
Руководство по ремонту
Любое руководство по ремонту данного узла подразумевает его демонтаж и установку. Если вы не знаете, как снять ГБЦ, то может более подробно почитать об этом в нашей статье. Обо всех остальных способах ремонта вы можете узнать ниже.
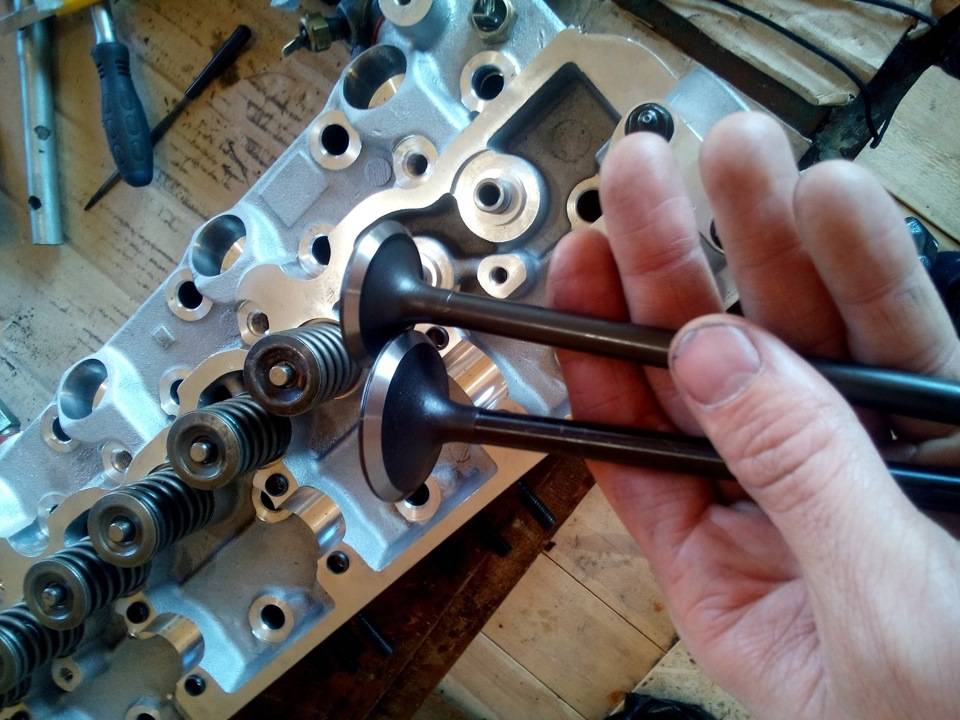
Замена клапанов ГБЦ
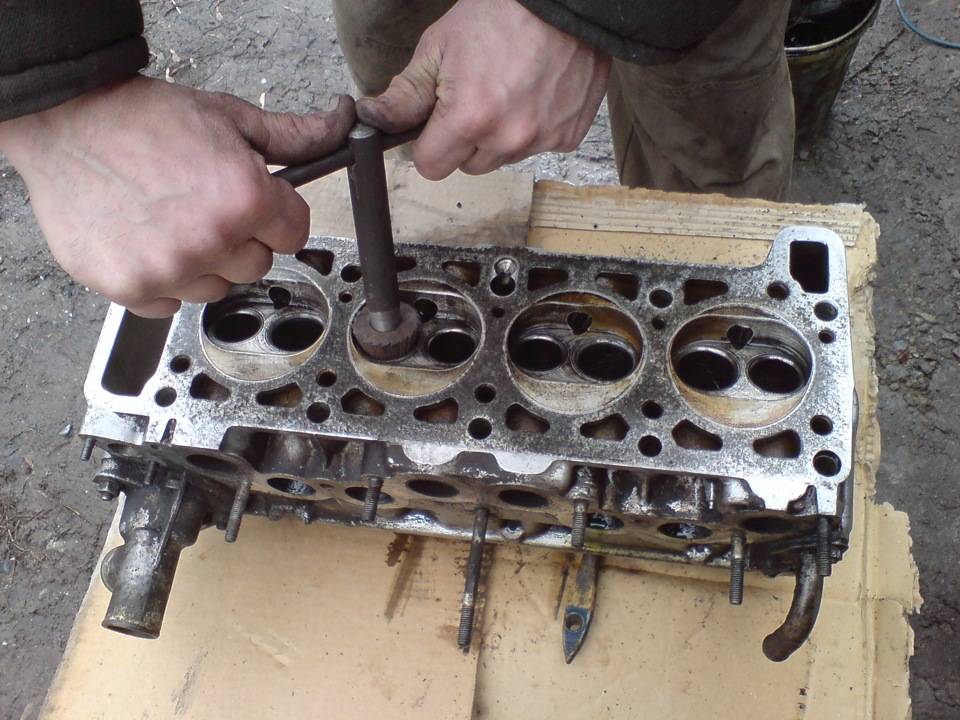
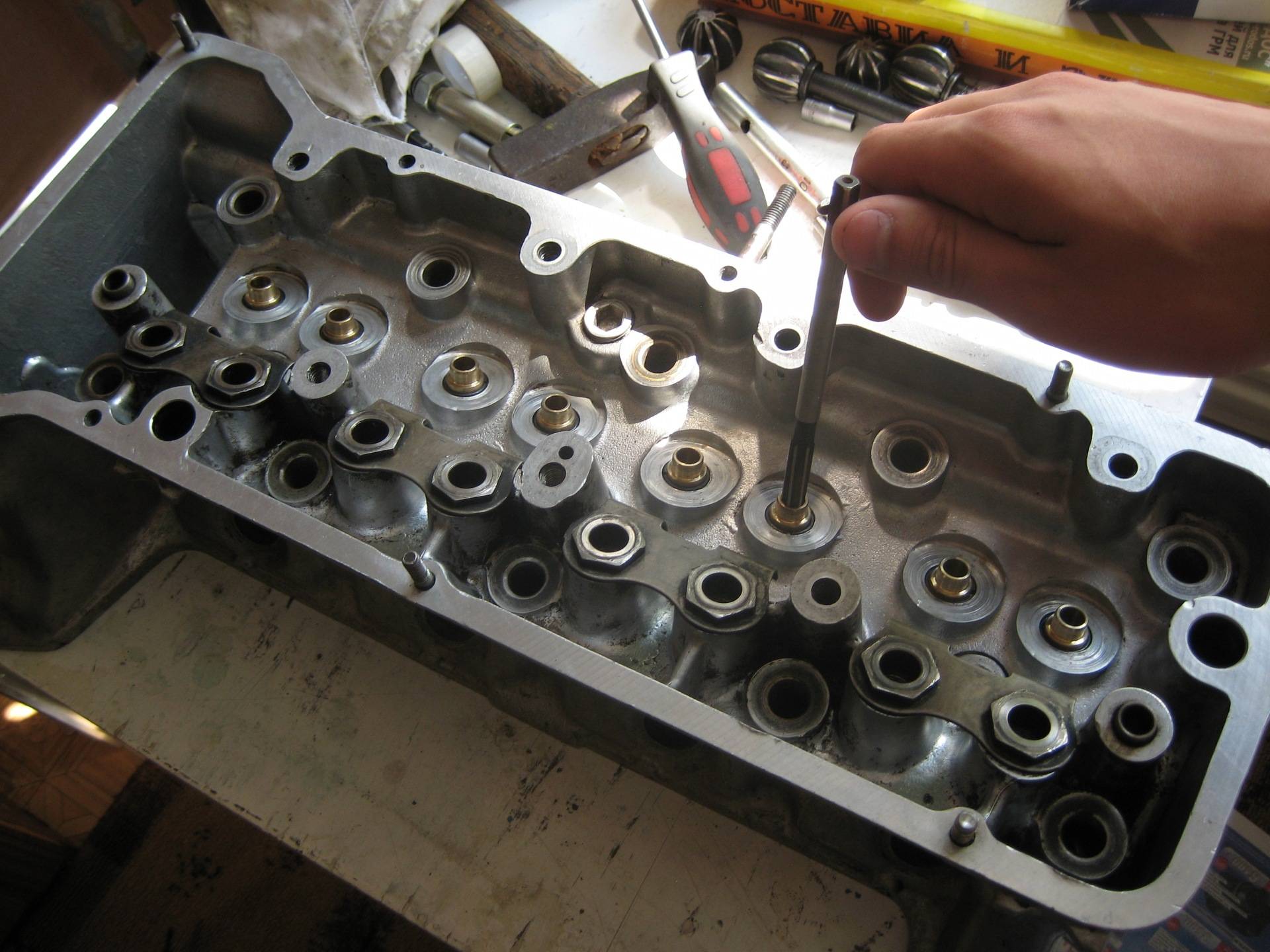
Процедура рассухаривания и замены клапанов по статистике чаще всего проводится на старых отечественных авто и иномарках. Но она является актуально и для более новых машин как российского, так и зарубежного производства. Для этого вы должны знать, как минимум, как происходит снятие и установка головки блока цилиндров. Чтобы заняться рассухариванием, следует купить специальный прибор, который так и называется — рассухариватель. Он может иметь разную конструкцию для определенной модели машины.
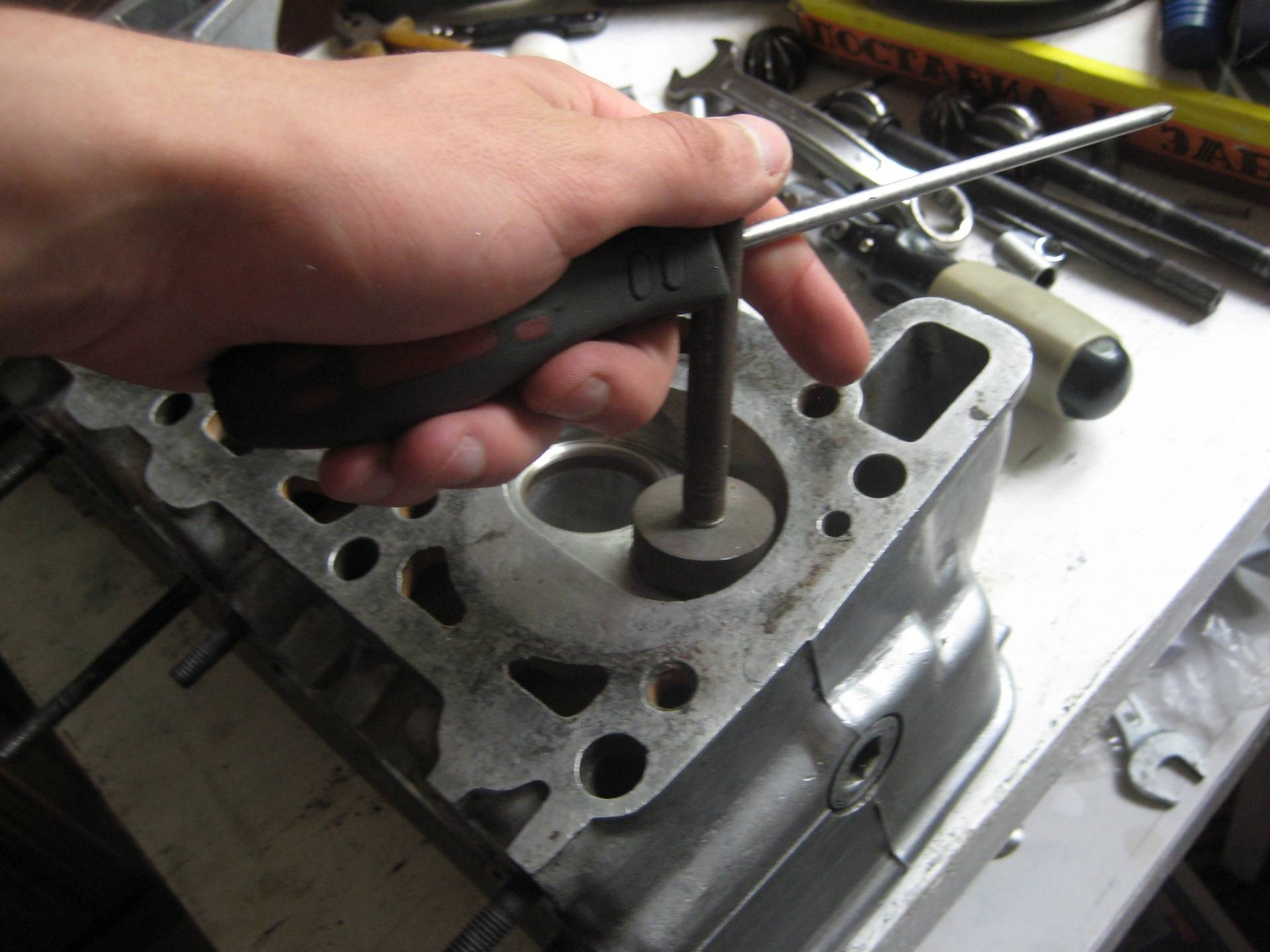
Если рассухаривателя у вас нет, то можно воспользоваться обычной металлической трубкой. Диаметр трубы должен составлять около 2 см. Под клапан следует подставить опору в камере сгорания. Головку БЦ поставьте на пол. Затем подставьте трубку на верхнюю часть клапана, ударьте по ней молотком. Ударив несколько раз, так называемые сухари рассыпятся и освободят пружинку. Пружинки демонтируются, после чего вынимаются сами клапаны. Их замена и установка происходит в обратной последовательности.
Замена втулок
Замена втулок осуществляется в том случае, когда эти элементы отработали свой ресурс эксплуатации. Для демонтажа следует использовать специальную оправку. Втулки без проблем демонтируются, мы рекомендуем покупать новые втулки диаметром на 0.05 см больше родных.
Для установки новых втулок вам потребуется:
- оправка для установки;
- смазка (можно использовать обычное моторное масло);
- молоток.
ГБЦ устанавливается на подставку, а втулки смазываются смазкой. ГБЦ желательно нагреть до 100 градусов, для этого можно использовать электрическую плитку. Чтобы втулки еще легче вошли, можно поместить их на тридцать минут в морозильную камеру (до того, как смазать маслом). Когда все втулке заменены, нужно подождать какое-то время, пока головка остынет. Необходимо, чтобы клапаны не болтались, но и не заедали, в противном случае ремонт ГБЦ будет бесполезным.
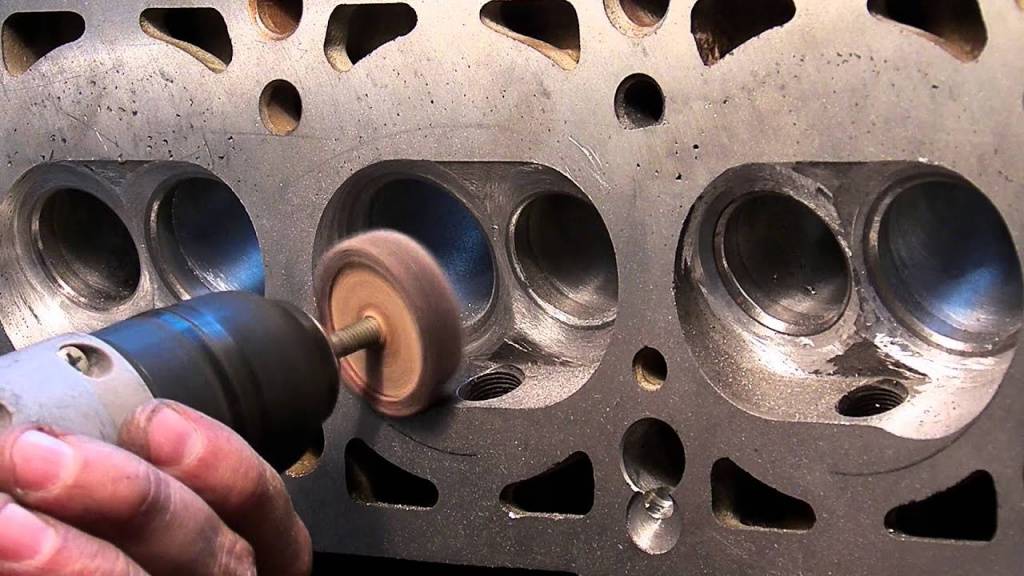
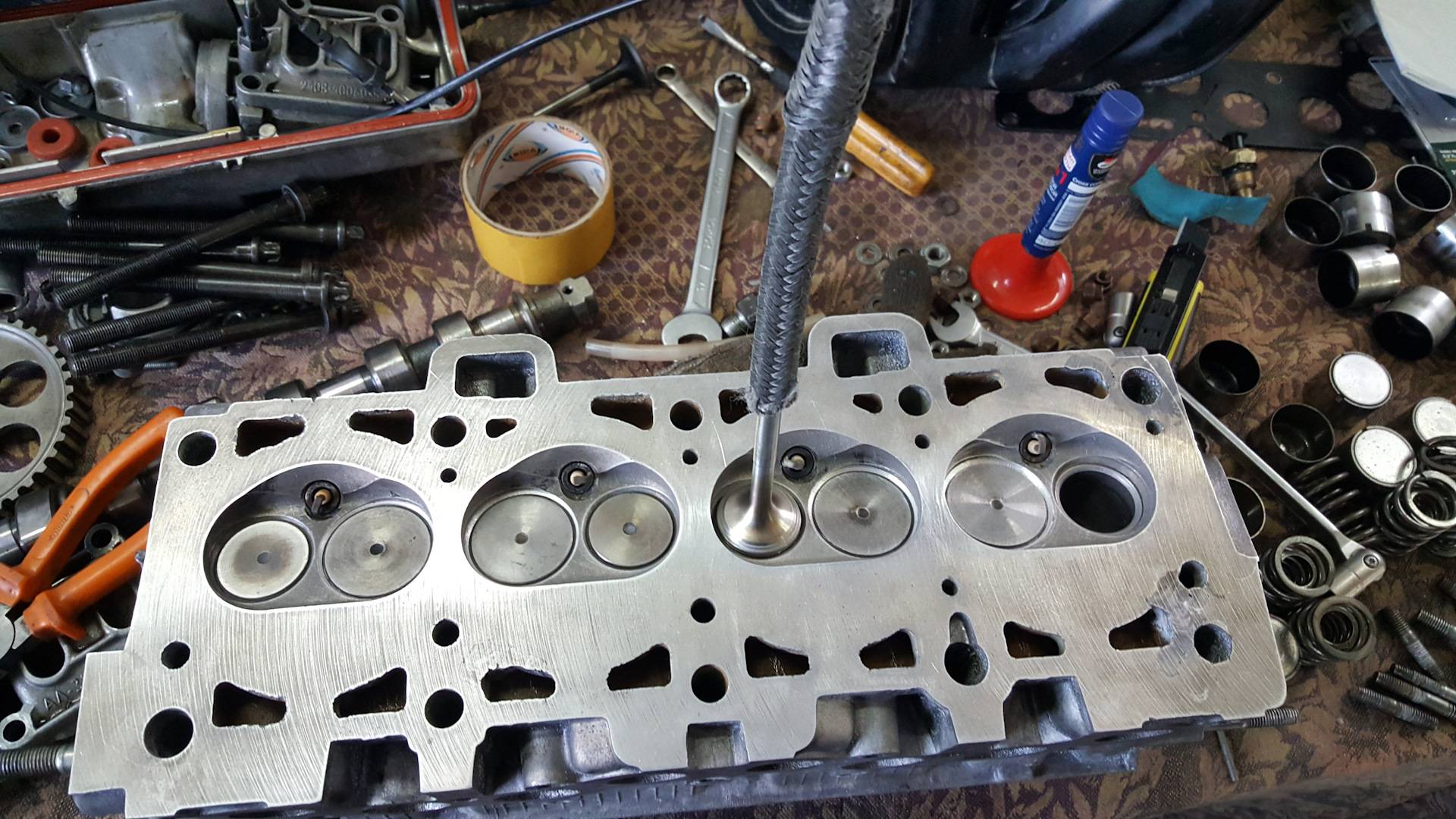
Притирка клапанов
Если вы уже знаете, как осуществляется снятие и установка головки блока цилиндров, то завершающим этапом ремонта будет притирка клапанов и проверка герметичности прокладки. После замены данных элементов их притирка делается с той целью, чтобы эти элементы наиболее плотно прилегали к седлам.
Вам необходимо будет приобрести притирочную пасту, затем этим веществом нужно обработать клапан со всех сторон. После этого клапан устанавливается в головку.
Затем клапан необходимо будет вращать, для этого можно воспользоваться одним из наиболее актуальных методов.
- Первый метод — дедовский. Можно использовать кусочек шланга, который должен подходить под диаметр клапана. Шланг зажимается между ладонями и вращается сначала в одну, потом в другую сторону, поочередно. Такой метод является не особо удобным, ведь он был актуален не менее 30 лет назад.
- Современный метод. Чтобы облегчить этот процесс, можно использовать специальное приспособление для притирки элемента, продается в любом автомобильном магазине. Таким образом притереть клапан будет гораздо легче.
Чтобы понять, что клапан достаточно притерся, необходимо оценить визуально поверхность места установки и торцевой части клапана. Она должна быть матовой и непрерывной.
Что касается герметичности ГБЦ, то после замены прокладки этому моменту также следует уделить внимание. Герметичность проверяется путем залива керосина или топлива во впускной и выпускной коллекторы
Если все сделано качественно, то в течении 5-7 минут из под клапанов ГБЦ не будет вытекать жидкость, это является показателем.
Капитальный ремонт гбц
Необходимость комплексных мер можно определить по следующим признакам:
- отказали направляющие втулки;
- неисправен распределительный вал;
- поломаны чугунные цилиндрические блоки (нужна сварка);
- появились трещины на головке;
- оборвались шатун или клапаны;
- полный износ прокладки;
- нарушена целостность гильзы (возникает вследствие ошибки затяжки крепления и винтов).
Поломки происходят из-за регулярной езды при перегретом двигателе, недостаточной смазке силового узла (некачественное масло, попадание в агрегат топлива или антифриза) и окончании эксплуатационного срока запчастей.
Основные причины для шлифовки
Первым и главным условием для начала шлифовки это неровная установка прокладки для ГБЦ и последующее её прогорание. Причинами такого появления может быть перегрев двигателя, попадание небольших механических частей или вода, которая при детонации может повредить прокладку.
Сама же прокладка не так уж и проста, она состоит из нескольких слоев и каркаса, делают её с перфорируемой тонколистовой стали. Основным назначением является герметизация стыков двух частей. Закипание двигателя, пузыри в системе охлаждения, смена цвета масла это первые показатели, что прокладка ГБЦ пришла в негодность.
Часто еще второй причиной шлифовки считается тюнинг двигателя. Признаком для этого является снижение мощности двигателя, при нажатии на педаль акселератора, или попросту двигатель перестает тянуть. Сразу хочется сказать, что процесс не с простых и потребует затрат как времени, так и денег.
Замена направляющих клапана
Критическая выработка направляющих втулок наступает при пробеге 150-200 тысяч км. Ремонт ГБЦ по замене втулок можно сделать и своими руками. Для их замены вам предстоит рассухарить все клапаны. Затем с помощью оправки для выбивания втулок следует удалить их из корпуса головки.
Немного сложнее будет установить новые втулки на место. Для правильной и лёгкой установки следует использовать температурный дисбаланс – головку блока нагреть (это расширяет металл, а значит, и посадочное место втулки), а новые втулки охладить до отрицательной температуры. Корпус головки в нужном месте следует нагревать до 100 градусов.
Сделать это можно с помощью электроплитки, разместив на ней ГБЦ так, чтобы место проведения работ находилось в зоне максимального прогрева. Смазав машинным маслом новые втулки (охлаждённые в морозильной камере обычного холодильника), вбиваем их в посадочные гнёзда. При соблюдении рекомендаций по температурной подготовке, описанных выше, втулки войдут легко, как “по маслу”.
После остывания металла втулки необходимо развернуть до диаметра, позволяющего клапану ходить без заеданий и перекосов. При этом работу надо выполнить так, чтобы шток клапана не болтался. Для выполнения этой процедуры необходим специальный инструмент – развёртка. Особенность заключается в том, что работать им необходимо только с одной стороны, проворачивая развёртку до конца. Большой ошибкой является расточка направляющей втулки с двух сторон – всё закончится тем, что вам заново предстоит менять втулку.
Запомните, что ремонт ГБЦ – это сложный процесс, малейшая неточность которого может закончиться потраченными нервами и средствами. Как правило, оплошность даёт о себе знать уже после сборки и запуска двигателя. Не всегда это происходит сразу, но обязательно в первую тысячу пробега.
Способ 5 – сломался болт ГБЦ
Метод подходит для тех случаев, когда болт лопнул и часть его в виде шпильки осталась внутри блока цилиндров. Используем сварку, трубку, гайку.
Плюсы метода:
- нет необходимости разбирать двигатель;
- экономит время.
Возьмите трубку с такими диаметрами:
- Внешний – чуть меньше диаметра болта ГБЦ.
- Внутренний – такой, чтобы в трубку свободно заходил электрод 2 – 3 мм.
Наварите на одну сторону трубки гайку на 17 – 19.

- Вставьте трубку в отверстие, так, чтобы она касалась обломанной шпильки.
- Вставьте в отверстие трубки электрод немного под углом, так чтобы его конец был расположен в мести соприкосновения края трубки со шпилькой.
- Приварите трубку к шпильке.
- Ключом выкрутите шпильку.
Другой способ если сломался болт ГБЦ.
Подходит для тех случаях, когда обломанная шпилька находится не глубоко, не более 5 см.
Для того, чтобы выкрутить шпильку из блока сначала используйте дрель и длинное сверло на 10 мм. Этим вы сможете выровнять и отцентровать ее поверхность. Далее с помощью сверла на 4 мм просверливаем в шпильке отверстие глубиною не менее 1 см.





Аккуратно вбиваем в шпильку ключ торекс на 25 и с помощью трубки-рычага откручиваем ее. Выкручивать нужно без рывков, постепенно увеличивая усилие на рычаг.

Шлифовка головки блока цилиндров двигателя своими руками — Как отремонтировать ВАЗ
Доброго времени суток, уважаемые автомобилисты! Скорее всего, для вас не является секретом тот факт, что является очень специфической частью двигателя автомобиля. Все системы и детали ГБЦ очень тесно связаны друг с другом, а какая-либо неисправность деталей, как правило, является следствием более значимого дефекта в ГБЦ.
Например, если вы обнаружили, что прокладка головки блока цилиндров пришла в негодность, и пропускает масло, то, помимо непосредственно , настоятельно рекомендуется найти причину того, почему произошел пробой прокладки.
А причина может быть до банального проста – даже незначительный перегрев или случайное попадание на него воды, может стать причиной деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, необходимо провести полную дефектовку состояния головки блока. И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.
Когда нужна шлифовка ГБЦ
Давайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.
Шлифовку плоскости головки блока проводят в двух случаях. Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя.
Для увеличения степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии топлива хорошего качества.
Второй вариант, когда в обязательном порядке проводится шлифовка головки двигателя – это ремонт ГБЦ.
Ремонт в любом виде, то ли вам понадобилось поменять прокладку, то ли вы решили заменить или отремонтировать распредвал. Не ограничивайтесь именно той ремонтной операцией, ради которой вы провели .
Ведь уже сняли, уделите ей немного времени, для того, чтобы чуть позже вновь не начинать ремонт ГБЦ.
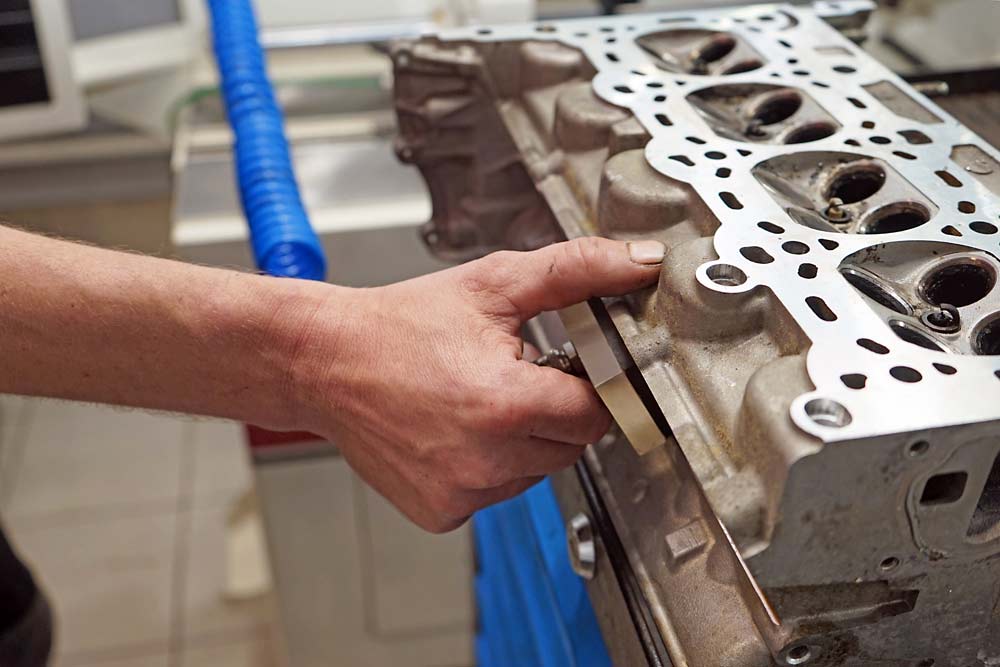
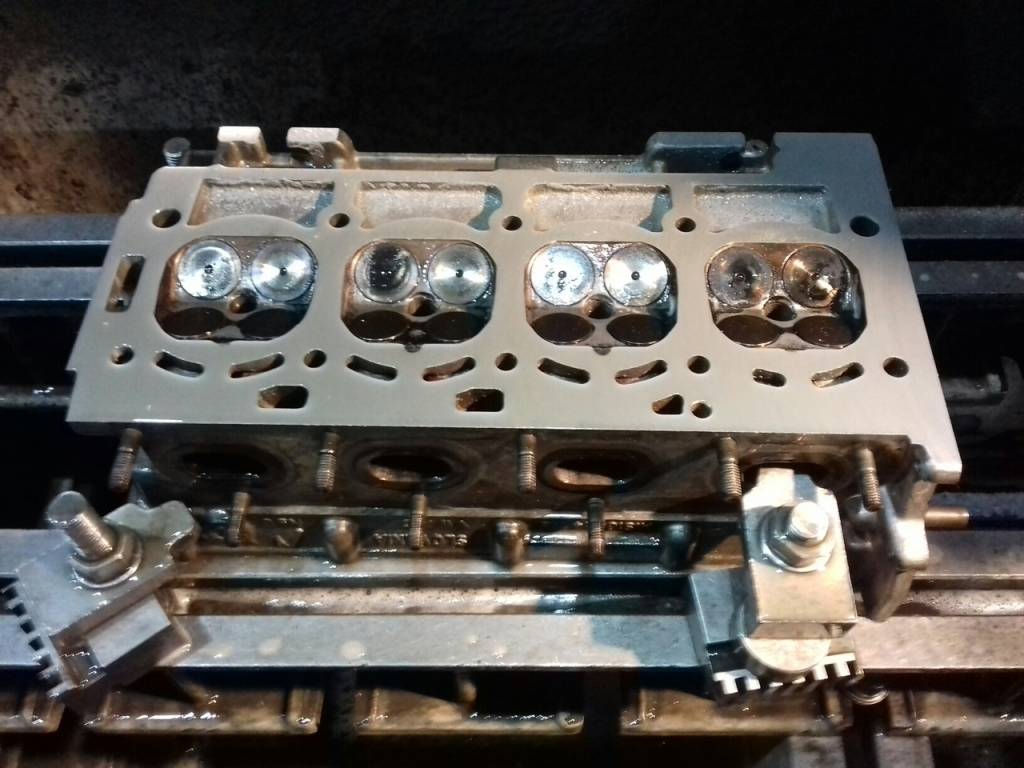
Готовим головку блока к шлифовке
Проверку плоскости головки можно провести своими руками, при помощи металлической линейки и набора щупов. Линейка поочередно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который входит в зазор между линейкой и плоскостью головки. Метод далекий от точных величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Что самое интересное, именно возле тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите наибольшую деформацию плоскости головки.
Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, как вы полностью будете убеждены в том, что корпус ГБЦ не имеет трещин. Можно попробовать поискать эти самые трещины своими силами, например при помощи красящего вещества.
Шлифуем ГБЦ в гаражных условиях. ПОВТОРЯТЬ ОПАСНО
На тщательно очищенную поверхность головки наносится краска, через 5 минут удаляется и вы можете видеть трещины. Несовершенство этого метода в том, что вряд ли вы увидите микротрещины, или те трещины, которые пошли внутрь блока.
Придётся обращаться к специальному оборудованию. Проверка внутренних полостей ГБЦ на герметичность проводится в специальном устройстве, где корпус головки нагревается, и трещины показывают себя при помощи давления и воздушных пузырьков в воду ванной, где размещена головка блока. И только после устранения обнаруженных трещин блока, можно приступать к шлифовке головки двигателя.
Шлифовка головки блока цилиндров
Шлифовка головки вам вряд ли удастся своими руками, так как производится на специальном фрезерно-шлифовальном станке. Технология вам не должна быть интересной, но… некоторые нюансы вы должны знать, чтобы потом применить их при сборке головки блока.
Толщина шлифовки. Завод изготовитель в мануале к модели вашего двигателя, должен указывать максимальную (ремонтную) глубину шлифовки плоскости, при которой он гарантирует нормальную работу двигателя.
Желательно, чтобы вы уточнили у мастера, на какую глубину будет проводиться фрезеровка, не забыв озвучить допустимые цифры производителя. Это нужно для того, чтобы подобрать прокладку соответствующей толщины. И, если понадобится укорачивать клапана, то нужно знать на сколько.
Не стоит экспериментировать с двигателем. Если при шлифовке будет превышен максимальный запас, озвученный производителем, то придётся произвести замену головки блока цилиндров.
Процедура шлифовки не занимает много времени, и получив на руки проверенную на герметичность и отшлифованную ГБЦ, вы спокойно можете устанавливать её на место.
Удачи вам при проведении операции по шлифовке головки блока цилиндров.
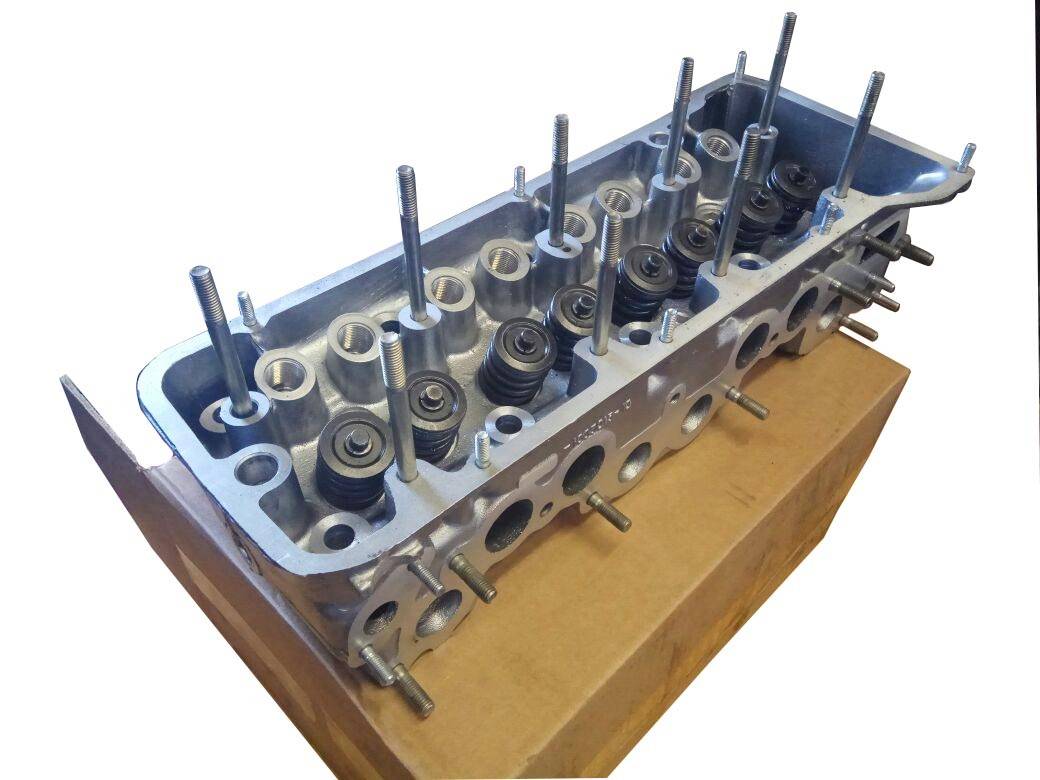
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Это интересно: Расшифровка и причины ошибки P0443 на автомобиле
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.
Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
Момент затяжки болтов (усилие)
Момент затяжки болтов для каждого автомобиля разный (в виду конструктивных особенностей). Для конкретного автомобиля есть своя таблица моментов затяжки креплений. В следующем разделе рассмотрим усилия крепежа ГБЦ на примере «вазовской» головки.
Таблица: моменты затяжки соединений в зависимости от диаметра резьбы
| Номинальный диаметр резьбы | Размер «под ключ» головки, болта (гайки), мм | Шаг резьбы, мм | Классы прочности по ГОСТ 1759–70 | ||||
| Болт | |||||||
| 5.8 | 6.8 | 8.8 | 10.9 | 12.9 | |||
| Гайка | |||||||
| 6 | 10 | 1 | 0,5 | 0,8 | 1,0 | 1,25 | 1,6 |
| 8 | 12 — 14 | 1,25 | 1,6 | 1,8 | 2,5 | 3,6 | 4,0 |
| 10 | 14 — 17 | 1,25 | 3,2 | 3,6 | 5,6 | 7,0 | 9,0 |
| 12 | 17 — 19 | 1,25 | 5,6 | 6,2 | 10,0 | 12,5 | 16,0 |
| 14 | 19 — 22 | 1.5 | 8,0 | 10,0 | 16,0 | 20,0 | 25,0 |
| 16 | 22 — 24 | 1,5 | 11,0 | 14,0 | 22,0 | 32,0 | 36,0 |
| 18 | 24 — 27 | 1,5 | 16,0 | 20,0 | 32,0 | 44,0 | 50,0 |
| 20 | 27 — 30 | 1,5 | 22,0 | 28,0 | 50,0 | 62,0 | 70,0 |
| 22 | 30 — 32 | 1,5 | 28,0 | 36,0 | 62,0 | 80,0 | 90,0 |
| 24 | 32 — 36 | 1,5 | 36,0 | 44,0 | 80,0 | 100,0 | — |
Правильный порядок затяжки
Существует определенный порядок затяжки болтов, почти на всех автомобилях он одинаковый – от центра головки к ее краям, крест на крест. Так, например, первыми затягиваются два центральных болта правого и левого рядов, затем два болта, находящиеся слева от центральных, затем два справа от центральных, потом два болта находящиеся слева в обоих рядах и завершают порядок болты находящиеся справа в обоих рядах.
Важно помнить, что крепеж всегда выполняется в три — четыре подхода:
- Первый подход – усилие 3-4 кгс.
- Второй подход – усилие 7 кгс.
- Третий подход – усилие 9 кгс.
- Последний подход – усилие 11,5 – 12 кгс.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.





Ошибки при монтаже головки
Если не использовать динамометрический ключ при монтаже головки блока цилиндров, то можно ошибиться с усилием, что приведет к неравномерному моменту. В таких случаях будет чрезмерное или недостаточное усилие, которое повлечет за собой либо деформацию поверхности головки, либо допуск прорыва газов, масла или охлаждающей жидкости. В обоих случаях это чревато тяжелыми последствиями для двигателя.
При соблюдении правил затягивания крепежных болтов, а также нужного момента, всегда можно рассчитывать на надежную и долговечную работу установленных деталей. Механизм газораспределения в двигателе играет основную роль, поэтому пренебрегать правилами монтажа составляющих элементов не стоит.
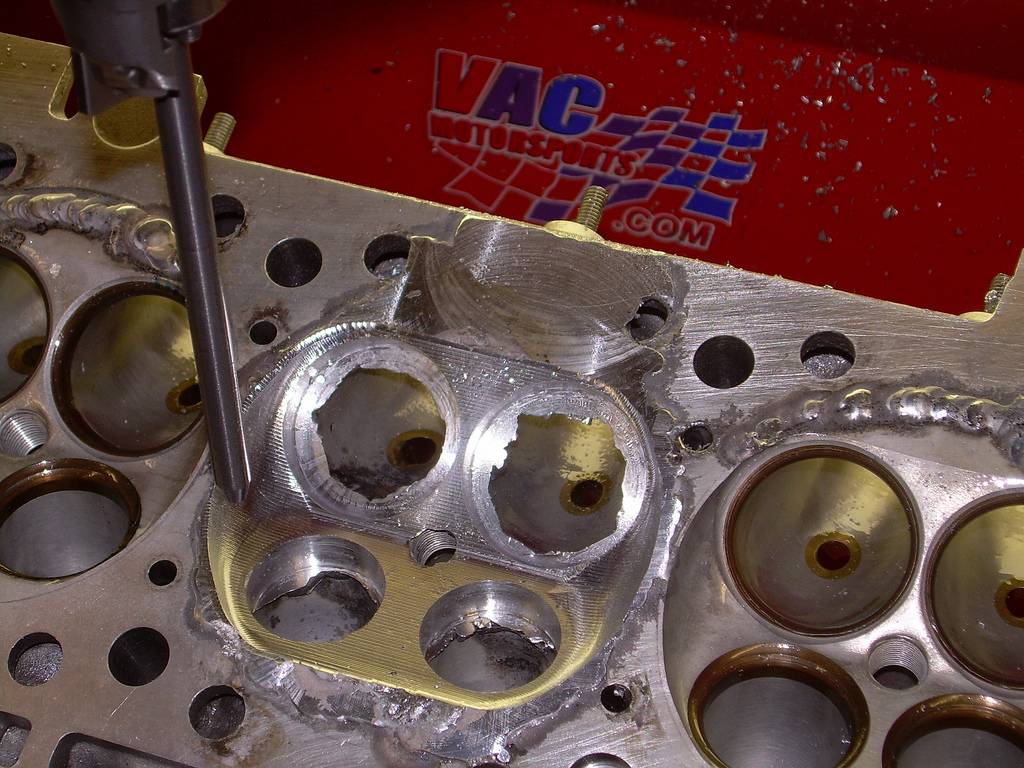
Седла клапанов
- Проверить износ или повреждение рабочих поверхностей седел клапанов. Незначительный износ устраняется зенкованием под углом 45°. Если такой ремонт уже не возможен, седло клапана нужно заменить.
- Седла клапанов запрессованы в головку цилиндров и их размеры различны для разных типов двигателей. Для снятия старых колец их высверливают и после разрушения вынимают из гнезда в головке цилиндров. Затем проверяют размер отверстия «Д1» и, при необходимости. обрабатывают до следующего ремонтного размера. Седло клапана ремонтного размера должно обеспечивать натяг 0.074…0.1 мм. Посадочные диаметры седел клапанов для различных типов двигателей различны.
Головку цилиндров нагреть в водяной ванне до 90°С, а седло клапана охладить сухим льдом, затем при помощи оправки запрессовать седло клапана в головку цилиндров. При отсутствии необходимых условий нужно обратиться в ремонтную мастерскую.
После обработки измерить ширину рабочей фаски седла клапана. Она должна составить 1.3…2.0 мм для впускного клапана и 1.5…2.0 мм для выпускного. При необходимости, ширина рабочей фаски доводится до вышеуказанных размеров зенкованием сверху зенковкой под углом 15° и снизу зенковкой под углом 60°. Затем необходимо притереть рабочие фаски седла клапана и клапана с использованием притирочной пасты. Пасту нанести на рабочую фаску седла клапана и установить клапан, с помощью присоски вращать клапан в двух направлениях, прижимая к поверхности седла. После притирки очистить детали от грязи и остатков притирочной пасты и проверить рабочие фаски седла клапана и клапана
На обеих деталях должно хорошо просматриваться непрерывное матовое кольцо, соответствующее ширине рабочей фаски седла клапана.
Свинцовым стержнем нанести на рабочую фаску клапана полосу, затем осторожно вставить клапан в направляющую втулку и, прижав к седлу клапана, повернуть клапан на 90°.
Вынуть клапан из направляющей втулки и проверить рабочую фаску седла клапана, если следы от свинцового стержня равномерно располагаются по всей поверхности рабочей фаски, то это значит, что притирка выполнена правильно и головка цилиндров пригодна к дальнейшей эксплуатации. При наличии разрывов притирку повторить или использовать подменную головку цилиндров.
Это интересно: Помпа или водяной насос: как провести замену на Рено Логан
Причины появления дефектов
Предназначение головки заключается в образовании горючей смеси из воздуха и топлива, которая создается в камерах сгорания. Она используется для воспламенения и движения автомобиля. ГБЦ, как и другой узел машины, не застрахован от дефектов. Неисправности могут возникать спонтанно либо в результате дорожно-транспортного происшествия или износа узла.
Все поломки связаны с:
- браком при производстве ГБЦ;
- высокой нагрузкой на узел;
- некорректным либо недостаточным техническом обслуживании;
- некачественной смазкой внутренних компонентов устройства;
- отсутствием защиты от замерзания либо коррозии в контуре хладагента.
Осмотр, дефектовка и ремонт
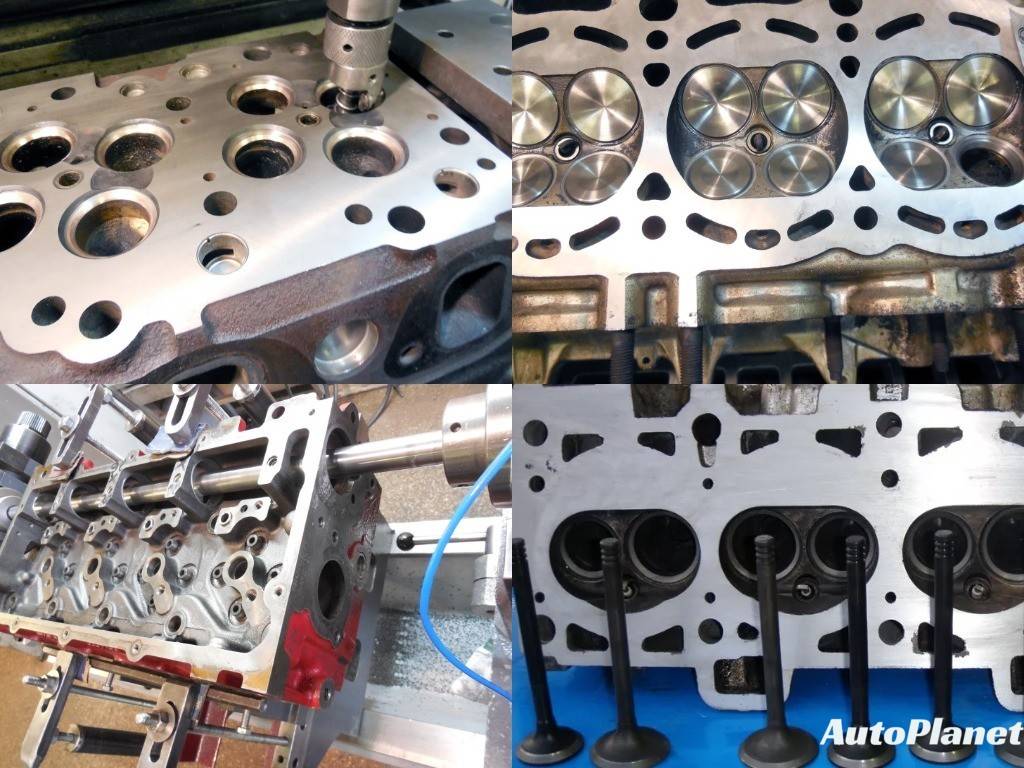
Профиль седла клапана двигателей мод. 402 и 4021
А — седло впускного клапана;
В — седло выпускного клапана
1. После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания от нагара.
2. Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов или на стенках камер сгорания, следы прогара, заменить головку блока.
3. Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки, посередине вдоль, а затем поперек и щупами измерить зазор между плоскостью головки и линейкой.
Если зазор превышает 0,1 мм, головку заменить.
4. Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан заменить.
Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
5. Проверить состояние пружин клапанов. Искривленные, поломанные или имеющие трещины пружины заменить.
6. Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов. Более значительные дефекты устраняют шлифовкой.
При шлифовке выдержать размеры седла, указанные на рисунке. После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки седел притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
7. Проверить зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,25 мм. Если зазор превышает указанный, нужно заменить клапан и направляющую втулку.
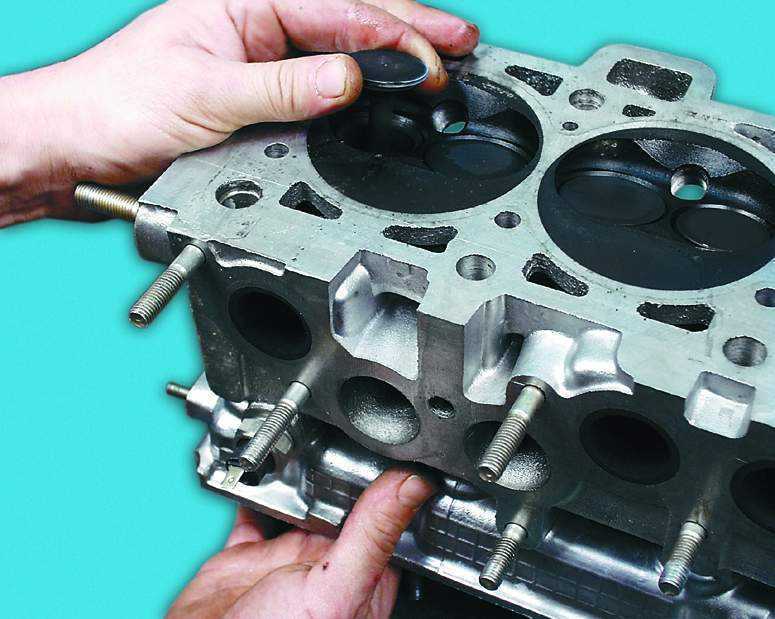
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Перед установкой новые втулки нужно охладить в двуокиси углерода («сухой лед»), а головку блока нагреть до 160–175°С.
Затем вставить втулку в головку блока так, чтобы она выступала со стороны клапанных пружин над головкой блока на 20 мм.
Втулка должна вставляться в головку свободно или с небольшим усилием.
После установки развернуть отверстие во втулке до диаметра 9,0 +0,022 мм.
Затем прошлифовать седло клапана, центрируя инструмент по отверстию во втулке.
8. Проверить головку блока на отсутствие трещин можно следующим образом. Подвести к одному из отверстий рубашки охлаждения шланг для подачи сжатого воздуха.
Заглушить все отверстия в головке блока деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах образования трещин будут выходить воздушные пузыри.
9. Прочистить проволокой и продуть сжатым воздухом отверстия в оси коромысел, в коромыслах и в регулировочных винтах.
Проверить плотность посадки втулок в коромыслах. Если втулка сидит не плотно, ее нужно заменить, так как во время работы двигателя она может провернуться и перекрыть отверстие для подачи масла к штанге толкателя.






Сборка
Собирают головку блока в порядке, обратном разборке. Перед установкой смазать моторным маслом маслоотражательные колпачки, стержни клапанов и ось коромысел клапанов.
Устанавливают клапаны в соответствии с метками, сделанными при разборке.
Прокладку корпуса термостата и прокладку задней крышки головки блока установить на герметик типа «Гермесил».
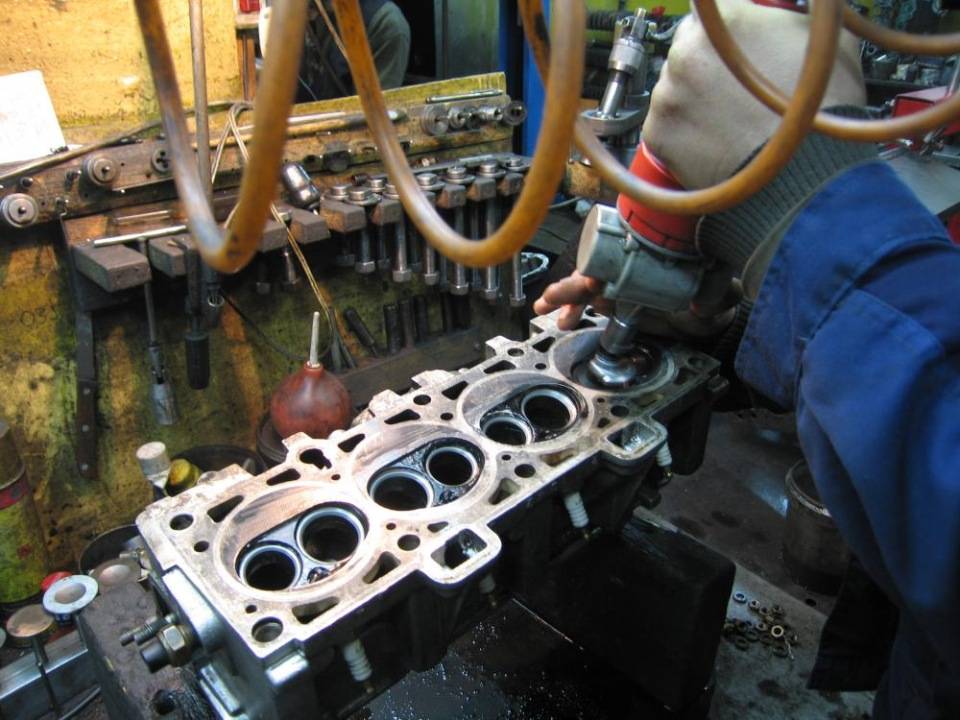
Установка
При установке головки блока рекомендуется заменить прокладку головки блока.
Установка головки блока производится в порядке, обратном снятию.
Момент затяжки 83–90 Нм (8,3– 9,0 кгс·м). После установки головки блока отрегулировать зазоры в приводе клапанов.
Устанавливают головку блока в порядке, обратном снятию.
Гайки крепления головки блока затянуть в два этапа:
1-й этап — 40–60 Нм (4,0–6,0 кгс·м);
2-й этап — 83–90 Нм (8,3–9,0 кгс·м).
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.

Станок, предназначенный для ремонта и фрезеровки головки блока цилиндров
Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.





