиля необходима в том случае, когда дефекты вала устранить обычными ремонтными процедурами (выполнить ремонт распредвалов) не удается. Вал распределительный нужно полностью менять в следующих случаях:
- давление в системе смазки резко снизилось в результате проблем с распределительным валом, что привело к образованию сильных царапин, заусенцев и т.д.
- появились слишком большие зазоры в приводе клапанов (изношены кулачки распредвала);
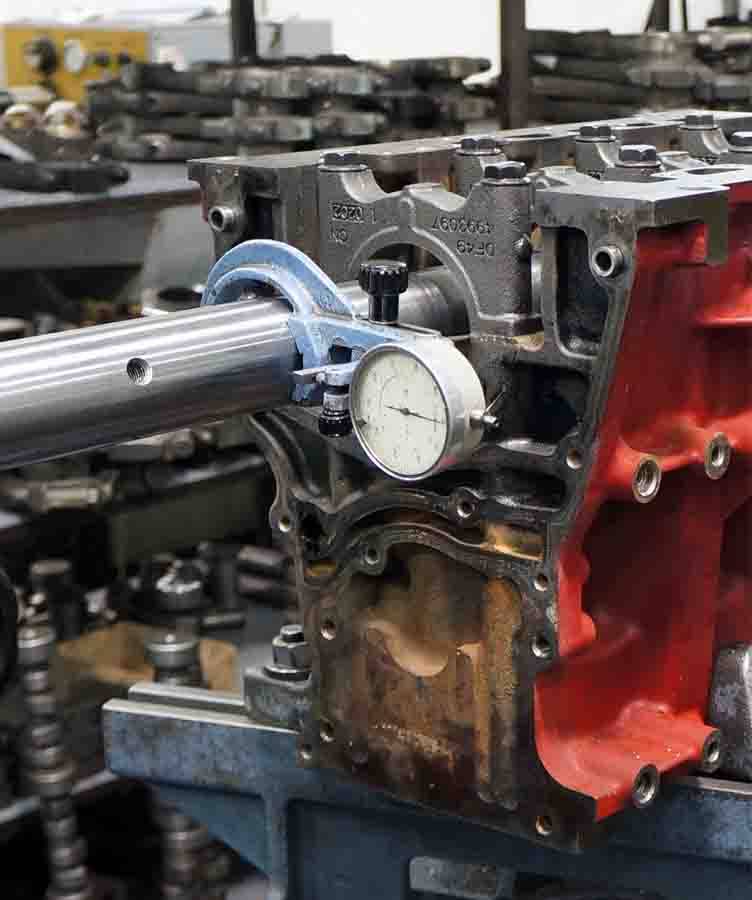
- сильно изношены шейки, появились трещины на валу и т.д.
Например, давление масла снижается в том случае, когда шейки распределительного вала очень сильно изношены. К такому же падению давления приводит износ гнезд подшипников распредвала (установлены в теле ГБЦ). В этом случае иногда меняют не только вал, но и головку блока.
Увеличение зазоров в приводе клапанного механизма приводит к появлению сильного шума при работе двигателя. Особенно это проявляется при холодном запуске. Виновником такого стука и лязга становится износ кулачков распредвала. Причин для износа много: низкий уровень моторного масла, загрязнение системы смазки, неисправности маслонасоса, проблемы с фильтром масла и т.д.
Если на шейках распредвала имеются глубокие царапины и задиры, ремонт распредвала нецелесообразен, так как подобные дефекты не шлифуются. В этом случае также нужна замена детали. Бывает и так, что после ДТП или сильных ударов распредвал гнет, в нем появляются трещины.
Иногда случается, что и менее очевидные причины выводят распределительный вал из строя. Например, ошибки при установке сальника распредвала или утечки масла через этот сальник также могут вывести деталь из строя.
Звоните: +7-499-686-12-80
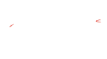
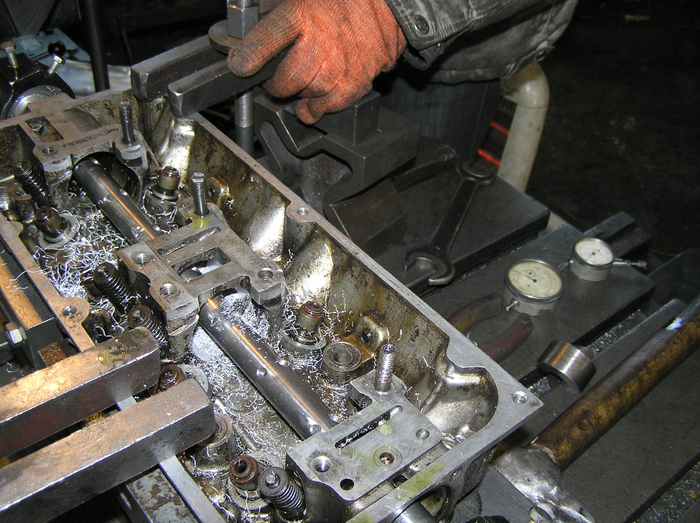
Но перед тем, как дойти непосредственно до ремонта постели распредвалов, сначала снятая головка блока цилиндров, проходит опрессовку, после чего измеряются плоскости.

Когда все эти процедуры выполнены, можно переходить непосредственно к восстановлению постели распредвалов. Изначально мастером проверяется износ постели распредвалов. Если износ составляет не более, чем 0,02 мм ремонт достаточно прост. Подтачиваются бугеля, после чего закрепляются на свои места и с помощью развертки постель приводится в рабочее состояние, просто с помощью шлифовки. Но как правило износ пастели распредвала гораздо более значительный, чем 0,02 мм, в этом случае обычно поступают следующим образом: Точно так же подтачивают бугеля и шлифуют с помощью Бортштанги, а до идеальной гладкости шлифуется разверткой. При таком ремонте пастели распредвала нужно подпиливать клапана, что бы они не упирались в распредвалы.

Мы ремонтируем постели более технологически правильным образом.
При ремонте пастели, мы не стачиваем рабочую поверхность, а наоборот делаем новое напыление. После чего шлифуем до заводских параметров, соответственно, все клапана и остальные рабочие детали Пастели распредвалов после ремонта у Нас имеют все характеристики заявленные производителем при выпуске данной запчасти с конвейера. Ни чего подпиливать или подгонять после нашего ремонта не нужно! И Мы не только не истончаем рабочую поверхность при ремонте пастели распредвалов, но и подбираем состав поверхности идентичный той которую напыляем. В другом разделе Мы описывали Вам способы наплавки или напыления.

После доведения всех рабочих поверхностей пастели распредвалов до заводских параметров, все масленые каналы и каналы для охлаждения гбц, промываются и продуваются, так как если останется стружка или инородные предметы весь ремонт будет сделан зря. После ремонта пастели распредвалов, можно собирать головку блока цилиндров и эксплуатировать ее еще такое же время, как и новую запчасть.
Источник
Методы ремонта распредвала
И, прежде, чем сразу же бросаться в крайность и думать о замене распредвала, его нужно попробовать отремонтировать. Если, конечно, вы уже не задумывались о том, чтобы поменять свой штатный на тюнинговый спортивный распредвал.
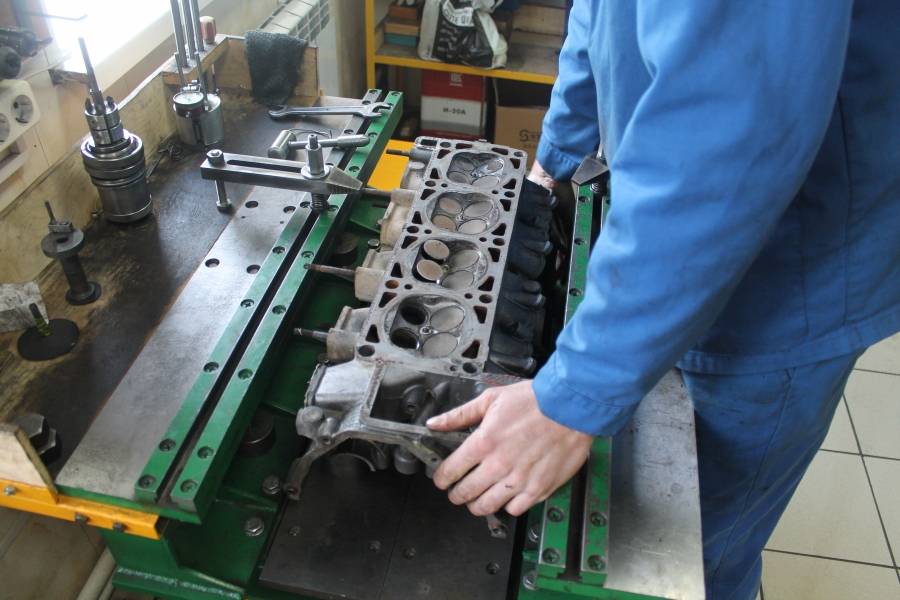
Когда речь идёт о такой процедуре, как ремонт распредвала, то своими руками основную процедуру ремонта в гараже вы вряд ли сможете выполнить. Ваша задача, снять головку блока цилиндров и вместе с распредвалом приехать в мастерскую, где возможен ремонт или восстановление распредвалов.
Основные дефекты, при которых требуется восстановление распредвала: биение (деформация) вала, износ кулачков и износ шеек. Не забывайте, для чего мы привозим в мастерскую ГБЦ – дефектовка и, при необходимости ремонт постели распредвала, обязательная комплексная процедура.
Устранение деформации распредвала. Этот дефект устраняется способом поэлементной холодной правки, которая позволяет привести в порядок как стальные, так и чугунные распредвалы.
Биение (изгиб) распредвала устраняют на призмах при помощи пресса. При этом методе естественным образом должны быть учтены допуски производителя распредвала, относительно допустимого биения.
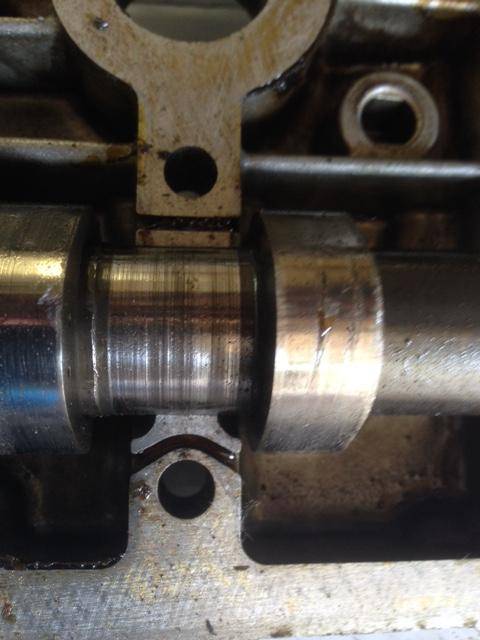
После устранения биения обязательно производится динамическая балансировка. Иначе все усилия были напрасны. Восстановление распредвалов таким методом производится на специальных станках.
Восстановление кулачков распредвала и износ шейки устраняется таким методом, как напыление распредвала либо шлифовкой.
Изношенный кулачок шлифуется до вывода износа и восстановления профиля. Не следует забывать, что после шлифовки кулачка высота подъёма клапана не должна измениться. Иначе будет нарушен процесс фаз газораспределения.
Восстановление кулачков распредвала методом шлифовки, рекомендуется выполнять всего один раз. В противном случае нарушается радиус вершины кулачка, и, соответственно, происходит сбой фазы газораспределения. То есть, следующим этапом, после первого ремонта распредвала, служит замена распредвала.
Для опорных шеек распредвала применяется расточка (шлифовка) до уменьшенных ремонтных размеров. При этом варианте ремонта распредвала, затем применяются втулки. Если же шейки наращивают, то другие детали растачивают под их размер. Для небольшого слоя наращивания применяется осталивание либо хромирование шеек.
Реставрация методом напыления распредвала производится с применением порошковой проволоки многокомпонентного состава (алюминий – цинк). После процедуры напыления распредвала твёрдость покрытия не уступает заводским параметрам. Но, специалисты не рекомендуют проводить ремонт методом напыления более одного раза.





Как выгодно обменять авто с пробегом
Чтобы гарантировать законность услуги обмена авто с пробегом и ее объективную стоимость, процесс купли-продажи стоит проводить в проверенном автоцентре. Здесь клиенту предложат:
- Диагностику старой модели, на основании которой будет определена ее стоимость;
- Выбор машин на обмен, абсолютно новых или обладающих чистой историей пробега: все автомобили проходят криминалистическую экспертизу, потому в автосалоне никогда не будут продавать автомобиль с “темным прошлым”;
- Юридическое сопровождение сделки: клиент заключает нотариально заверенный договор и при необходимости может воспользоваться кредитными услугами банка-партнера автосалона;
- Оперативность услуги: клиенту не нужно искать покупателей для своего ТС, он лишен необходимости улаживать вопросы с ГАИ или банком. Перечисленные функции — задача автоцентра.
Таким образом при минимальном наличии документов возможно купить автомобиль улучшенной комплектации в течение от одного до трех дней. Услуга обмена авто с пробегом дает возможность регулярно менять автопарк владельца, приобретая его лучшие модели.
Пошаговая инструкция
Если ваш двигатель стучит и вы решили заменить распредвал, то заранее подготовьте все необходимое. Выполнить эту работу без соответствующего опыта затруднительно, поэтому хорошо, если вам будет ассистировать более опытный напарник.
Этапы работы
- Первым делом нужно снять шкив распредвала ВАЗ 2114 8 кл.
- Вынимаем шпонку шкива, находящуюся в пазе распредвала.
- Откручиваем гайку, на которой закреплена задняя крышка ремня газораспределительной системы.
- Откручиваем гайки, которые скрепляют кронштейн с тросом.
- Ослабив винты хомутиков шлангов, отвечающих за вентиляцию картерных газов, убираем их.
- Ослабив хомутик крепления шланга, через который происходит вентиляция газов картера, снимаем его.
- Открутив гайки, убираем крышку клапанов.
- Убираем прокладку.
- Открутив гайки и болты, убираем заглушку.
- В несколько кругов (чтобы уменьшить давление пружин) откручиваем 10 гаек закрепляющих корпус подшипников распредвала.
- Снимаем корпуса распредвала ВАЗ 2114 8 кл.
- После того как будет отведена от ГБЦ задняя крышка привода ременного ГРМ, убираем распредвал.
- Убираем сальник распредвала.
- Перед установкой нового вала необходимо очистить соприкасающиеся плоскости ГБЦ и подшипников, в случае если на них остался герметик или смазка.
- Опорные шейки и кулачки смазываем свежей смазкой.
- Кладем вал в опоры ГБЦ так, чтобы кулачки 1-го цилиндра были ориентированы кверху.
- На плоскости ГБЦ, которые соприкасаются с подшипниками, наносим герметик.
- Устанавливаем корпуса подшипников и в 2 круга закручиваем гайки.
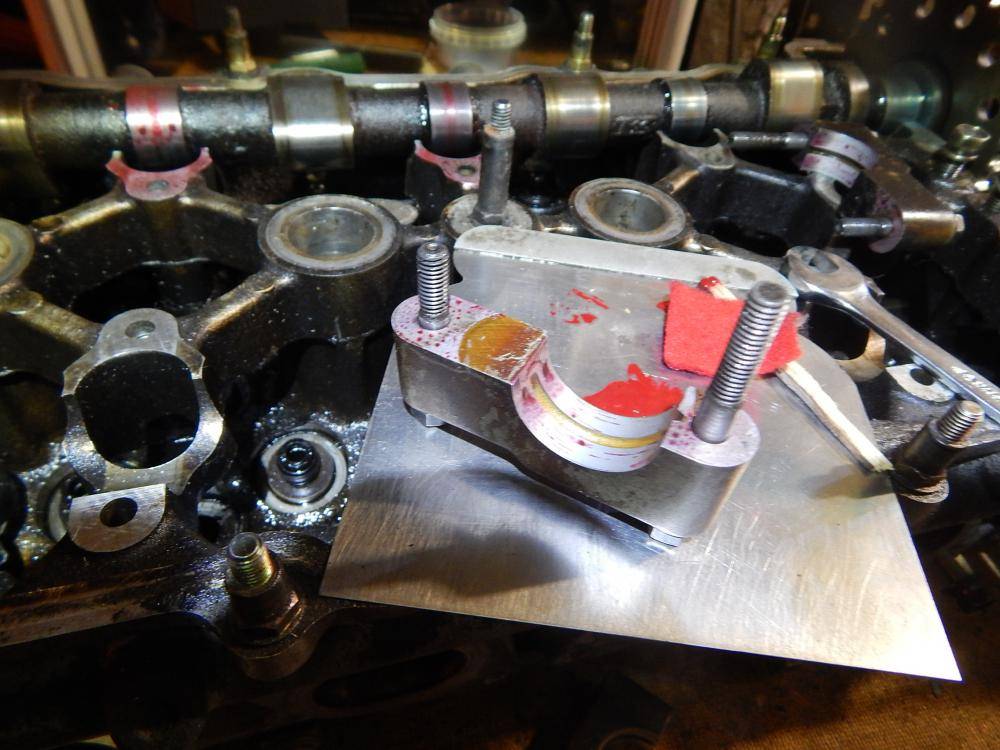
- Вначале не полностью закручиваем их как, показано на фото, пока не произойдет прилегания корпуса подшипников с ГБЦ.
- Идя в той же последовательности по второму кругу дотягиваем гайки до момента 2,2 кгс/м.
- Удаляем проступивший герметик.
- Вставляем сальник.
- Ставим зубчатый шкив распредвала и ременной привод.
- Крутим коленвал по ходу часовой стрелки, что бы поставить одинаково установочные метки на шкиве распредвала и задней крышке привода ГРМ ременного.
- Вращаем коленвал примерно на пятьдесят градусов (2–3 зубчика на шкиве распредвала).
- С помощью щупа проверяем зазоры у 1-го и 3-го кулачков распредвала.
- Расстояние между кулачками и шайбами должно равняться 0,20 миллиметров для впускных клапанов и 0,35 миллиметров для выпускных. Погрешность не должна превышать 0,05 мм.
- После регулировки остальных клапанов работу можно считать выполненной.

Снятие зубчатого распределителя

Ослабляем хомутики

Снимаем крышку

Резиновые уплотнители

Уплотнительное кольцо

Откручиваем гайки — 10 штук

Передний корпус

Снятие распределительного вала

Снятый сальник

Установка нового сальника

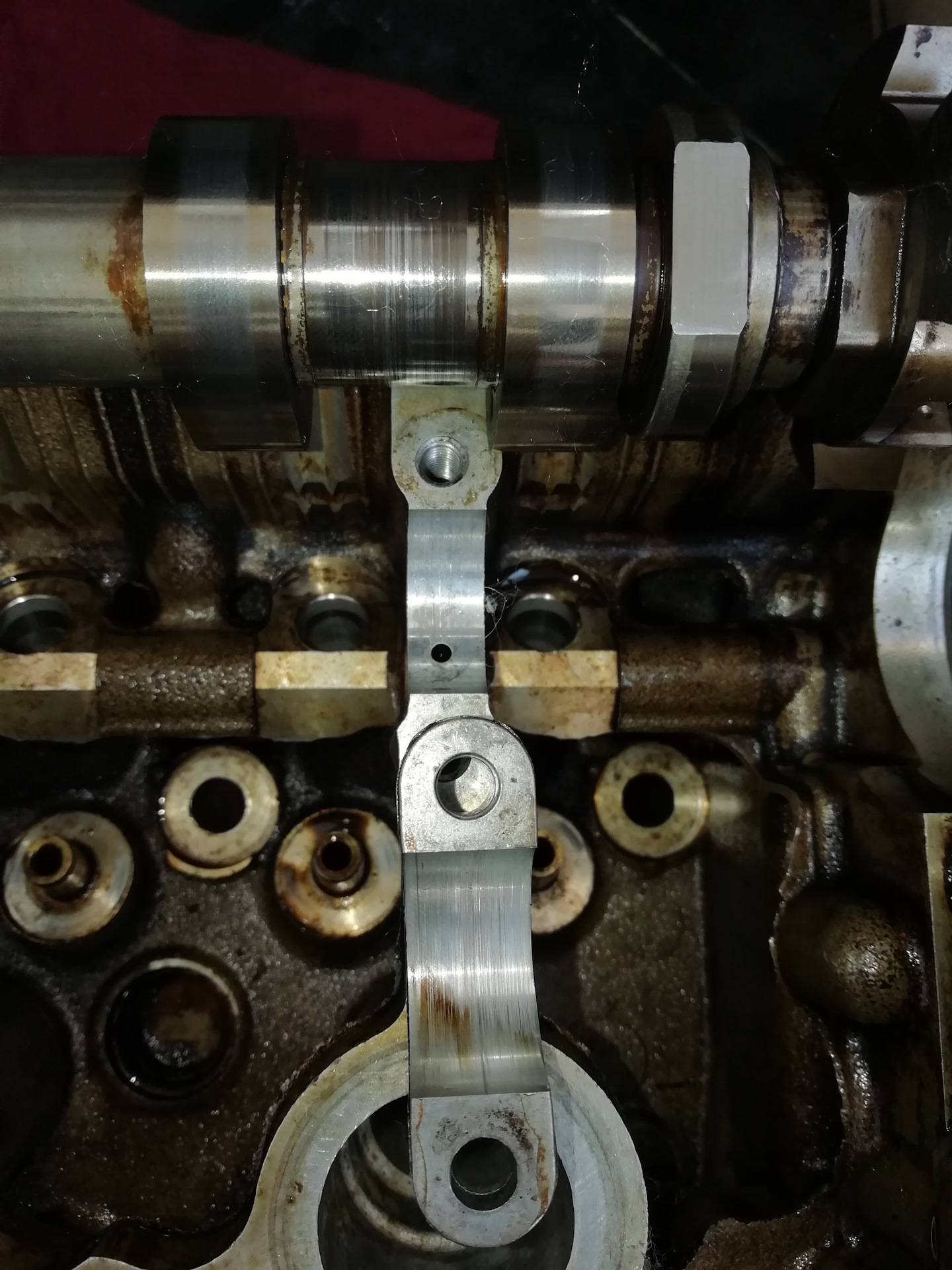
Рычаг нужно перевсти вверх

Фиксация толкателя
Тормозная система
| Замена тормозных колодок (барабан.система цена за ось без ремонта разжимных валов) | 2350-7000р |
| Снятие установка суппорта (дисковые тормоза) | 2100р |
| Переборка суппорта (замена направляющих) | 2000Р |
| Переборка суппорта (замена механизма самоподвода) | 3500р |
| Снятие установка тормозного диска | 1600р |
| Снятие установка разжимного вала | 1062р |
| Снятие установка разжимного вала (с реставрацией посадочных шеек) | 3200р |
| Снятие установка тормозных колодок (барабанная система)(цена за колесо) | 1600р |
| Снятие установка тормозного барабана | 480р |
| Замена тормозного рычага | 700р |
| Клепка тормозных колодок 1 пара | 800р |
Цена замены
Стоимость замены распредвала в автосервисах может быть разная, она во многом зависит от сложности производимых работ. Легче всего заменить вал на ВАЗ-классике или 8-клапанном двигателе 2108-15. Цена замены также зависит от уровня станции ТО – в крупных автотехцентрах стоимость будет несколько дороже.
Добро пожаловать! Фазы газораспределения — не все люди знают что это такое, поэтому мы сегодня вам попытаемся объяснить это и показать на примере как правильно нужно устанавливать фазы газораспределения по меткам.
Примечание! Для установки фаз газораспределения, вам необходимо будет запастись: Отвёрткой, а так же тремя гаечными ключами «на 8» «на 10» и ««на 13», а так же нужно обязательно запастись специальным ключом для проворачивания шкива коленвала! (Если специального ключа у вас нет,тогда вместо него можно использовать головку «на 36»)
Что такое фазы газораспределения? Попробуем вам объяснить всё простыми словами, под фазами газораспределения понимается тот момент, когда поршень в двигателе движется вверх и вниз по определённому заданному интервалу. Если фазы газораспределения нарушены, то в таком случае поршень сбивается с определённо заданного интервала и вследствие чего получается неровная работа двигателя.
Когда нужно устанавливать фазы газораспределения по меткам? Как уже и говорилось ранее, при сбитых фазах двигатель у автомобиля начинает работать не ровно, а именно:
- У автомобиля уменьшается мощность.
- А так же если повышается расход топлива.
- И если двигатель у автомобиля начинает работать с перебоями, то есть глохнет на холостом ходу и возможно холостые обороты двигателя будут скакать.
Восстановление распределительных валов | ТО и ТР автомобиля
Валы большинства двигателей изготавливают штамповкой из стали 40 и 45 или отливкой из специального чугуна (двигатель ЗИЛ-130).
Основные дефекты распределительного вала:
- изгиб вала
- износ и отколы кулачков и опорных шеек
- износ шпоночной канавки и посадочного места под распределительную шестерню
- износ или повреждение резьбы
Вал выбраковывают при трещинах, аварийном изгибе или скручивании, отломах металла на вершине кулачка более 3 мм его ширины.
Изгиб вала устраняют правкой в холодном состоянии на призмах под прессом. Допускаемое биение средних опорных шеек относительно крайних — не более 0,05 мм для большинства двигателей и не более 0,10 мм для двигателей А-41 и А-01М. Биение шейки под распределительную шестерню допускается не более 0,03 мм.
Опорные шейки распределительных валов шлифуют под уменьшенный ремонтный размер в центрах специального станка 3A433 или на круглошлифовальных станках электрокорундовыми кругами зернистостью 46-60 и твердостью СМ. Перед шлифованием зенкуют масляные отверстия, углубляют масляные каналы. В этом случае в блок цилиндров необходимо устанавливать втулки ремонтного размера.
При значительном износе опорных шеек их наплавляют в среде углекислого газа вибродутовой или плазменной наплавкой, наращивают железнением или газотермическим напылением. Перед наплавкой масляные каналы защищают графитными вставками, а перед железнением — свинцовыми. Наплавленные шейки шлифуют. При необходимости после грубого шлифования проводят закалку на глубину 2-3 мм.
Изношенную шейку под распределительную шестерню восстанавливают наплавкой в среде углекислого газа или железнением и обработкой под номинальный размер. Шпоночную канавку заплавляют электродом Э42 или в среде углекислого газа проволокой Св-18ХГСА и фрезеруют под номинальный размер. Смещение шпоночной канавки относительно диаметральной плоскости допускается не более 0,05 мм.
Изношенную шпоночную канавку можно восстановить фрезерованием под увеличенный размер шпонки. Ремонтную шпонку изготавливают из стали 45 и термически обрабатывают до твердости HRC3 40-50.
Изношенные кулачки шлифуют по копиру на станке 3A433 до выведения следов износа и восстановления профиля. После шлифования кулачка высота подъема клапана не изменяется. При износе кулачков по высоте больше допустимого значения их наплавляют ручной электродуговой сваркой электродом Т-590 или Т-630, автоматической наплавкой в среде углекислого газа порошковой проволокой при помощи специального копировального приспособления с охлаждением вала в процессе наплавки. При ручной электродуговой или газовой наплавке на боковые стороны кулачков устанавливают защитные экраны из меди или графита. Распределительный вал помещают в ванну с водой на подставки так, чтобы половина диаметра вала была в воде. После наплавки проверяют изгиб вала и при необходимости правят. Затем наплавленные кулачки предварительно обрабатывают абразивным кругом по шаблону, а после этого окончательно шлифуют на станке 3A433 по копиру.
Восстановленный распределительный вал должен иметь твердость поверхности кулачков и опорных шеек HRC3 54-62, шероховатость Ra 0,63-0,32 мкм.
Замена прокладки ГБЦ на ВАЗ 2109
По истечению эксплуатационного периода или при нарушении целостности прокладки головки блока цилиндров, элемент подлежит обязательной замене.Основной признак неисправности, износа прокладки — это образование течи ОЖ и масла в местах соединения блока двигателя и ГБЦ.








Уплотнители ГБЦ
Чтобы поменять прокладку, вам потребуется демонтировать узел, избавиться от изношенной прокладки ГБЦ и собрать конструкцию в обратной последовательности, соблюдая рекомендации относительно моментов затяжки болтов ГБЦ. Обо всем этом расскажем более подробно.
- Отключите проводку от датчика температуры охлаждающей жидкости и датчика аварийного давления масла.
- Снимите термостат, только не забудьте перед этим слить ОЖ.
- Демонтируйте корпус воздушного фильтра. Снимать карбюратор не нужно, ибо мешать замене прокладки он не будет.
- Отключите приемную трубу глушителя от выпускного коллектора.
- Снимите шестеренку привода распредвала, предварительно установив поршень первого цилиндра в положение ВМТ. Теперь можно снять защитный кожух ремня привода распределительного вала, ослабить крепежные болты фиксации шестерни, зафиксировав шестеренку от проворачивания.
- Снимите ремень привода распредвала. Затем можно уже полностью открутить крепежные болты и снять шестерню.
- Отожмите фиксатор, чтобы отключить колодку проводов от распределителя зажигания.
- Аналогичным образом отключите центральный высоковольтник.
- Ослабьте хомуты, чтобы снять шланг подвода горючего из топливной помпы.
- Отключите от карбюратора тяги привода заслонок — дроссельной и воздушной.
- Отключите питающую проводку от электромагнитного клапана.
- Снимите шланг вакуумного усилителя с патрубка впускной трубы.
- Отключите трубку от вакуумного корректора зажигания.
- Ослабьте натяжение хомутов, чтобы снять шланги отопления салона с патрубков.
- Снимите ГБЦ. Используя головку с удлинителем, откручиваются крепежные болты.
- Немного раскачайте головку рывками, после чего снимите элемент.
- Удалите старую прокладку, зачистите ее от остатков резинового уплотнителя и прочих загрязнений. Тщательно протрите насухо, после чего можно выполнять обратную сборку.
- Перед сборкой проверьте, соответствует ли нормальным значениям длина болтов для крепления головки блока цилиндров. В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
Процедура замены Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением. Именно так должно происходить;
- Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
Схема затяжки
Помимо соблюдения необходимых моментов затяжения крепежных болтов ГБЦ, здесь требуется соблюдать еще одно правило.
Возвращение болтов на места выполняется строго согласно схеме, приведенной ниже.
Последовательность затяжения
Далее выполняйте работу согласно таблице, и вы все сделаете верно.
Затяжка выполняется в четыре круга, соблюдая последовательность работы с крепежными болтами, указанной в схеме.
Принцип работы распредвала
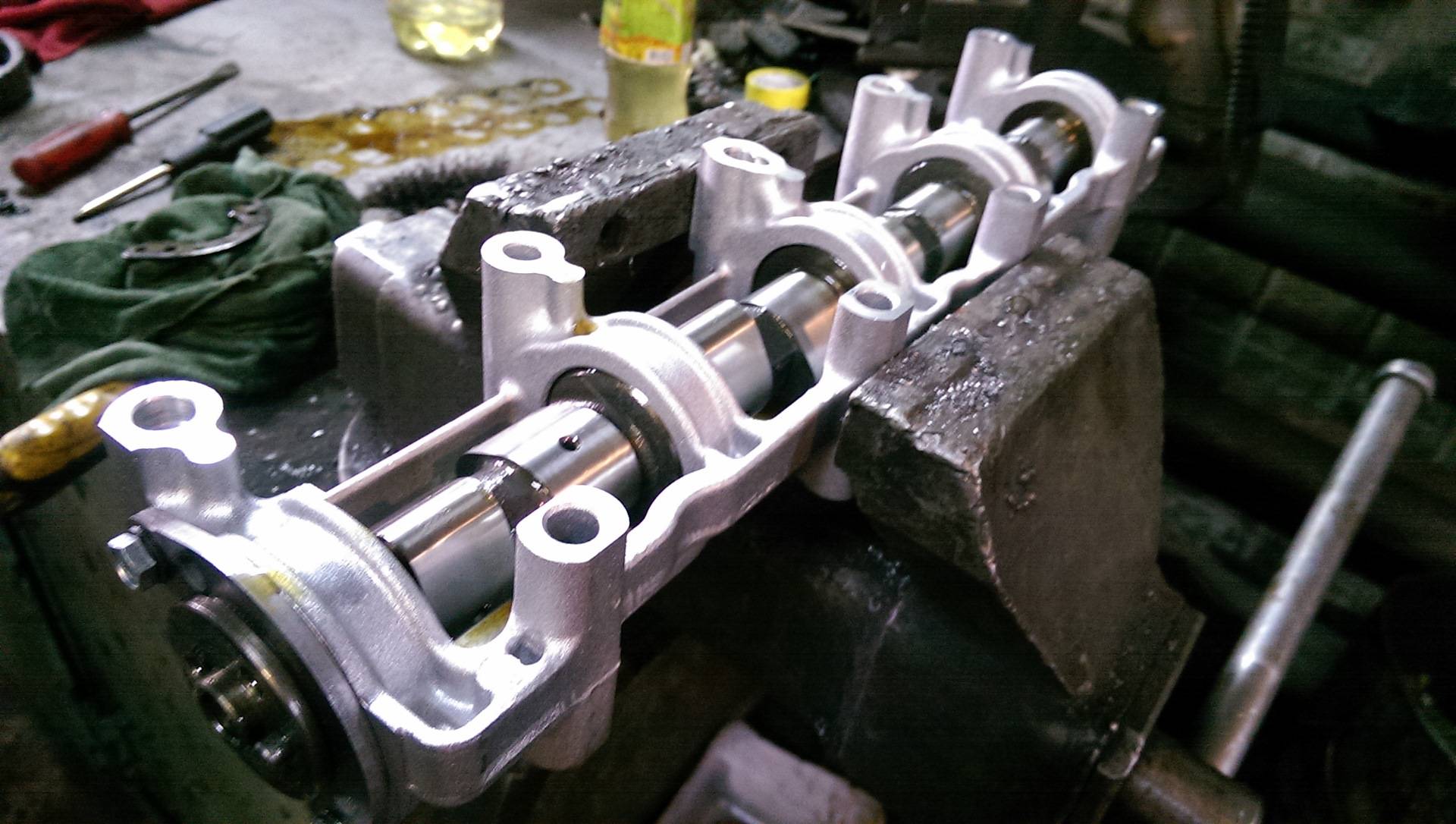
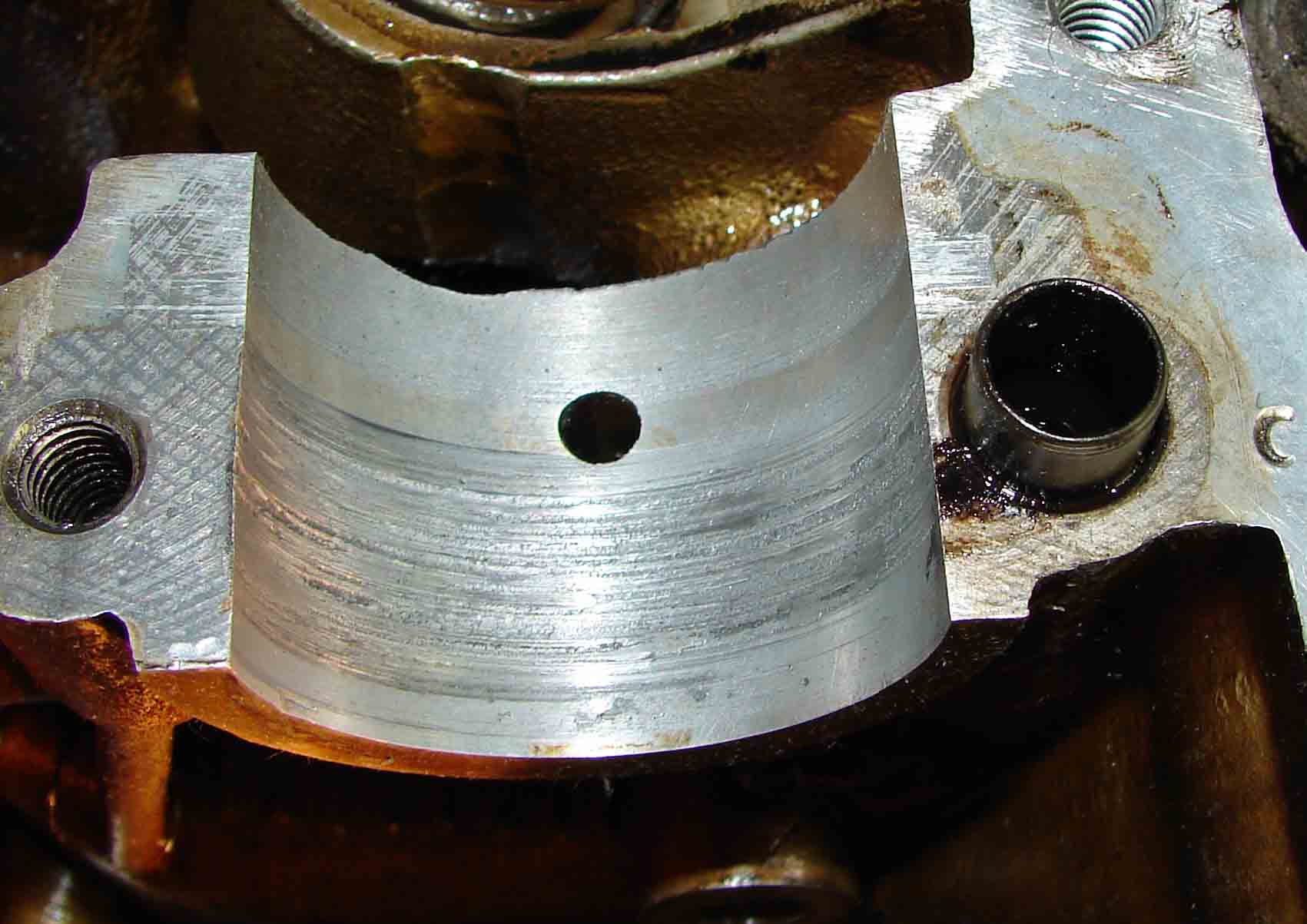
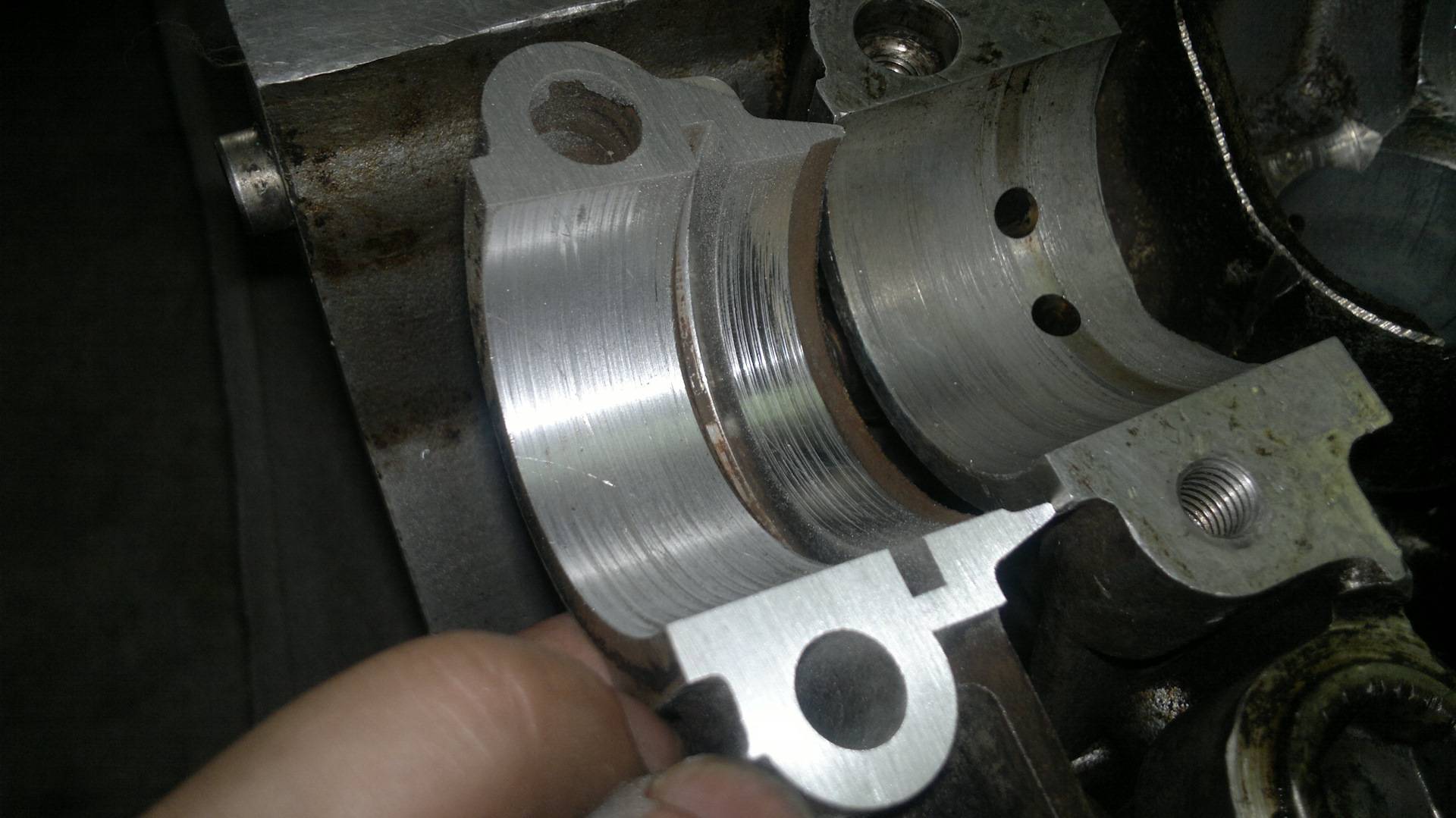
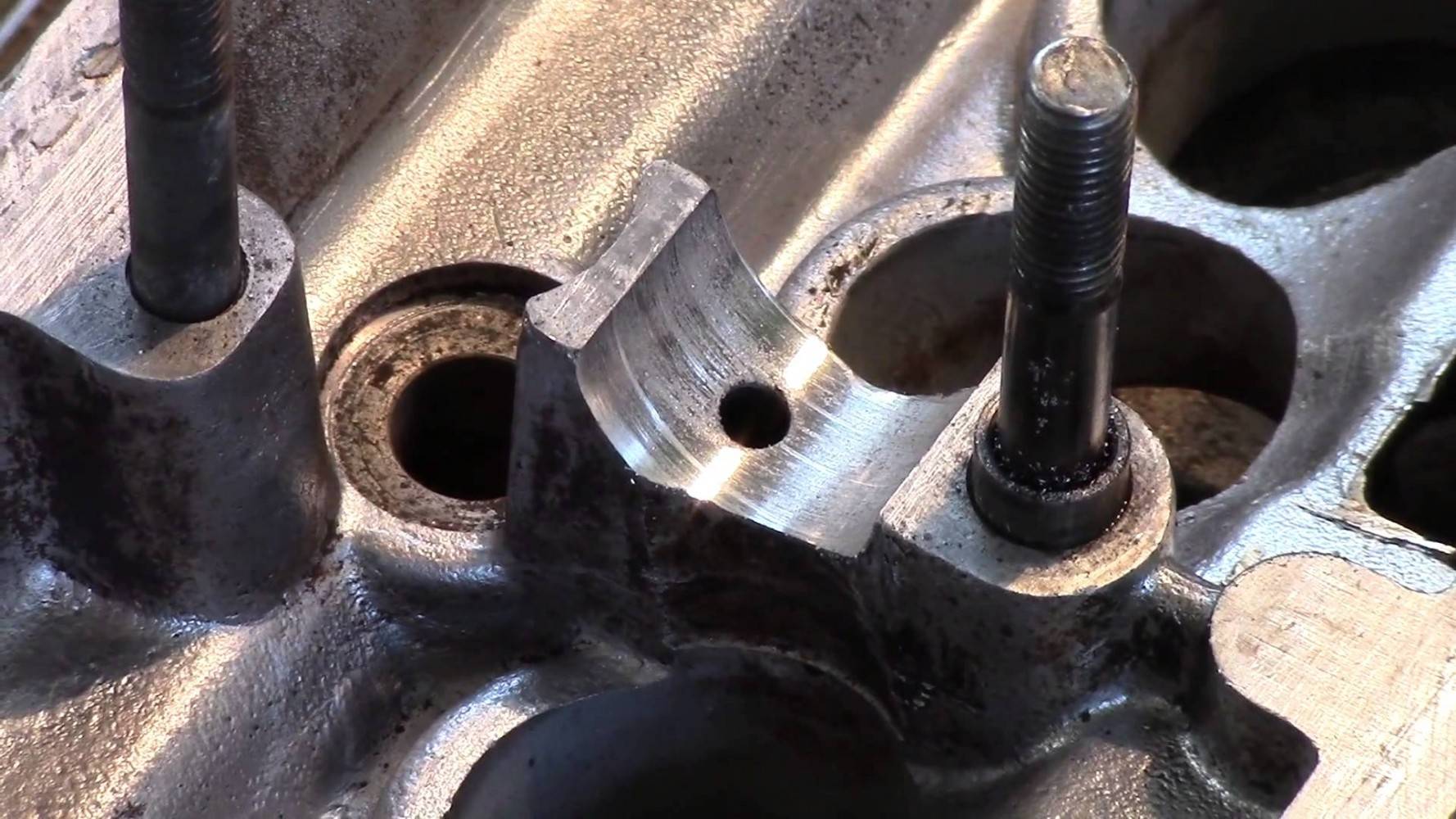
Распределительный вал имеет особую форму: на типичном цилиндрическом валу расположены кулачки и шейки распредвала. Подшипник распредвала имеет форму втулки либо вкладыша и принудительную систему смазки.
Втулка и вкладыши распредвала
Распредвал совершает вращение вместе с коленчатым валом двигателя, но вращается в 2 раза медленней. Для вращения распредвала используются цепные, ременные, зубчатые передачи. Благодаря форме кулачков распредвала формируются фазы газораспределения, клапана открываются в нужный момент, обеспечиваются условия работы двигателя. Изменяя геометрию кулачков, можно добиться улучшения работы двигателя.
Распредвал Nissan Patrol
1 — болты; 2 — приводная шестерня распределителя; 3 — шайба; 4 — звездочка распредвала; 5 — упорная пластина; 6 — шпонка; 7 — рабочий выступ кулачка; 8 — распределительный вал;
9 — опорная шейка распредвала.
Через различные толкатели, рокеры, либо почти напрямую через гидрокомпенсаторы кулачок распредвала нажимает на подпружиненный клапан, открывая его. Далее, проходя вершину кулачка, клапан открывается на максимальное расстояние и плавно закрывается проходя по обратной его части. Геометрия кулачков распредвала позволяет относительно плавно взаимодействовать с толкателями клапана, от их формы зависит характеристика распредвала.
На распредвале кулачки расположены под особыми углами, благодаря чему и формируются фазы газораспределения. На разных двигателях углы фаз могут немного отличаться. Например, если сравнивать бензиновый двигатель и дизель, стандартные распредвалы, рассчитанные на городскую езду, будут иметь похожее строение.
На двигателях с ЭБУ устанавливается датчик распредвала. Это устройство постоянно определяет его положение, что позволяет синхронизировать электронные системы подачи топлива с работой клапанов.
Привод распредвала
Геометрические формы кулачков
Отдельно стоит остановиться на шестернях распредвалов. Механизм ГРМ требует точной их настройки. Зачастую достаточно выставить элементы по «контрольным точкам». Для более точной настройки работы распредвала существует разрезная шестерня распредвала. Принцип в том, что зубцы шестерни фиксируются на болтах относительно ее основания. Открутив болты можно, корректировать положение шестерни на 5-10º, что позволяет выставить ГРМ в более оптимальное положение.
Разрезная и простая шестеренки распредвала двигателя ВАЗ 2106
На современных дорогих двигателях этот процесс автоматизирован, применяются муфты распредвала с гидравлическим управлением. Датчик положения распредвала сообщает бортовым компьютерам текущий угол и обороты, что позволяет управлять фазами газораспределения, корректировать их для разных режимов двигателя.
ГРМ с гидроуправляемыми муфтами
Лада Приора Седан Космос › Бортжурнал › Герметизация Постели Распредвалов
Всем привет!Давно меня тут не было, решил написать об очередном ремонте своей прио).Ездил себе и ездил, и тут все таки решил переклеить постель, честно говоря, давно руки чешутся))Как авто приобрел, там уже были сопли из под клапанной крышки, поездил какое то время и решил ехать в гараж и устранять проблему.Утро.Суббота.Намахнул я кофе, и погнал в магазин закупаться всем необходимым, было приобретено:Прокладки ресивера, сальники распредвалов, заглушки, колечки на форсунки, маслозаливная крышка ну и в принципе все)Приехал в гараж и понеслось)
Для начала, снимаем клемму, снимаем крышку, откручиваем воздухан с гофрой, все шланги которые идут к ресиверу, и еще один шланчик, который идет на клапан адсорбера, там увидите, он идет к ресиверу и к клапану) Далее снимаем сам ресивер, для этого, я открутил верхний болт генератора, и нижний ослабил, но не выкручивал его, разумеется это на снятом ремне генератора))генератор отодвинул на себя, и там видим слева направо болт-гайка-гайка-гайка-болт, все на 13)когда будете доставать гайки, под ними шайбы-я их некоторые достать не смог пальцами, когда отодвигал ресивер, они по падали на защиту, и я их просто собрал.Так вот, откручиваем эти болты и гайки, болт который справа от генератора, его я откручивал длинным переходником с карданчиком, маленьким, остальные долез трещеткой. Далее откручиваем щуп, он там на винте под крестовую отвертку, щуп вытаскиваем.Сверху у ресивера, открчиваем 2 гайки на 10, вытаскиваем ресивер.Я вытаскивал так:чуть вытянул его на себя, поднял левый край, чтоб не цепляло за форсунки, и вытащил)там ничего сложного нет, сами все поймете когда будете снимать.
сбоку откручиваем планки, куда крепятся разьемы на форсунки, и на катушки, убираем проводку в сторону чтоб не мешалось, снимаем саму клапанную крышку
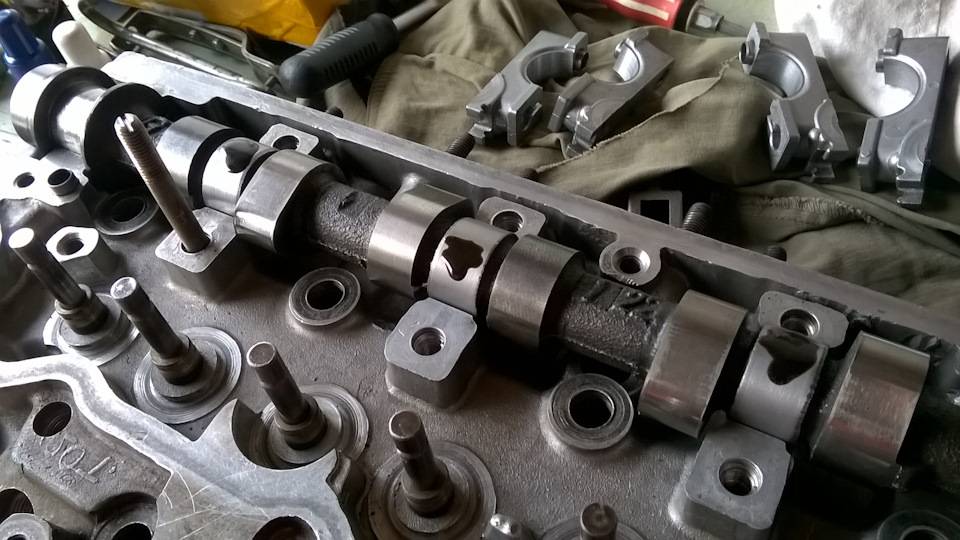
Далее откручиваем шестерни распредвалов, мне в этом помогла головка на 18) Откручиваем саму постель, только по порядку, ну или хотябы крест накрест, снимаем ее, достаем валы, сальники распредвалов я вставил в канавки на прежние места, чтоб масло не капало.Постель и клапанную крышку и на следующий день отвез на работу, там зачистил все и отмыл насколько смог.




Кстати, забыл, еще у меня было приобретено кольцо сепаратора маслоотражателя, его я тоже заменил, там все просто, откручиваем 6 болтов, и вынимаем его целиком из крышки
Оригинальное кольцо хер найдешь, в итоге я поехал на базу РТИ и там купил в магазине по размеру 0,32х040х46, подошло оно идеально, даже в натяжку пришлось одевать) Далее обезжириваем поверхности гбц, постели и крышки, и наносим герметик Локтайт, никакой другой, только ЛОКТАЙТ.Наносим как показано на фото, это я сфоткал из своей книги по ремонту издательства ЗР
Шатунный подшипник
Шатунные подшипники предназначены для уменьшения трения и износа в подвижном сопряжении шатун — шейка коленчатого вала. В тракторных шатунах применяются главным образом подшипники скольжения.
Шатунные подшипники имеют тонкостенные стальные вкладыши, залитые антифрикционным сплавом. У карбюраторных двигателей на стальную ленту наносят мед-ноникелевый подслой, поверх которого заливают тонкий слой баббита. В теле шатуна по всей его длине проходит масляный канал, по которому масло под давлением подается из нижней головки шатуна в верхнюю. В нижней части зтого канала запрессована втулка, дозирующая поступление масла в верхнюю головку шатуна.
Шатунные подшипники, как правило, являются подшипниками скольжения. Игольчатые подшипники и подшипники качения применяются лишь для наиболее мелких двигателей. У большинства дизелей ( кроме крупных малооборотных) стержень шатуна и поршневая головка изготовляются за одно целое.
| Шатун однорядного тронко-вого двигателя в сборе. |
Шатунные подшипники смазывают маслом, которое подается под давлением из отверстия в шатунной шейке коленчатого вала.
Шатунные подшипники растачивают на токарном станке или на специальных приспособлениях ( фиг.
Шатунный подшипник смазывается и охлаждается маслом, поступающим из коренных подшипников через каналы, коленчатого вала. По отверстиям в нижнем вкладыше и по каналу а в крышке 1 масло перетекает в канал нижней головки шатуна и по втулке 3, уплотненной кольцом 4, в канал стержня главного шатуна. Из втулок 7 и 8 через отверстия в верхних головках шатунов масло поступает на охлаждение поршней.
Шатунный подшипник смазывается и охлаждается маслом, поступающим из коренных подшипников через масляные каналы, имеющиеся в коленчатом вале. Часть масла расходуется на охлаждение головки поршня.
Шатунные подшипники делают с толстостенными или тонкостенными вкладышами с баббитовой или свинцово-бронзовой заливкой. От провертывания и осевого смещения вкладыши подшипника фиксируются штифтами или выступами и пазами в крышке. Для того чтобы внутренняя поверхность вкладыша сохраняла правильную цилиндрическую форму, необходимую для нормальной работы подшипника, нижняя головка шатуна должна обладать достаточной жесткостью. Поэтому нижние головки обычно делают массивными, с ребрами жесткости и с плавными переходами к стержню.
Шатунные подшипники имеют тонкостенные стальные вкладыши, залитые антифрикционным сплавом. Для карбюраторных двигателей используют баббит, а для дизельных — свинцовистую бронзу, которую наносят тонким слоем поверх свинцово-оловяни-стого сплава. Для смазки поршневого пальца сделано отверстие в верхней головке шатуна, через которое масло проходит из внутренней полости поршня. В теле шатуна по всей его длине проходит канал, по которому масло под давлением подается из нижней головки шатуна в верхнюю. У двигателя ЯМЗ-236 в нижней части этого канала запрессована втулка, дозирующая поступление масла в верхнюю головку шатуна.
Шатунные подшипники должны обеспечивать вращение шатуна относительно коленчатого вала с минимальным трением и износом. Они работают в более тяжелых условиях, чем коренные. Это объясняется прежде всего их неравномерной нагруженностью. На верхнюю половину шатунного подшипника действует непродолжительная, но значительная нагрузка от газовых сил, а на нижнюю — более длительно нагрузка от силы инерции поступательно движущихся и вращающихся масс. Кроме того, подвод смазки к шатунным подшипникам затруднительнее, чем к коренным.
| Ступенчатость и износ коренных подшипников коленчатого вала. |
Все шатунные подшипники разбирают для осмотра.
Шабруют шатунные подшипники по шейкам коленчатого вала, для чего их смазывают тонким слоем краски ( синьки или ламповой сажи, разведенных на масле), и затягивают шатунный гюдшипник с регулировочными прокладками.
Ремонтируют шатунный подшипник и втулку верхней головки шатуна.





