
Как правильно выбрать шарошку
Высокая производительность борфрезы зависит от нескольких факторов, таких как:
- операции, которые будут ею проводиться;
- материал заготовки или изделия;
- размеры и форма обрабатываемого предмета.
Необходимо выбирать шарошки для дрели, руководствуясь мощностью и скоростью вращения этого электроинструмента.
Еще одним важным фактором при выборе борфрезы служит каким образом будут нарезаны зубья шарошки по металлу. Нарезка зубьев может быть:
- тонкой;
- универсальной;
- сверхтонкой;
- для работы с алюминием.
Цветные металлы поддаются обработке твердосплавными фрезами. Мягкий металл легко обрабатывается, если используется укрепленная заточка зубьев. Высокой производительностью отличаются алмазные и абразивные борфрезы, которые легко обрабатывают твердые материалы. Двойная заточка головки инструмента повышает производительность работы. Сверхтонкая нарезка позволяет шлифовать поверхности.
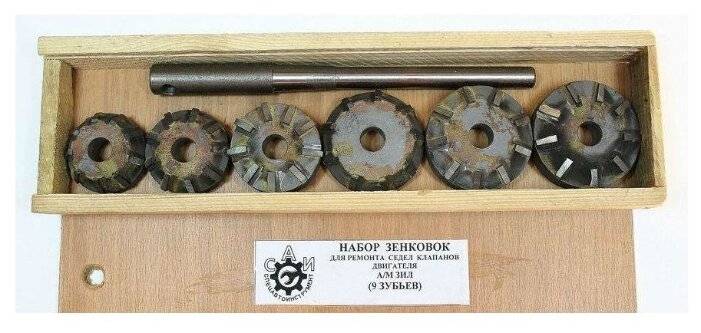
Опытные мастера сразу покупают большие наборы шарошек. Это позволяет им всегда иметь в наличии все типы и формы данного инструмента и справиться с любимы рабочими ситуациями.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.

Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем. Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ. Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.

Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр. Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.
Это интересно: Замена прокладки головки блока цилиндров (ГБЦ) ВАЗ-2107 (инжектор, карбюратор) своими руками

Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Правила пользования
Раньше насадки использовали, в основном, для бытовых нужд в комплекте с дрелью. Однако при комплектации с ручным инструментом шарошки быстрее изнашиваются, ухудшает качество их режущих зубьев. С развитием технологий борфрезы стали устанавливать на станки с числовым управлением, что позволяет четко регулировать точность заданных параметров во время обработки:
- высоту фаски;
- угол наклона насадки;
- глубину канавок на металле;
- диаметр расточки.

Заточка стамески абразивной борфрезой
Увеличить время эксплуатации шарошек при работе с ручным инструментом поможет соблюдение нескольких простых правил:
- рабочая головка шарошки должна плотно соприкасаться с поверхностью детали;
- хвостовик борфрезы не должен касаться изделия;
- сильное давление на шарошку во время работы может вызвать его перегрев и поломку;
- правильный расчет скорости обработки повысит ее эффективность;
- специальная смазка, нанесенная на рабочую головку, снизит степень ее износа;
- своевременная замена изношенного инструмента предохранит дрель от повреждения.
Так как инструмент не затачивается и не восстанавливается, выполнение правил применения продлит срок его службы.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.









Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
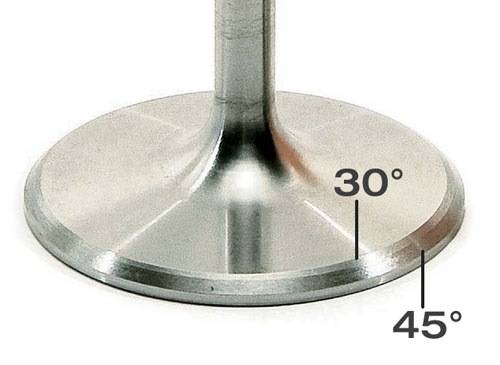 фаска клапана
фаска клапана
Со временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Притирка клапанов в большинстве случаев восстанавливает плотность закрытия клапанов. Создание полной герметичности в камере сгорания на любом такте и есть та единственная цель, которую преследует эта процедура.
Процесс работы
Чтобы отполировать металлические поверхности вашей машины самостоятельно, вам потребуются такие инструменты:
- притиры;
- несколько алмазных смесей разной зернистости.
Чтобы произвести доводку, вам потребуется нанести небольшое количество средства на притиры. Специалисты считают, что наиболее эффективно работа пройдет, если использовать средство, в котором содержится до 40% алмазного порошка и примерно 60% масла (касторового или оливкового).
Часто смесь сразу же наносится на поверхность обработки.
Всегда начинайте работу со смесей с крупными зернами, переходя к менее абразивным средствам. Избегайте попадания в смесь посторонних веществ и более крупных зерен, так как при обработке вы не сможете добиться нужного эффекта. Также после нанесения средства с определенной зернистостью и перехода к другому этапу работ всегда мойте руки и меняйте притир.
При полировке для достижения запланированного эффекта гладкости и блеска стекол или других поверхностей авто используйте последовательно до 3 алмазных средств. Наиболее эффективным будет результат при механизированном процессе.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
В случае если тарелка клапана гладкая – будем изготавливать инструмент для притирки из подручных материалов.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
Замена радиатора печки ваз 2114: как снять и поменять своими руками пошагово с фото и видео
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
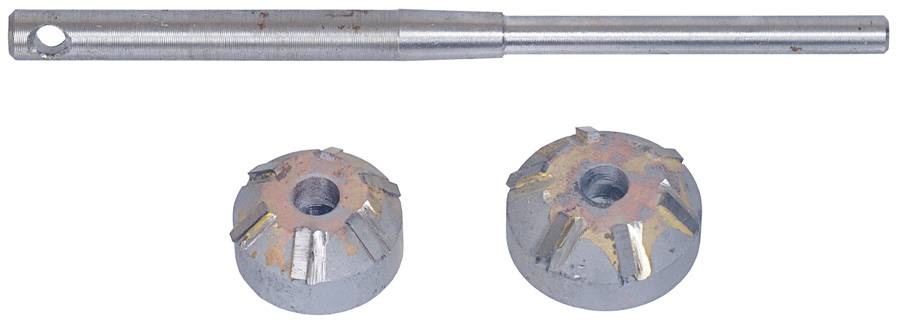
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
https://youtube.com/watch?v=isXBYTXK6eY
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.









Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.
Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Что необходимо для притирки
Регулировка клапанов на ВАЗ 2107 своими руками
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Способы обкатки мотора
Описанный выше алгоритм – классическая естественная обкатка. Но кроме этого, существует ещё как минимум три способа притирки деталей отреставрированного силового агрегата:
- метод холодной обкатки, производимый с использованием специального стенда;
- холодная обкатка, выполняемая без стенда;
- метод горячей притирки деталей двигателя.
Рассмотрим особенности каждого из перечисленных способов.
Обкатка на стенде
Разумеется, сам стенд – оборудование очень дорогое. Его могут позволить себе только крупные СТО, но зато благодаря его использованию удаётся получить полный контроль над всеми технологическими этапами обкатки.
В этом случае силовой агрегат устанавливается на стенд и запускается посредством соединения с карданным валом, который, в свою очередь, приводится в движение электромотором, считающимся ведущим по отношению к мотору автомобиля.
Специальный прибор, именуемый энкодером, контролирует частоту вращения ведущего двигателя, несколько менее точные показания фиксирует тахометр. Стендовое оборудование работает под управлением микропрограммы, регулирующей параметры работы электромотора, опираясь на показания датчиков.
Совокупная длительность работы пары ведущий/ведомый мотор определяется составом работ, выполненных в рамках капитального ремонта автомобиля. В частности, для нормальной притирки новой цилиндропоршневой группы требуется примерно три часа непрерывного вращения обоих двигателей.
Результат такой холодной притирки предполагает, что удалось добиться следующих показателей:
- при работе СА на ХХ (на оборотах, не превышающих 600 в минуту) обороты стабилизируются;
- нажатие на педаль акселератора в этом же режиме не приводит к перебоям в работе ведущего двигателя, и он не должен при этом глохнуть.
Отметим, что приобретения дорогостоящего стенда для проведения холодной обкатки недостаточно – нужен ещё и специалист, который отлично разбирается в нюансах выхода на определённый режим, в беспрекословном соблюдении технологии притирки деталей.
Бесстендовая холодная обкатка
Он заключается в буксировании автомобиля на третьей передаче, но при заглушенном двигателе, на протяжении 2-3 часов. До начала обкатки автомобиль заправляют всеми необходимыми техническими жидкостями, включая масло и антифриз/тосол.
Хотя специалисты не советуют использовать этот метод, он получил широкое распространение в среде гаражных мастеров ремонта.
Горячая обкатка
Производится непосредственно на автомобиле, но на обездвиженном. Характеризуется возможностью контроля качества сборки силового агрегата после проведения капремонта и нивелирования мелких дефектов, допущенных при производстве деталей и узлов, установленных вместо изношенных. Что хорошо – данная технология может быть использована и в гаражных условиях. Алгоритм холодной обкатки:
- запускаем мотор, устанавливаем обороты на уровне режима холостого хода;
- даём проработать порядка 3-4 минут, глушим мотор на примерно такой же интервал времени. Повторяем цикл 10-15 раз. Остановка двигателя нужна для того, чтобы не допустить локального перегрева силового агрегата;
- снова заводим мотор, устанавливаем обороты на показателе 1200 об/мин, постепенно увеличиваем их до примерно 50% от максимального уровня. Рассчитываем увеличение оборотов таким образом, чтобы общая продолжительность работы силового агрегата составила 45-50 минут.
Во время последнего этапа особенно внимательно следим за температурой двигателя, если она неконтролируемо поднимается – следует заглушить мотор, дать ему остыть и только после этого запускать вновь. Если всё в норме, проверяем уровни техжидкостей и наличие/отсутствие их подтеканий, измеряем компрессию цилиндров. Наконец, после завершения обкатки заново выставляем зажигание и регулируем зазоры клапанов.
Естественная обкатка двигателя
Саму последовательность проведения классической обкатки мы уже приводили. Стоит отметить, что независимо от сложности и состава проведения восстановительных работ, обкатку следует проводить исключительно в щадящем режиме, даже если вы ограничились только заменой цепи (разумеется, совокупный пробег в этом случае будет минимальный, порядка 500 километров).
Движение на пятой передаче нужно исключить, трогаться следует очень плавно
О важности заливки качественного моторного масла мы уже говорили, но не менее важно использование и хорошего топлива – по крайней мере, до завершения периода обкатки
Технические требования
Седло вставного клапана можно быстро и легко снять с помощью сварочного аппарата в среде сверхвысокого газа (MIG). При снятом клапане сделайте сварной шов по краю седла вставки у стенки седла. Когда шов остынет, он дает усадку, и вставку можно легко вынуть из жатки.
В случае треснувших и сильно обгоревших посадочных мест головку блока цилиндров часто можно отремонтировать, заменив их на защелкивающиеся седла. Любые трещины в головке блока цилиндров необходимо отремонтировать перед сверлением встроенного седла. Первым делом необходимо выбрать ремонтное гнездо вставного типа с требуемым внутренним и внешним диаметром и необходимой толщиной. Производители ремонтных комплектов сиденья предоставляют таблицы, которые помогут вам выбрать правильный ремонтный вкладыш для сиденья. При замене съемного седла новое седло должно быть из того же материала или более высокого качества, чем старое. Рабочие температуры вставного седла выпускного клапана на 100–150 ° F (56–183 ° C) выше, чем рабочие температуры встроенного седла до 900 ° F (480 ° C). Чтобы срок службы ремонтных седел и клапанов был не меньше, чем у замененных деталей, некоторые из них должны быть изготовлены из более качественных материалов.
Версии седла клапана доступны из различных материалов, в том числе:
- чугун
- из нержавеющей стали
- никель-кобальтовый сплав
- порошковый металл
Режущий инструмент для изготовления посадочного места выбирается исходя из внешнего диаметра ремонтной вставки. Диаметр посадочного отверстия должен быть меньше наружного диаметра седла пластины. Держатель инструмента прикреплен к направляющему стержню, размер которого соответствует отверстию в направляющей клапана. Регулировка подачи резцедержателя привинчена таким образом, чтобы было достаточно оборотов для правильной подачи резца в обрабатываемую головку.Собранный блок устанавливается в направляющую клапана так, чтобы резак опирался на посадочное гнездо.
Вставка для ремонта седла вставляется между опорным приспособлением и стопорным кольцом. Стопорное кольцо отрегулировано на ремонтной вставке седла так, чтобы подача фрезы прекращалась, когда сверление седла не достигло глубины, равной толщине новой пластины. Сверлильный инструмент приводится в действие вручную или с помощью мотор-редуктора. Сверление продолжается до тех пор, пока стопорное кольцо не достигнет опорного приспособления. Впоследствии опорное приспособление и держатель инструмента удаляются. К головке саней прикреплены патрон и направляющая шина подходящего размера. Лучше всего охладить твердую ремонтную вставку из двуокиси углерода перед ее установкой, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вбивается в посадочное место. Сначала сильными ударами молотка в розетку вставляется ремонтная вставка, затем легкими ударами садится, пока полностью не войдет в нее. Не ударяйте по головке молотка после того, как седло полностью войдет в седло. Установленное ремонтное седло забивается по внешнему краю по периметру седла, при этом металл по краю вставки слегка приклепывается, улучшая его сцепление с седлом. Седло в ремонтной вставке обрабатывается с использованием ранее описанной технологии обработки, используемой для восстановления седел клапана.
Ремонтные вставки должны оставаться в углекислом газе до установки. Это значительно снизит вероятность отслаивания металла от стенок сиденья при установке ремонтной вставки. Отрезанные куски металла могут попасть под ремонтную вставку, что помешает ее правильной установке. Охлаждаемое вставное седло размещается на седле.












Критерии для выбора
Чтобы использование шарошки принесло желаемый эффект, при ее выборе необходимо учесть:
- характер выполняемой работы;
- свойства материала, который должен быть обработан;
- размеры и форму изделия;
- технические характеристики инструмента, с которым комплектуется борфрез.
Разновидности шарошек по металлу
Показателем эффективности шарошек является нарезка ее зубьев:
- стандартная нарезка применяется для зачистки заусенцев и снятия фасок;
- редкими зубьями обрабатывают детали из алюминия и меди;
- твердосплавные зубья используются для работ с чугуном и нержавеющей сталью;
- ультратонкая нарезка обеспечивает высокий уровень шлифовки.
Если под рукой будет целый комплект шарошек разных видов, всегда можно подобрать оптимальный вариант.

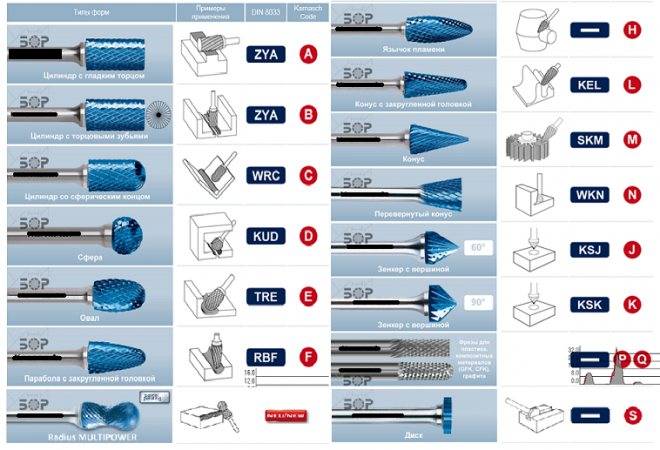
Маркировка борфрез по металлу





