
Ремонт коленвала
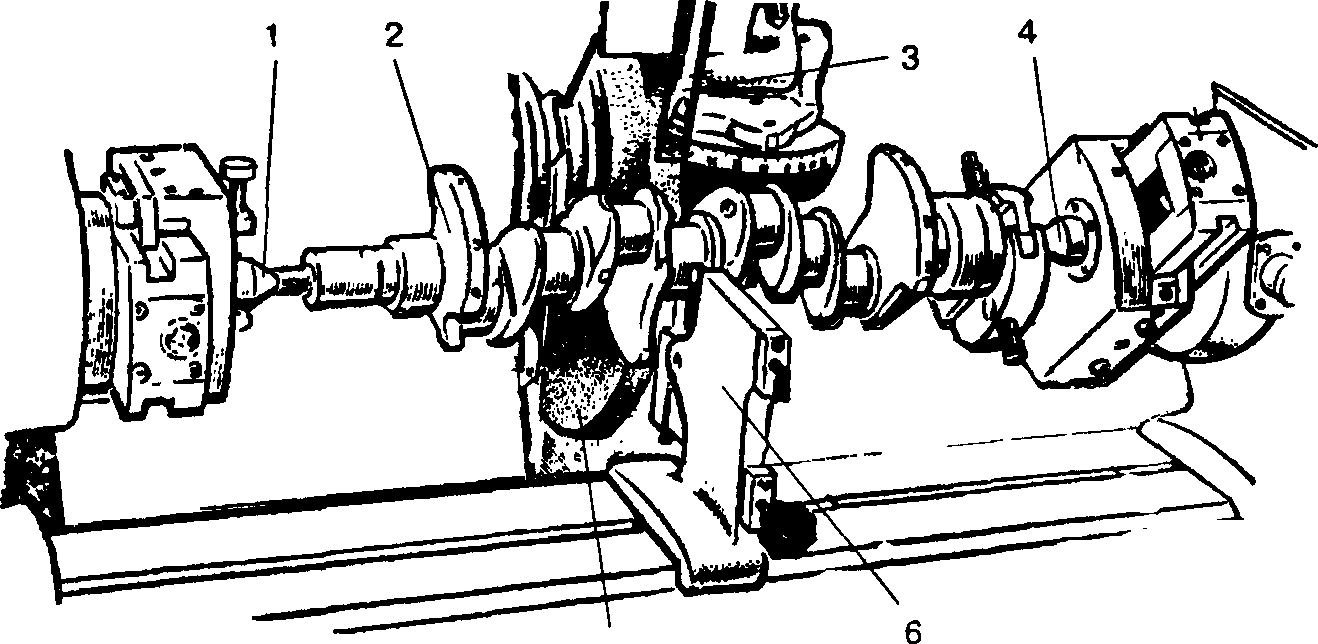
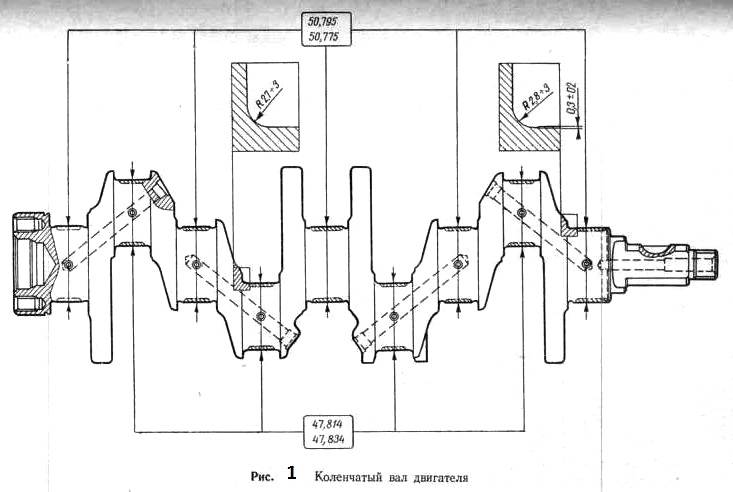
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
 Проточка постели коленчатого вала
Проточка постели коленчатого вала Шлифовка коленчатого вала
Шлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
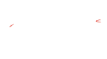
 Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
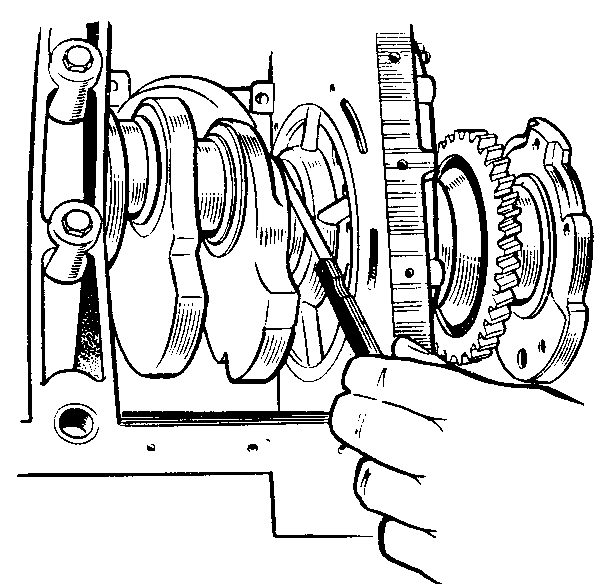
 Замер осевых смещений коленвала с помощью щупа
Замер осевых смещений коленвала с помощью щупа Комплект измерительных стальных пластин щупов
Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
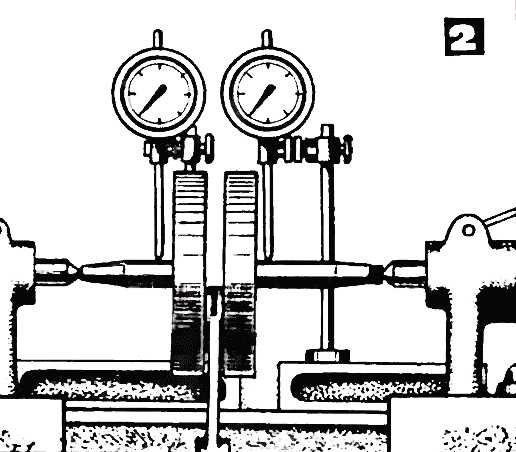
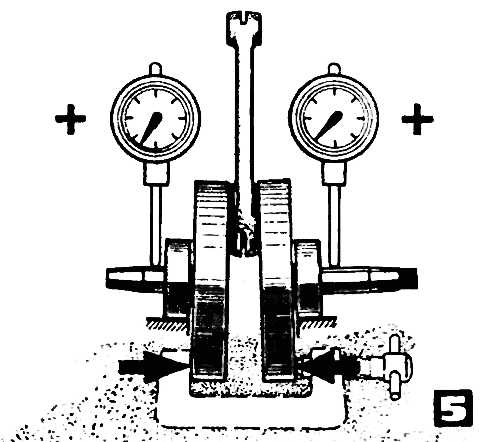
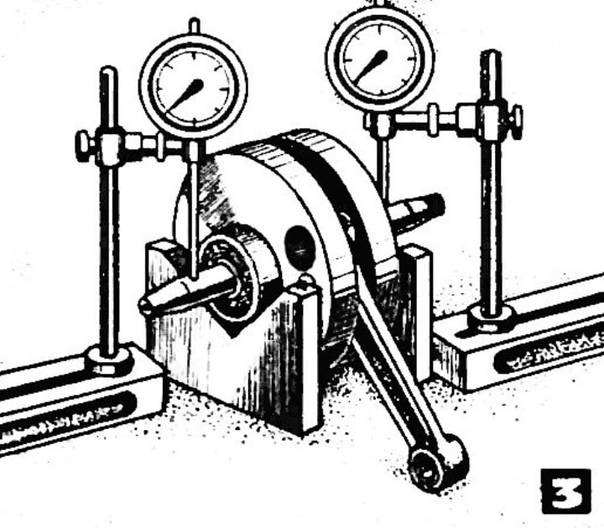
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
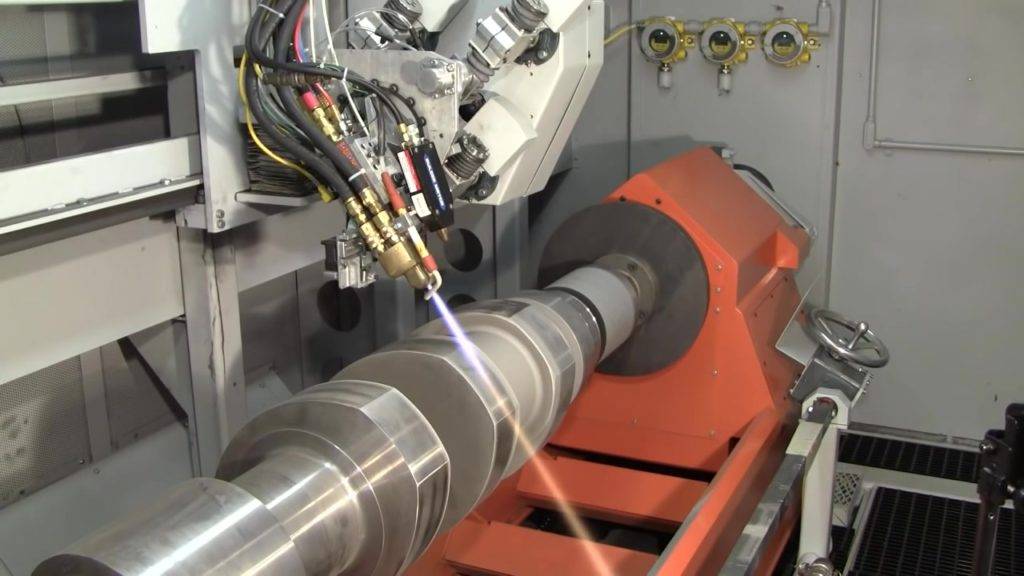
 Стенд с установленным индикатором часового типа для замера биений коленчатого вала
Стенд с установленным индикатором часового типа для замера биений коленчатого вала Индикатор часового типа, установленный на блок двигателя
Индикатор часового типа, установленный на блок двигателя
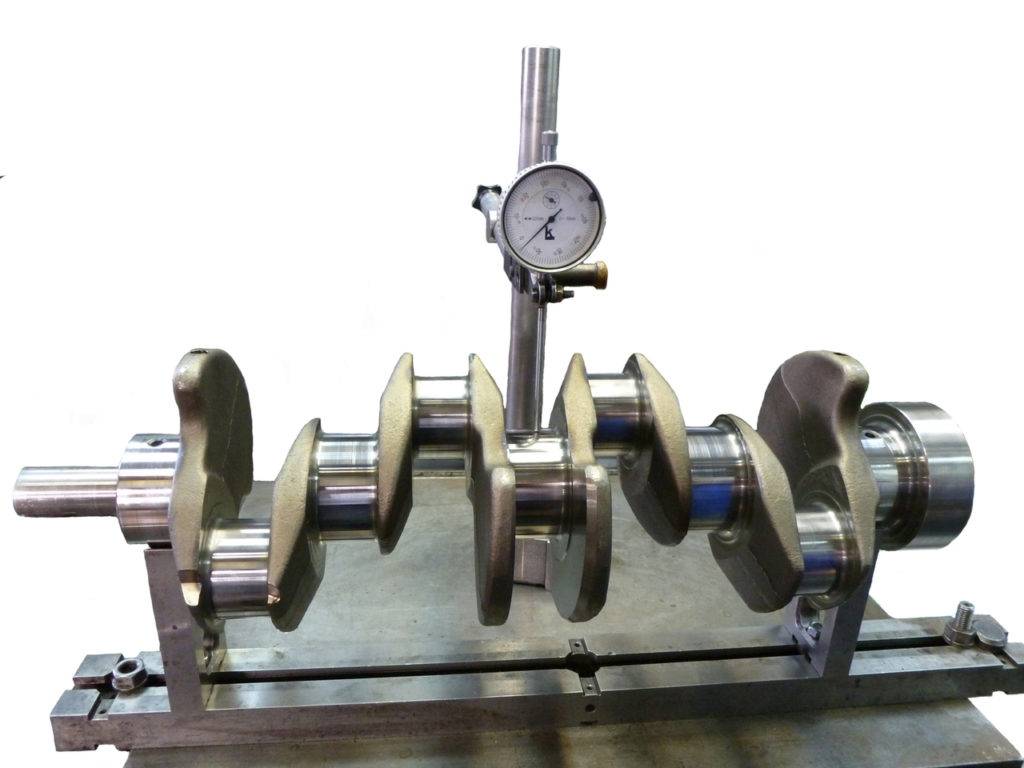
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
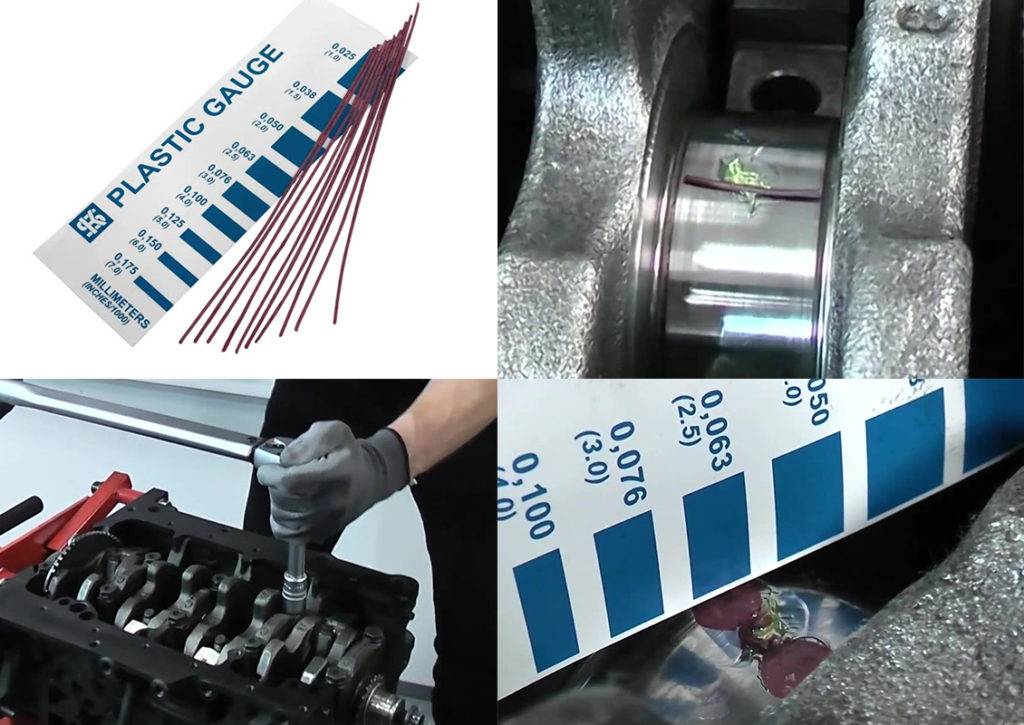 Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Сборка и разборка двигателя ИЖ Планета 5
Отечественные мотоциклы марки ИЖ, несмотря на свой возраст, все еще популярны в различных уголках нашей страны. Этот простой и неприхотливый транспорт пользуется особой популярностью у жителей сельской местности.
Не каждый импортный мотоцикл сможет завестись в +40 или -30, работать на любом бензине, а в модификации с коляской превращается в универсальный транспорт охотника или рыбака. Увы, есть у этих мотоциклов и весомый недостаток – низкий ресурс двигателей. Редко какой ИЖ сможет проработать несколько сезонов и при этом не «застучать».
Именно поэтому ниже, вы найдете пошаговую инструкцию о том, как проводится разборка и сборка двигателя ИЖ Планета 5.
Следуя представленной ниже схеме можно добраться до всех элементов двигателя, чтобы провести их ревизию или замену. Полностью разбирать мотор имеет смысл, если необходимо добраться до коленчатого вала или левого сальника.
Поломка последнего приводит к снижению ходовых характеристик, дымлению из-за наличия большого количества масла внутри кривошипной камеры.
Пошаговая схема разборки:
- Откручиваем свечу, гайки с верхней части цилиндра. Убираем цилиндр с поршнем.
- Сливаем оставшееся в двигателе масло и снимаем мотор с рамы (крепления в передней и задней части) предварительно отключив и пронумеровав все провода.
- Откручиваем левую крышку и по максимуму снимаем коробку передач и другие доступные элементы.
- Из под правой крышки убираем генератор, звезду главной передачи и сальник коленчатого вала.
- Убираем все доступные детали, относящиеся к коробке передач.
- Справа находим винты, стягивающие части картера. Отвинчиваем их вместе с гайками двух болтов.
- Подходящим, по диаметру прутком выталкиваем установочные втулки так, чтобы они частично оставались в пазах.
- Легкими ударами киянки постукиваем вдоль всей плоскости соприкосновения частей картера. Если части не отходят друг от друга или отходят частично, попробуйте вставить в паз монтажную лопатку и без особого усилия постучать по ней.
- Откручиваем стопорную пластину и снимаем ее.
- Вынимаем кольца-шайбы, попутно отмечая их порядок.
- Теперь можно снять левую часть картера с коленчатого вала. Если элемент не поддается, можно легкими ударами резинового молотка помочь деталям разъединится.
- Щипцами убираем стопорное кольцо. Для снятия шариковых подшипников понадобится труба или схожий элемент, торцевая часть которого совпадает с внешним кольцом подшипника. Прислоняем его к подшипнику и понемногу выбиваем из установочного места.
- Легким постукиванием вынимаем направляющие узлов переключения скоростей.
- Достаем стопорное кольцо, установленное внутри, а за ним разрезное дистанционное.
- Впрессовываем левый сальник. Подобным образом достаем кольцо коренного подшипника установленное справа.
Разборка двигателя завершена, теперь можно провести ремонт двигателя ИЖ Планета 5.
Сборка двигателя иж планета 5
Процесс сборки двигателя происходит в обратном порядке, с обязательным условием – соблюдением всех технологических особенностей процесса. При восстановлении мотора не забывайте, что это точный механизм и от того, насколько тщательно вы подошли к подгону и установке всех деталей, будут зависеть его основные характеристики.
- Все демонтированные запчасти и элементы двигателя отмываются растворителем и проводится ревизия. Если были обнаружены серьезные сколы, задиры или другие дефекты, то эти запчасти заменяются. Если повредило левую половину картера или правую, то их заменяют попарно.
- Стыковочные плоскости отчищаются от следов герметика или прокладок.
- Элементы узла переключения передач полируется до блестящей поверхности.
- Левый сальник наполняем пластичной смазкой и монтируем на место с кольцом подшипника, следом фигурную шайбу.
- Ставим стопорное кольцо, после проверки точности установки переходим к следующим действиям.
- Следом монтируем ролики коренных подшипников и смазываем их.
- Надеваем коленчатый вал, на него ставим смазанный пластичной смазкой шариковый подшипник.
- Ставим дистанционные шайбы и следом за ними — стопорное кольцо.
- Смотрим, насколько просто вращается коленчатый вал, предварительно смазав его моторным маслом.
Если сборка на данном этапе не вызывает нареканий, следующие действия соответствуют обратному порядку сборки двигателя. Учтите, что необходимо приобрести полный комплект новых прокладок, и дополнительно смазать соединительные плоскости термостойким герметиком.
Распрессовка коленвала — подготовительные операции
Далее рассмотрим, как распрессовать коленвал двигателя. Это требуется, если вышел из строя один из опорных подшипников. Проводить разборку следует очень аккуратно. Некоторые умельцы считают, что погнуть коленчатый вал при разборке практически невозможно. Но это не так. Когда происходит повреждение:
- при снятии генератора;
- при демонтаже вариатора;
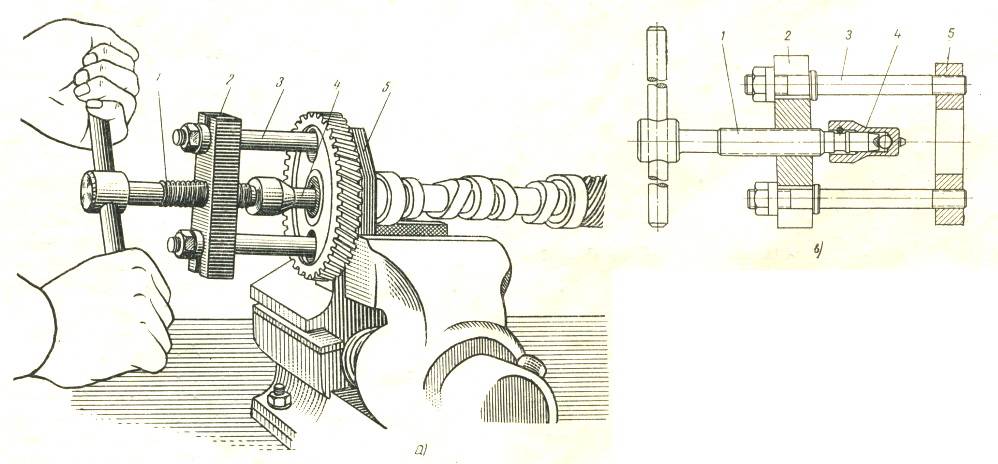
- во время разборки кривошипно-шатунного механизма (КШМ), чтобы этого избежать, желательно использовать специальный съемник;
- при съеме подшипника.

Для снятия коленвала нужно убрать крышку картера. Для этого ее следует расконтрить, затем раскрутить все удерживающие ее болты. Теперь доступ открыт, остается правильно вынуть коленвал. Он сидит плотно, поэтому это будет тоже своего рода выпрессовка, и потребуется спецприспособление. Однако можно обойтись и постукиванием по концу вала чем-нибудь твердым, но избегайте резких и сильных движений, чтобы не повредить деталь.

После того, как коленвал уже снят, проводят внешний осмотр узла на предмет люфта и прогибов. Далее штангенциркулем делают промер по всей окружности. Если дефекты не обнаружены, то для промеров используют микрометр для более тщательного осмотра. Максимальное допустимое отклонение не должно превышать 0,05 мм.
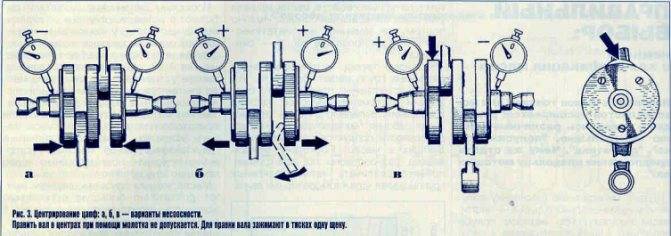
Центровка коленвала
Коленвал собран, осталось устранить биение валов (балансировать), многие думают, что без токарного станка не обойтись, а все гениальное просто.
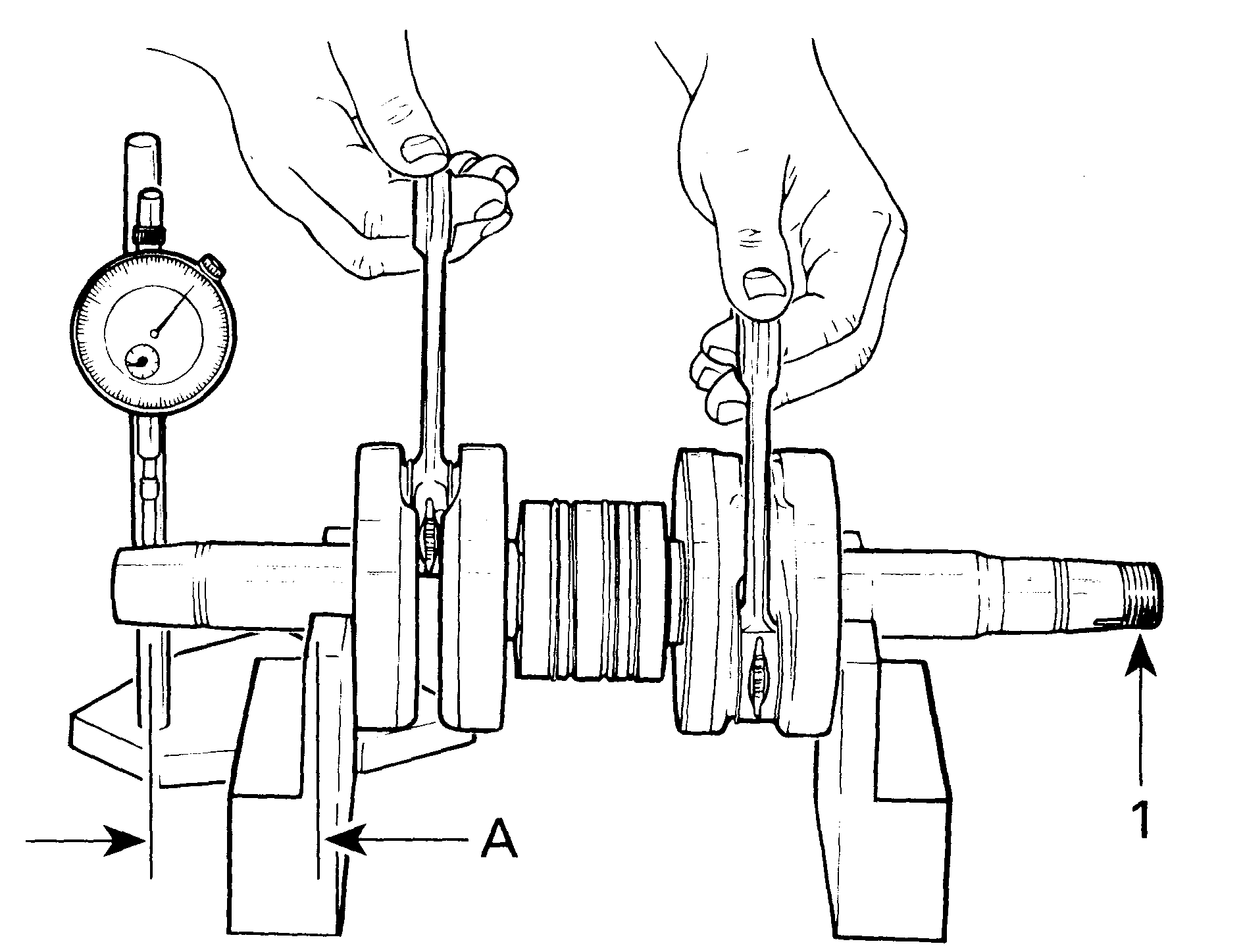
Измерьте каждую шек с помощью штанги, как показано на фото ниже, они обычно одного размера, но иногда немного отличаются по размеру. Этот размер необходимо учитывать при центрировании коленчатого вала.

Фото. Замеряем щеки коленвала.
Осталось только прикрепить коромысло к щеке коленчатого вала как показано на фото ниже. Это будет так, сначала приложите штангу к одной щеке и надавите пальцем, штанга будет идеально ровно ложиться на щеку, если эту щеку сдвинуть вверх, между штангой и второй щекой появится щель. Если щека ниже, штанга будет немного наклонной.
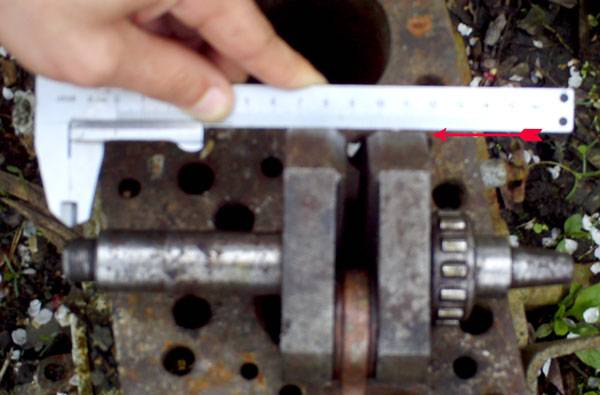
Фото. На картинке коленчатый вал мотоцикла с коромыслом, стрелкой показан зазор между коромыслом и щекой.
Ваша задача добиться выравнивания щек коленчатого вала без зазоров, прикладывая поочередно к каждой щеке коромысло. На фото ниже показано, как можно сдвинуть щеку коленвала с помощью молотка. Обязательно учтите прочность щек коленвала, коленвал, на котором я показываю из раздела ЧЗет, горячий и ударов не боится. Но коленчатые валы большинства шоссейных велосипедов сделаны из мягкого металла, поэтому ударить можно только там, где шина не приложена.

Фото. Таким образом можно сдвинуть щеку коленчатого вала.
Если одна щека коленчатого вала оказывается большего диаметра, чем другая, то при центрировании коленчатого вала учитывать зазор между щекой и шатуном, визуально этот зазор должен быть одинаковым, приложив шатун к щеке большего размера на обоих стороны.
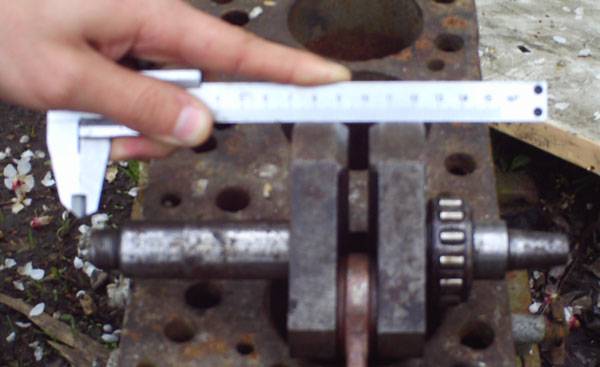
Фото. Коленчатый вал велосипеда центрирован, штанга без зазоров упирается в щеки коленчатого вала.
Если все сделаете правильно, все будет правильно, сэкономьте на новом коленвале, заменив только шатун на старый, для этого нужны только руки и умная голова.
Как понять, что пора проводить замену
Перед тем как вы вознамеритесь запрессовать данные детали, в первую очередь следует отлично их осмотреть, чтобы удостовериться в том, что они и вправду требуют замены. Проверьте, нет ли дыр и каких-либо деформаций, не вспучились ли резины на шарнирах и не возникли ли трещины. Проведите манипуляции с составными частями, определяя присутствие люфтов. Если же допустимая норма превышена, значит, замена деталей неминуема. Откладывать процедуру запрессовки не рекомендуется. С течением времени эта проблема только усугубится, она может привести к выходу из строя рычага подвески.
Главные показатели, которые указывают на поломку одной детали либо же нескольких:
- Управлять машиной стало намного труднее.
- Во время преодоления неровностей подвеска начинает громко стучать. Покрышки изнашиваются неравномерно, чего раньше не наблюдалось.
- Стало значительно сложнее регулировать развал-схождение.
Наплавка в среде защитного газа
При использовании электродов защита зоны сварки происходит за счет расплавления обмазки. Покрытие образует слой, который затем нужно сбивать.
Схема процесса дуговой сварки в среде инертных газов:
1 – электрод; 2 – присадочная проволока; 3 – изделие; 4 – сварной шов; 5 – дуга; 6 – поток защитного газа; 7 – горелка.
Получение наплавленного шва более высокого качества достигается наплавлением проволоки в среде защитного газа. Для удаления кислорода из зоны сварки используют углекислый газ, аргон или газовую смесь, в которой аргон составляет 80 %, а остальную представляет углекислота.
При наплавлении стараются перемещать наплавляемый слой по спирали. Специальные приспособления на станке организуют подачу проволоки в автоматическом режиме. Для этого применяют ходовой винт, он согласует перемещение подающей головки в соответствии с вращением вала на станке.
Технология промывки
Общими принципами очистки теплообменника машины для пользователя являются:
- в идеале лучше посетить СТО, имеющее специальный стенд для промывки радиаторов с регулировкой температуры и напора циркуляции ОЖ;
- теплообменник нужно почистить изнутри и снаружи, лучше всего демонтировать его перед этим;
- однако старый антифриз придется в обязательном порядке заменить новой охлаждающей жидкостью;
- поэтому услуга обойдется в половину стоимости нового радиатора, если не больше.

Стенд промывочный для теплообменников ДВС
Например, запчасти на ВАЗ достаточно дешевые, проще заменить теплообменник целиком или произвести промывку в гараже. Чтобы сократить время ремонта, лучше обслужить сразу все имеющиеся по капотом радиаторы (ДВС, кондиционер и отопитель).
Изнутри
Очистка системы охлаждения без демонтажа теплообменника производится по технологии:
- слив антифриза через нижнюю пробку;
- промывка кипяченой или дистиллированной водой;
- заливка моющего средства;
- промывка водой;
- заливка антифриза и удаление воздуха.

Добавление моющего средства
Схема циркуляции промывочной жидкости
Гораздо эффективнее очистка системы охлаждения при снятом теплообменнике. В этом случае радиатор можно «взболтать», наклонить под разными углами, чтобы слить из него, как можно больше отделившегося осадка.
Снаружи
При обработке радиатора снаружи следует использовать другую технологию:
- обеспечение доступа – если промывка автомобильного радиатора своими руками производится по месту, без его демонтажа, следует частично разобрать бампер, решетку или снять их целиком;
- нанесение пены – из баллончика разбрызгивается спрей на соты теплообменника по инструкции производителя;
- промывка – пена снимается вместе с растворившейся грязью с радиатора паром, форсунка должна быть отрегулирована на щелевую струю.

Наружная очистка струей под напором
Замена шатуна на Минске. Порядок действий.
Несмотря на то, что со временем на любом мотоцикле шатун приходит в негодность, какой бы он не был надежный, чаще всего коленвал мотоцикла выходит из строя на двухтактных мотоциклах. В таком случае у хозяина мотоцикла есть два варианта. Можно купить и установить новый коленвал или же отремонтировать старый, сменив шатун, сепаратор и палец коленвала.
Стоит отметить, что покупать новый коленвал на Минск стоит только в том случае, если старый уже не спасти, так как его цена в несколько раз превышает цену отдельных деталей для ремонта. В любом случае вам придется сначала снять старый коленвал и шатун Минск, а затем установить новый или вернуть старый в обновленном виде. При этом сразу после ремонта могут появляться неприятные стуки, которые нужно будет устранить. Для этого можно использовать токарный станок, но если у вас его нет, не беда, существует более простой способ, доступный любому.

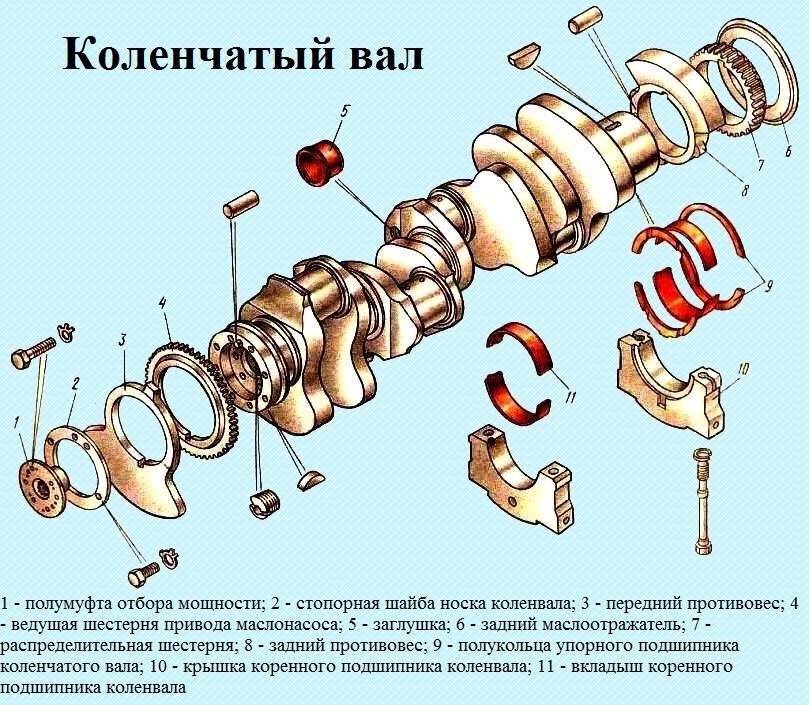
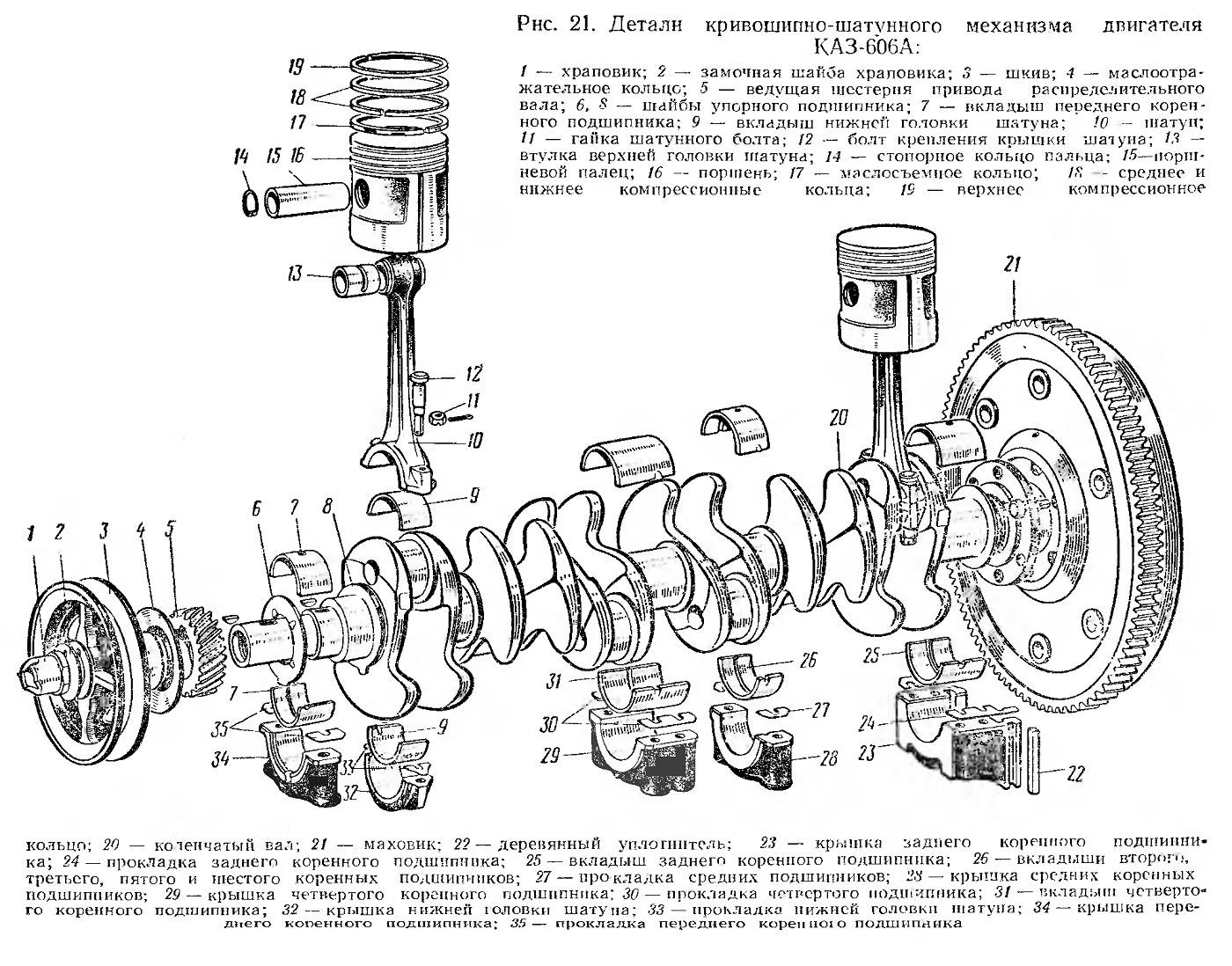
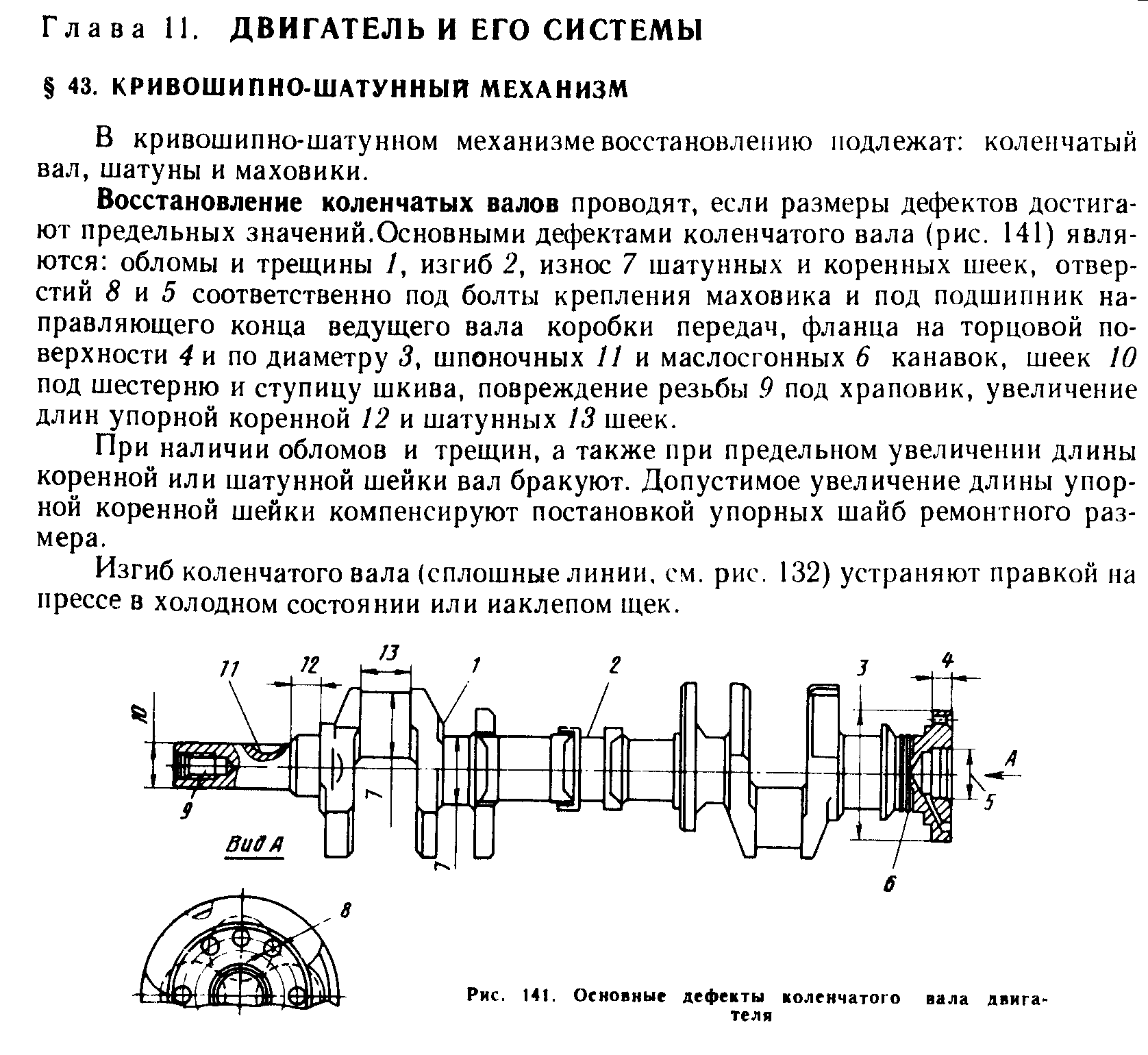
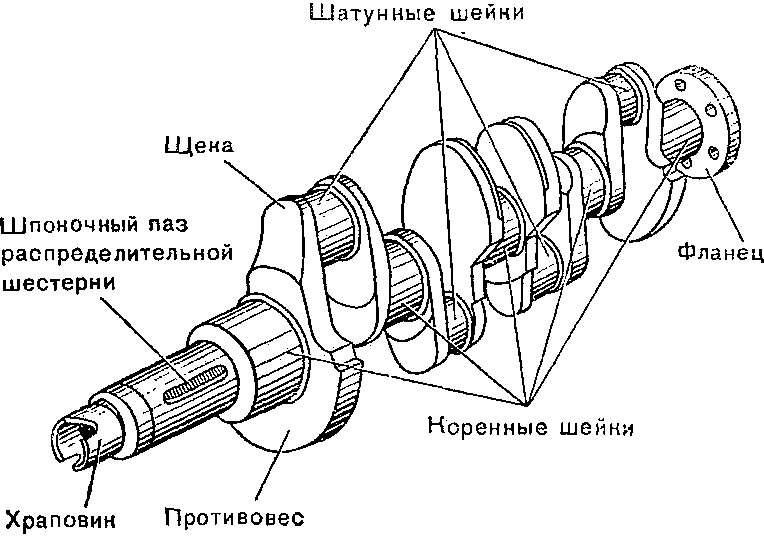
Устройство коленвала: что такое перепрессовка?
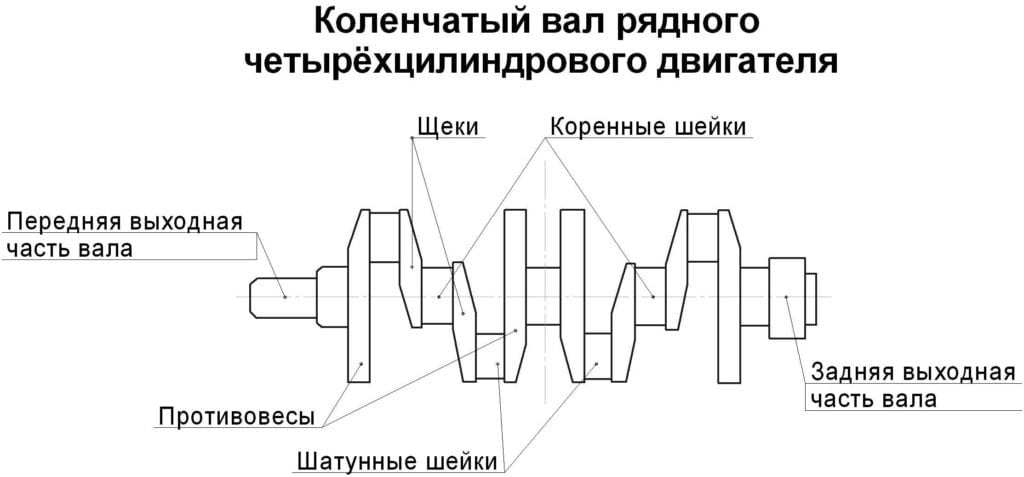
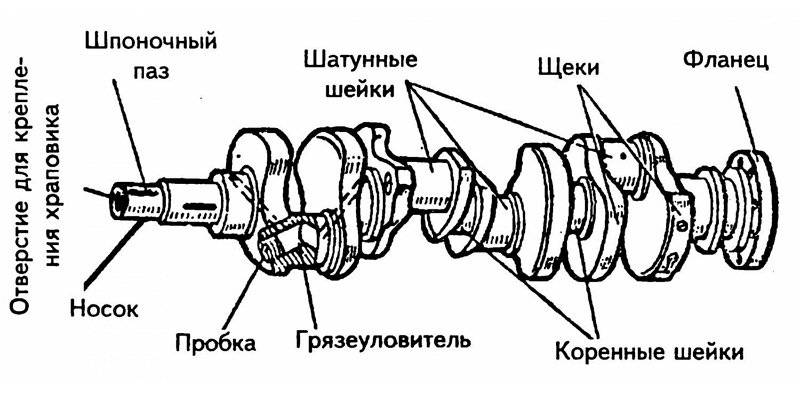
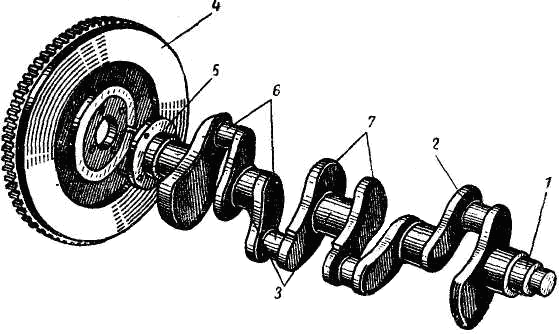
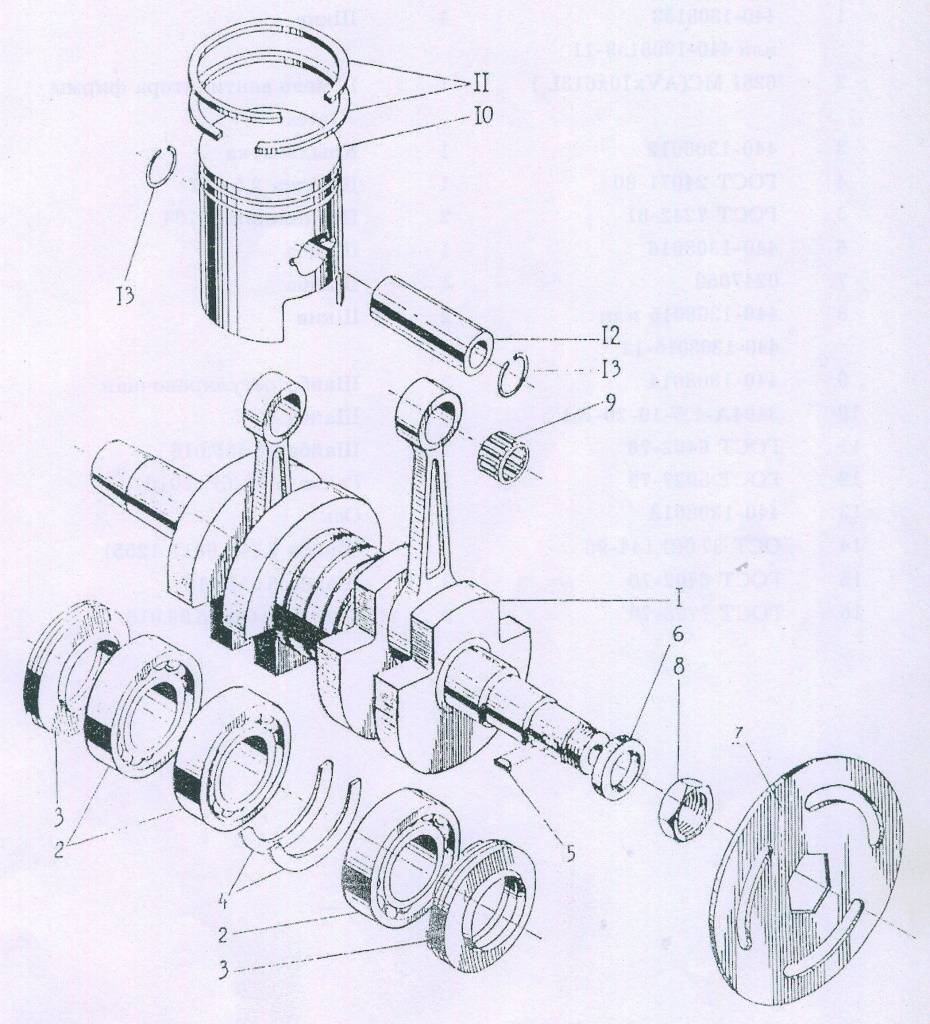
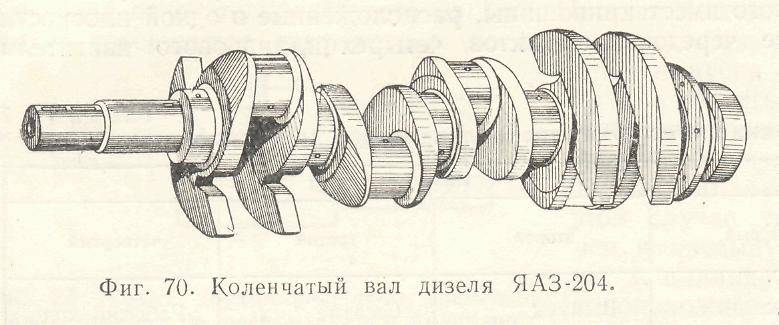
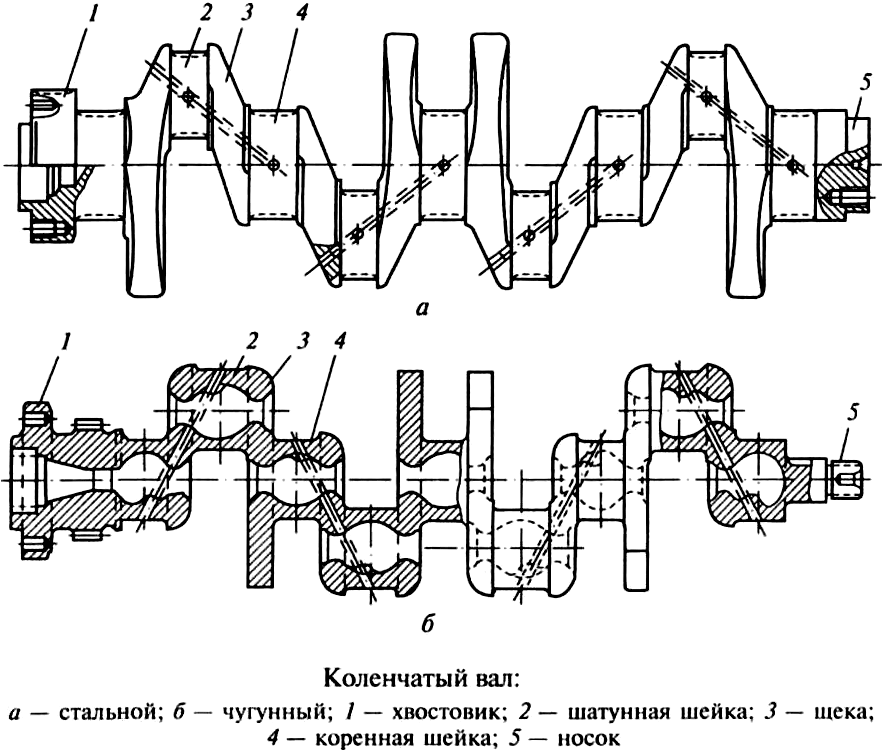
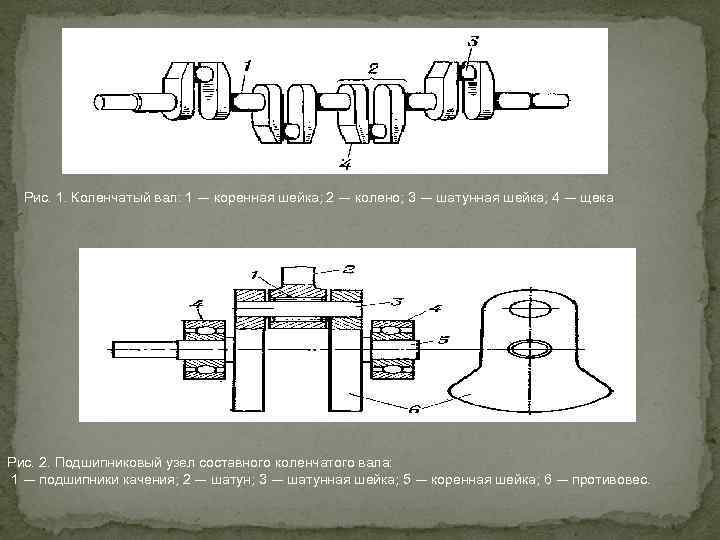
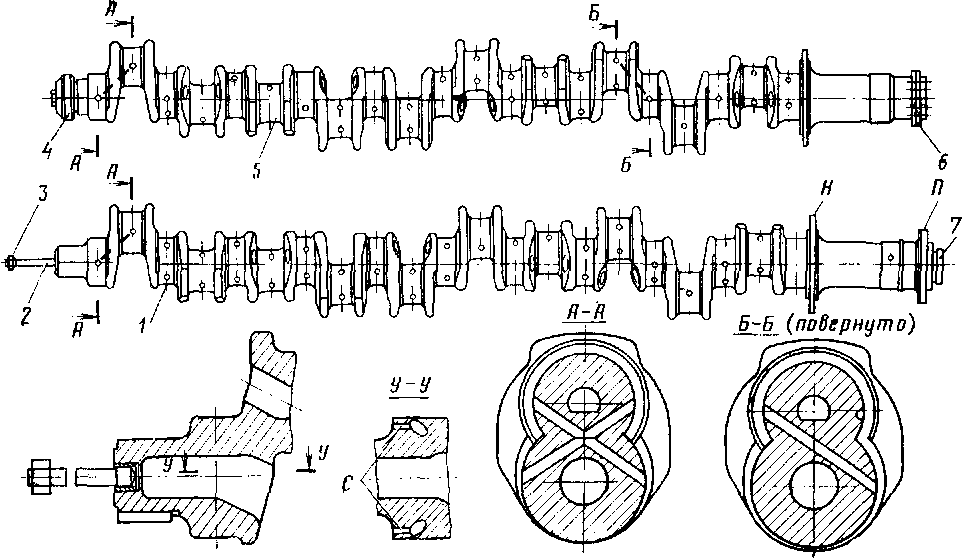
В любой технике коленчатый вал служит именно тем механизмом, который принимает непосредственно на себя усилия, передающиеся от поршней к шатунам. Именно он превращает эти самые усилия в крутящий момент, переходящий через маховик трансмиссии мотоцикла или автомобиля. Состоит коленвал из следующих элементов:
- Шатунные шейки;
- Коренные шейки;
- Противовесы;
- Щеки.
Как правило, количество и расположение шеек зависит от числа цилиндров. Так, у V – образного двигателя количество шеек в 2 раза меньше, чем шатунов. Происходит это потому, что на коленчатом валу на каждой шатунной рейке они располагаются попарно. У многоцилиндровых же двигателей шатунные рейки находятся в различных плоскостях. Здесь такое размещение обусловлено необходимостью равномерного распределения рабочих контактов.
Что делать если заглушки коленвала упали в коленвал?
Раз заглушки коленвала упали в коленвал, их надо высверливать вставляя сверло в это отверстие, и желательно сверло подобрать с диаметром отверстия. И скорей всего Вы пытались выбить заглушки по совету расточника коленвала.
Как-то растачивал коленвал и расточник мне говорит, теперь надо выбить заглушки почистить канал и забить новые. Говорю ему, я сейчас привезу тебе новые заглушки, выбей и почисть, и забей новые так чтобы ты мог дать стопроцентную гарантию что, забитые тобой заглушки не вывалятся под давлением масла. На что он мне сказал, это работа моториста, пусть он так сделает, говорю ему, раз ты не можешь это сделать то и нечего давать советы, моторист и сам знает, что делать с коленвалом.
Дам совет, без сильной необходимости, не трогайте заводские заглушки коленвала, так как их вдавливает специальный станок на заводе, а забив в ручную, есть опасность, что они вылетят под давлением масла.
Но если выбили заглушки с коленвала, то правильно забить их так, не бейте в центр заглушки, так как заглушка вытянется и ослабнет, возьмите оправку по диаметру заглушки или чуть больше, и вбивайте, удаляя по краям заглушки.
Промыли коленвал как описано выше, и этого вполне достаточно, и когда начнете ездить на хорошем масле, даже если в коленвале есть небольшой черный нагар, он постепенно отмоется без вреда для двигателя.
Один раз у меня был случай, собирал движок ВАЗ 2109, стал промывать коленвал, а одна шейка была очень сильно забита что бензин при промывки с коренной шейки еле проходил в шатунную. Тут задумался, что придется выбивать заглушку коленвала, и нагар высверливать, но решил попробовать продуть компрессором, с одной стороны коренной шейки забил деревянный чопик, а в другое отверстие коренной шейки плотно приставил шланг высокого давления от компрессора, с выстрелом вылетела пробка из нагара из шатунной шейки, и канал продулся. Так я продул забитый коленвал.
Если у Вас нет компрессора, то можно проехать до любой шиномантажки и там продуть коленвал.
Итог, только в очень крайних случаях выбивайте заводские заглушки с коленвала, если полностью забит канал и не помогает продувка, также постарайтесь забить заглушку так, чтобы ее не выдавило давлением масла.
Виды и особенности промывки
Судя по сказанному выше, важность своевременной очистки радиатора не вызывает сомнений. Вопрос только в том, как правильно чистить радиатор автомобиля
Здесь можно выделить два варианта:
1. Внутренняя промывка.
При внутренней промывке происходит очистка радиатора от отложений изнутри. В этом случае не обойтись без специальных средств для очистки, о которых речь пойдет ниже. Алгоритм действий должен быть следующим:
Открывайте капот и займитесь другими делами, пока силовой агрегат остынет до необходимой температуры;
Сливайте старую ОЖ из системы. Найти сливное отверстие труда не составит (как правило, оно находится снизу охлаждающего устройства);
Заливайте дистиллированную воду в систему (чаще всего достаточно 5-7 литров);
Запускайте мотор и дайте ему поработать около 15-20 минут;
Сливайте залитую ранее дистиллированную жидкость;
Выполните рассмотренную выше процедуру несколько раз.
Стоит отметить, что применения одной лишь дистиллированной жидкости мало — в нее стоит добавить специальное средство для чистки. Эффективность промывки напрямую зависит от ряда факторов — качества применяемой жидкости, ее дозировки и химического состава
Перед применением изделия важно внимательно почитать инструкцию, чтобы исключить ошибки в применении
Благодаря внутренней чистке радиатора, можно убрать изнутри следы коррозии, остатки антифриза, очистить систему от накипи и шлаков. В случае правильно выполненной промывки улучшается проходимость трубок и циркуляция всей системы. Если правильно использовать специальные составы, то за целостность резиновых, пластиковых и металлических элементов можно не переживать.
После применения очищающего состава специалисты рекомендуют производить еще одну промывку с помощью дистиллированной воды. Известны случаи, когда оставшийся после очистки состав внутри радиатора приводил к быстрому разрушению металла и появлению накипи.
2. Наружная промывка.
После завершения внутренней промывки можно приступать к следующему этапу — очистке радиатора снаружи. Такая работа способствует повышению эффективности охлаждения в среднем на 25-30 процентов. Выполнять очистку стоит ранней весной — перед теплым сезоном, когда проблема перегрева будет особенно явной.
Процесс внешней очистки производится так:
Снимайте передний бампер машины. Если радиатор можно снять без демонтажа бампера, то это только плюс;
Демонтируйте сам радиатор;
Удаляйте мусор, которые прилип к поверхности с помощью тонкого инструмента и щетки
Действуйте осторожно, чтобы не повредить нежный металл радиатора;. Для большей эффективности используйте возможности специальной мини-мойки;
Для большей эффективности используйте возможности специальной мини-мойки;
Направляйте струю воды на поверхность и производите обработку до удаления имеющейся на поверхности грязи, пыли и насекомых.
При выполнении чистки важно не переборщить с давлением подаваемой жидкости. В противном случае есть риск деформации тонких радиаторных платин
По завершении работ устройство стоит высушить естественным путем. Ставьте изделие на место только тогда, когда убедитесь в отсутствии на нем грязи и пыли.
Для повышения эффективности общей очистки не поленитесь и купите новые трубки системы, ведь на них также собирается налет. После монтажа радиатора заполняйте его охлаждающей жидкостью и запускайте мотор на 25-30 минут. Этого достаточно, чтобы убедиться в работоспособности системы и отсутствии течей. Если все нормально, то процесс очистки можно считать завершенным.
Материал шпонок
Для изготовления шпоночного соединения применяют калибровочный металлопрокат. Чаще всего используется сталь марки 45. Она относиться к углеродистым сталям обычного типа, которая часто применяется для производства деталей высокой прочности. Сталь используется в виде бруска длиной 1 м.
В некоторых случаях может применять углеродистая сталь марки 50. Она необходима, когда требуется повышенные прочностные свойства полученных шпонок. Реже применяются легированные стали, например, марки 40х, для которой характерен высокий показатель твердости, достигаемый путем термической обработки.
Стальные заготовки обрабатываются с помощью фрезы, сверлильных станков, станков для рубки, шлифовальных машин и других инструментов. Используемые станки имеют блок управление, который позволяет с помощью числовых программ изготовить деталь необходимых параметров.
Цена полученной шпонки довольно низка, поэтому приобрести необходимую деталь довольно легко. Но в некоторых случаях, когда есть необходимость срочного получения шпонки, изготовить ее можно самостоятельно. Чаще всего подобная необходимость возникает в сельском хозяйстве, где во время сезонных работ часто возникают поломки, которые нужно отстранить. При этом ближайшие точки продажи необходимых деталей находиться на расстоянии в несколько десятков километров.
Имея небольшое количеству инструмента под рукой и заготовку из соответствующего материала, можно быстро изготовить временную замену. При соблюдении технических характеристик, полученная деталь сможет полноценно заменить заводскую, но лучше всего при первой возможности приобрести шпонку нужной прочности и геометрических параметров. Это необходимо для избежание преждевременного износа механизмов.
В качестве материала лучше использовать разные породы дерева, для шпонки подойдет более мягкий материал чем основной. Это позволит обезопасить основную конструкцию от повреждений в случае повышенной нагрузки. Легче заменить шпонку чем большой конструкционный узел.





