
А не проще ли сделать самостоятельно?

Сразу стоит сказать, что расточка блока цилиндров своими руками возможна лишь в том случае, если у вас имеется два основных атрибута – навыки и оборудование. Дилетантам это занятие окажется не под силу. Скорее всего, оно закончится заменой гильз. Причем это в лучшем случае, а в худшем – покупкой нового блока двигателя. Если возникла необходимость в расточке, обратитесь к специалисту. Это наиболее подходящий вариант, если вы не токарь.
Чтобы сделать расточку, нужно знать множество тонкостей. Малейшее отклонение заканчивается тем, что возникает необходимость в установке новых гильз. Да и сделать эту работу стамеской или кухонным ножом не получится — необходим станок для расточки блока цилиндров. Его стоимость немаленькая, поэтому вряд ли при поиске специалиста вы наткнетесь на неумеху. Такое оборудование могут себе позволить либо мастера с именем, либо крупные организации. А сделать его самостоятельно не представляется возможным.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
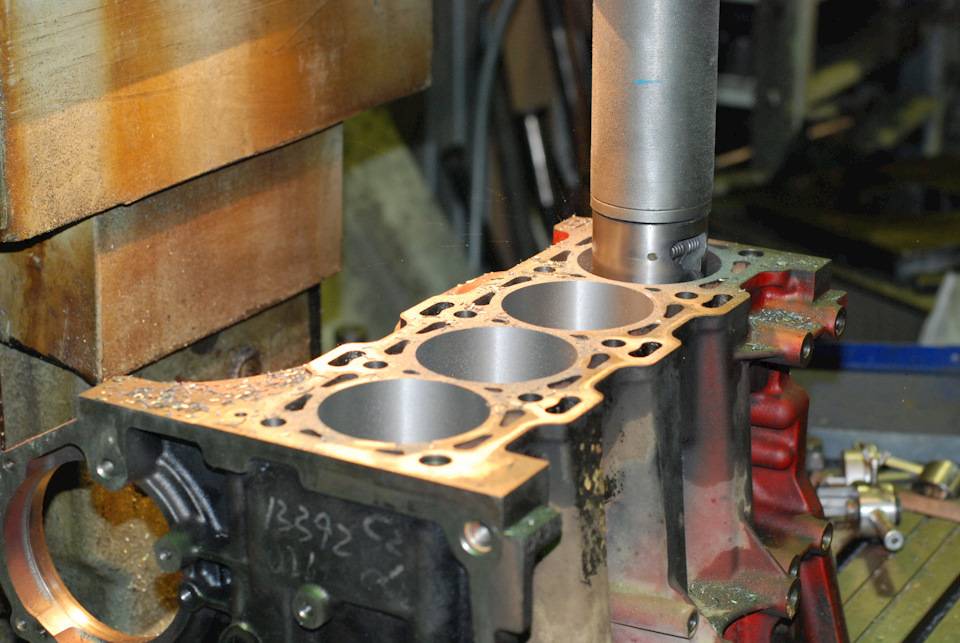
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
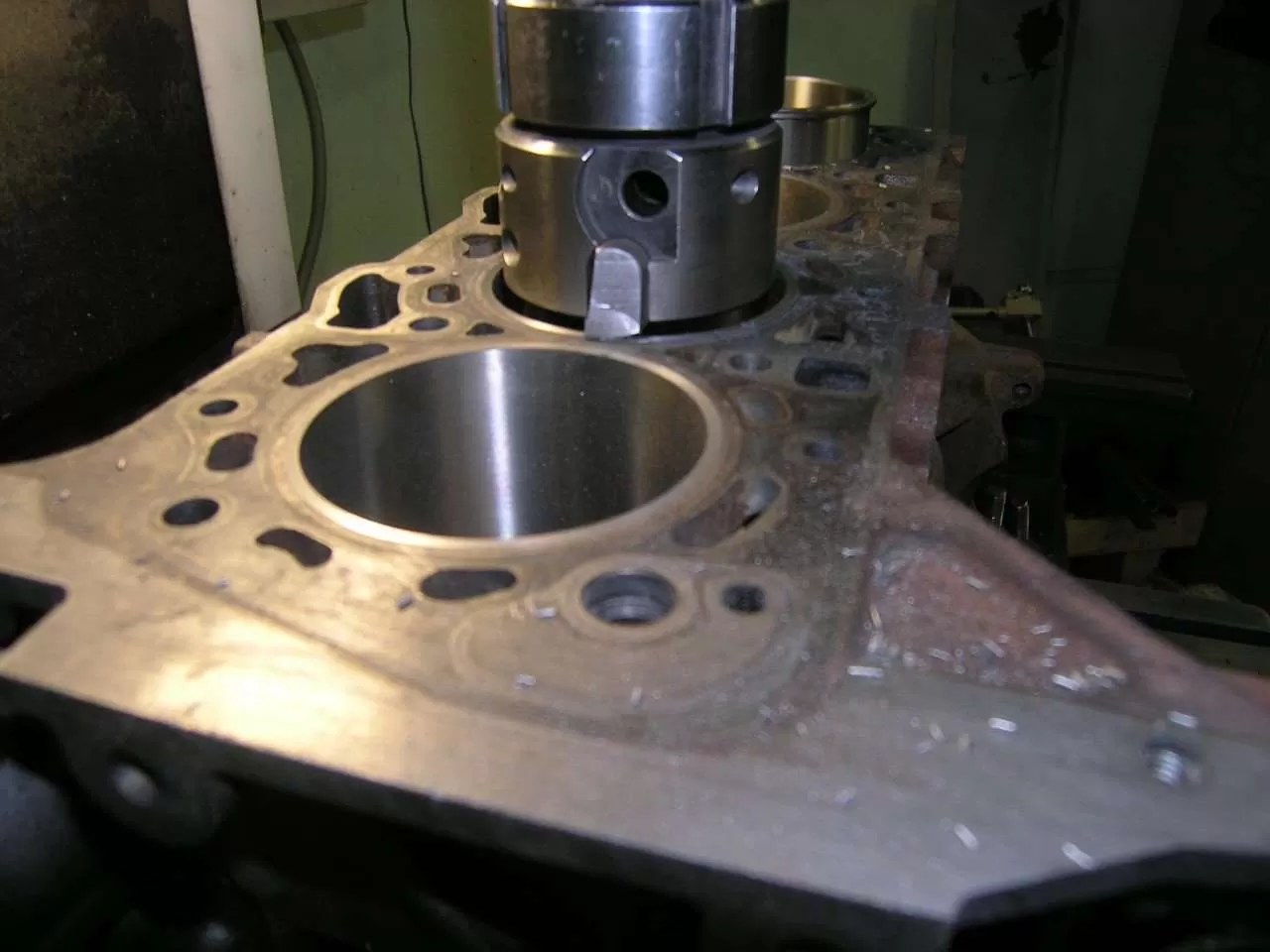
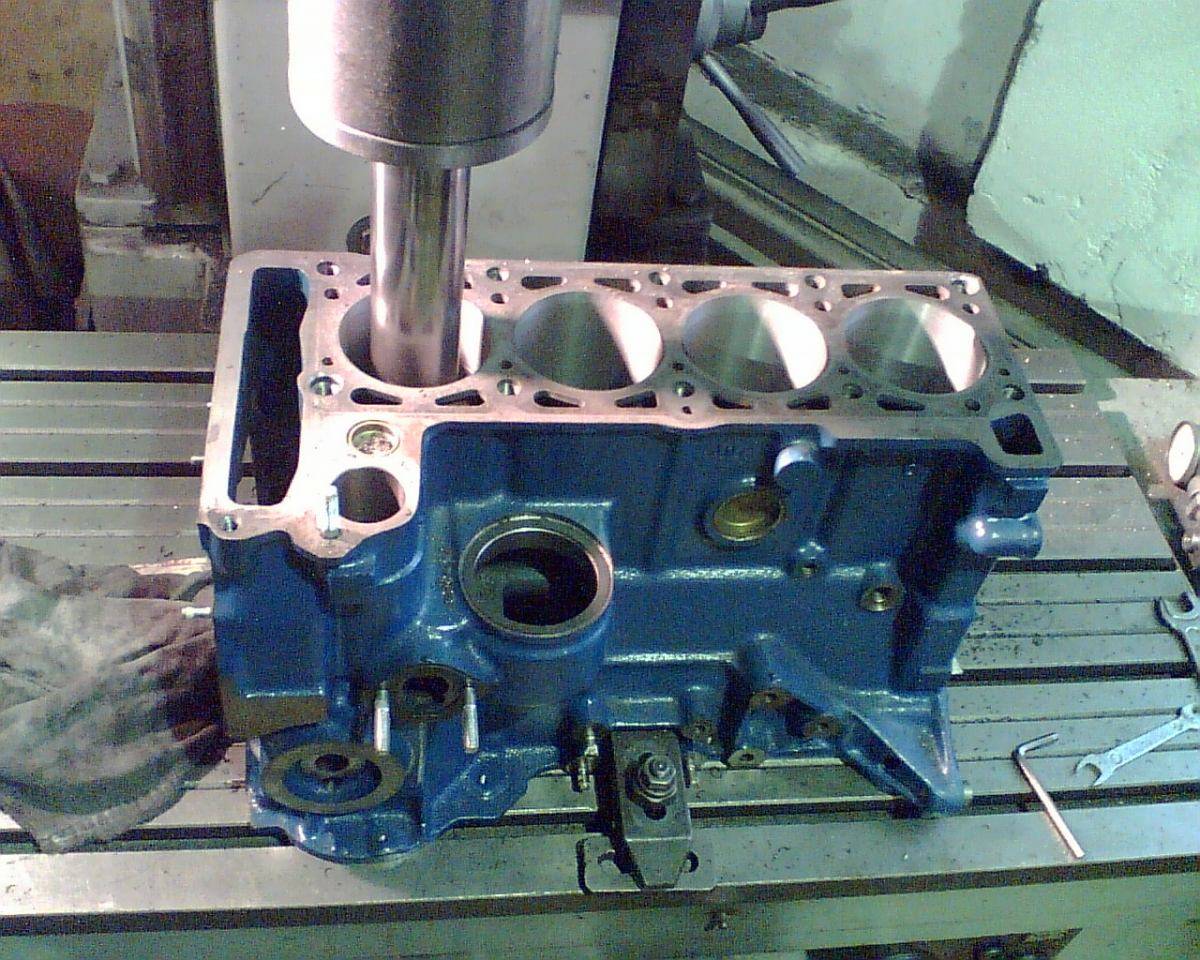
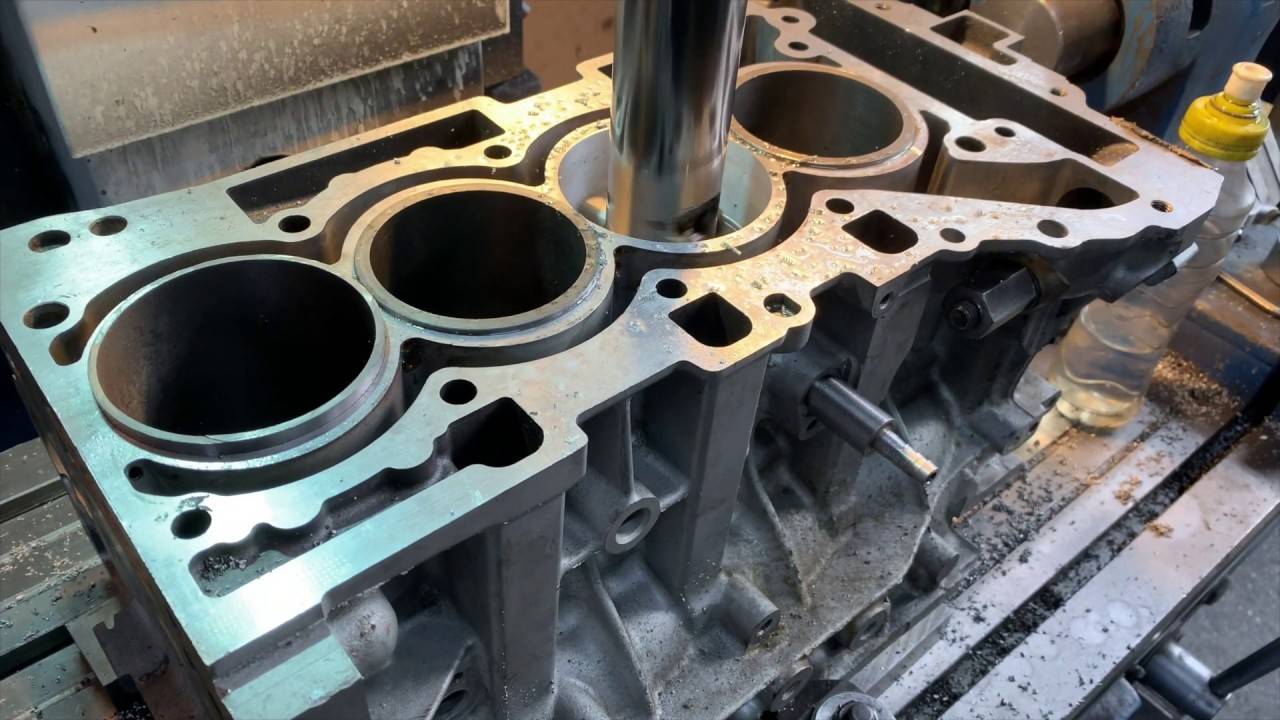
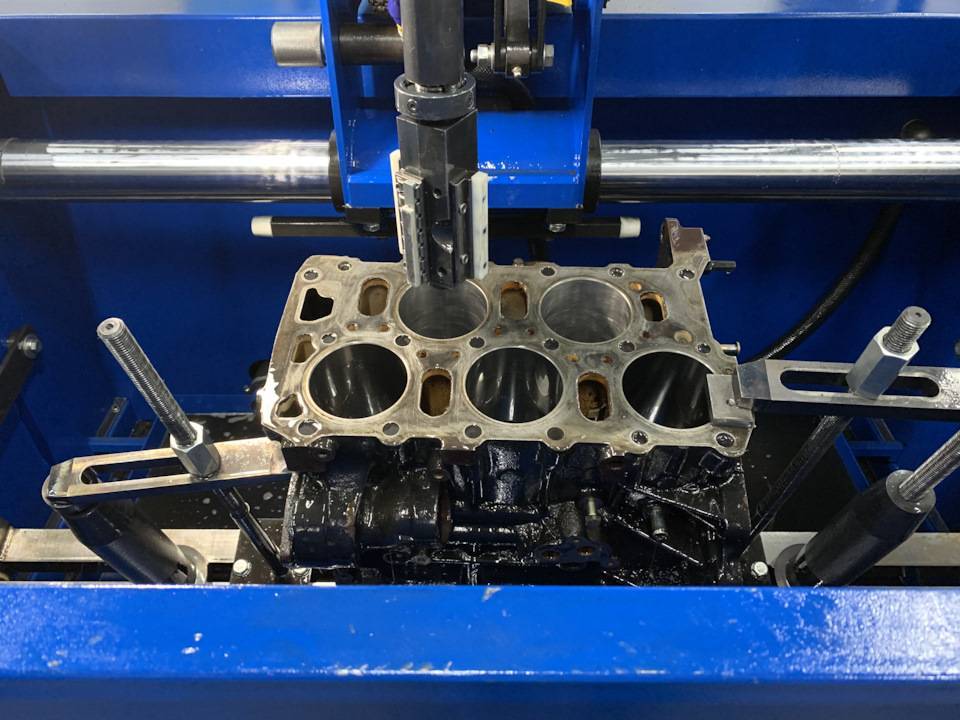
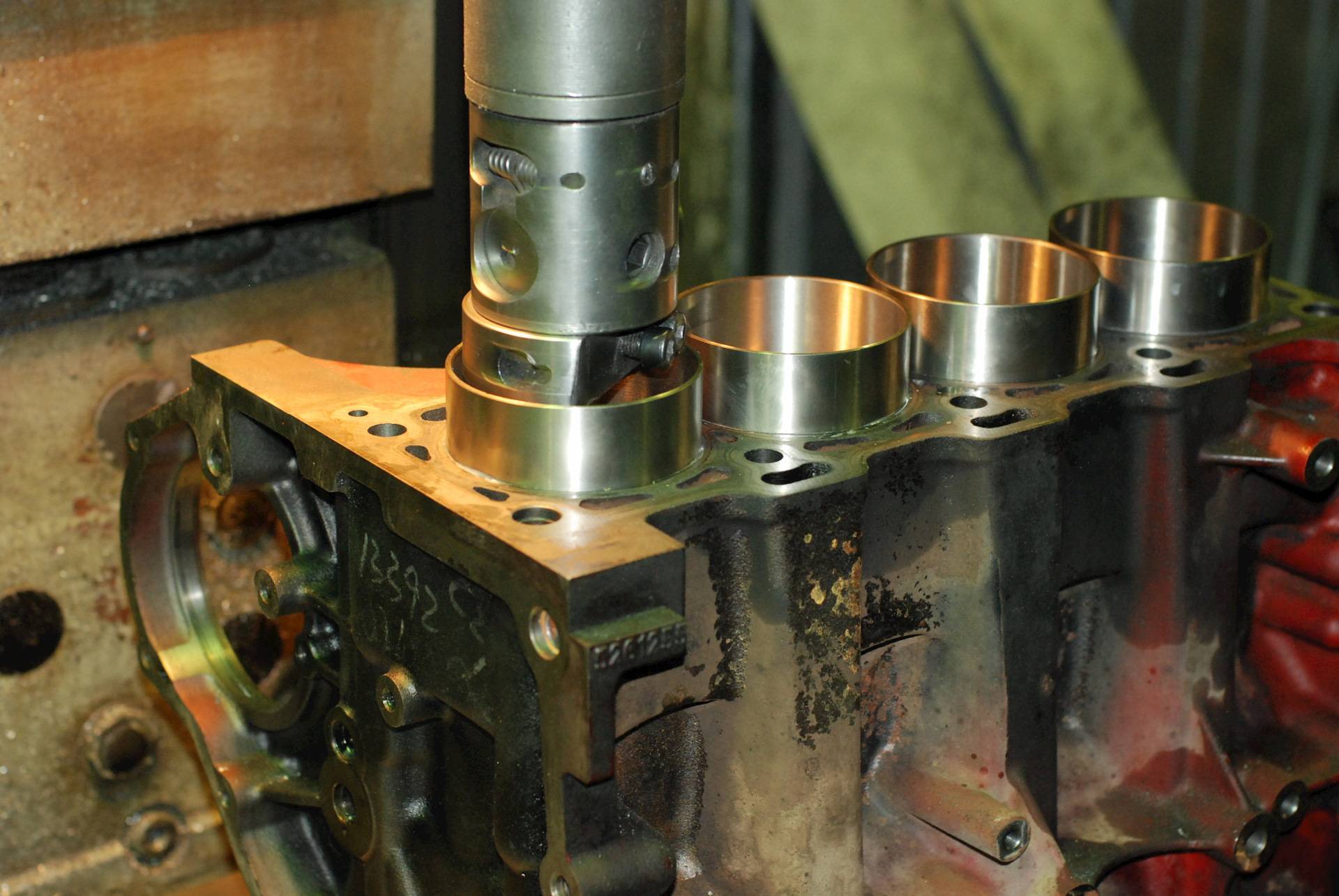
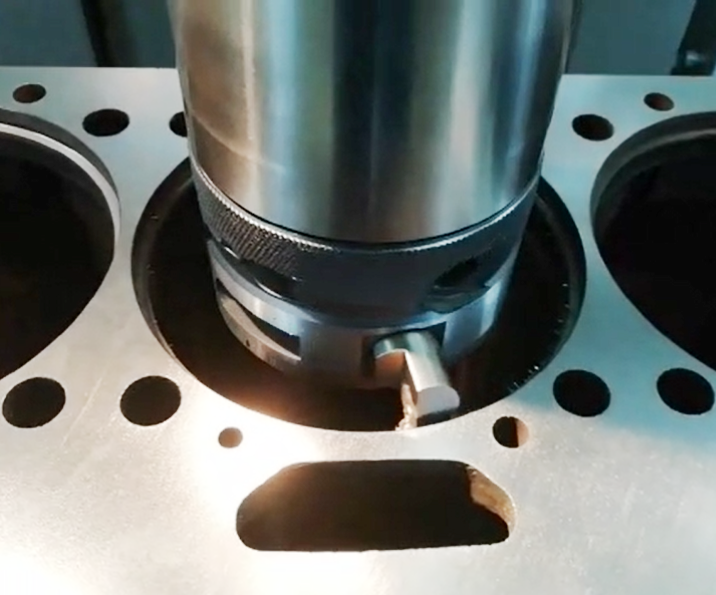
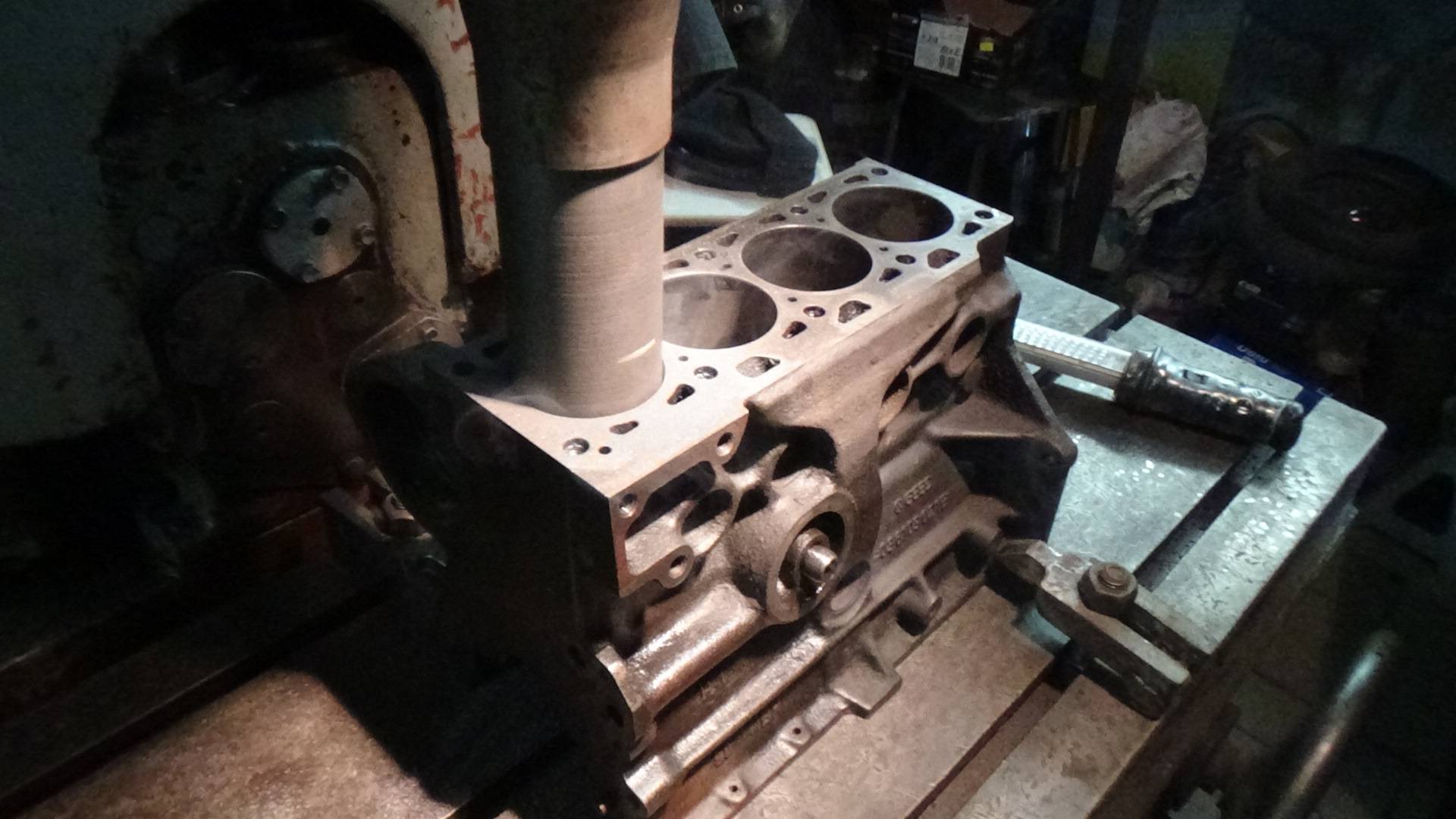
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
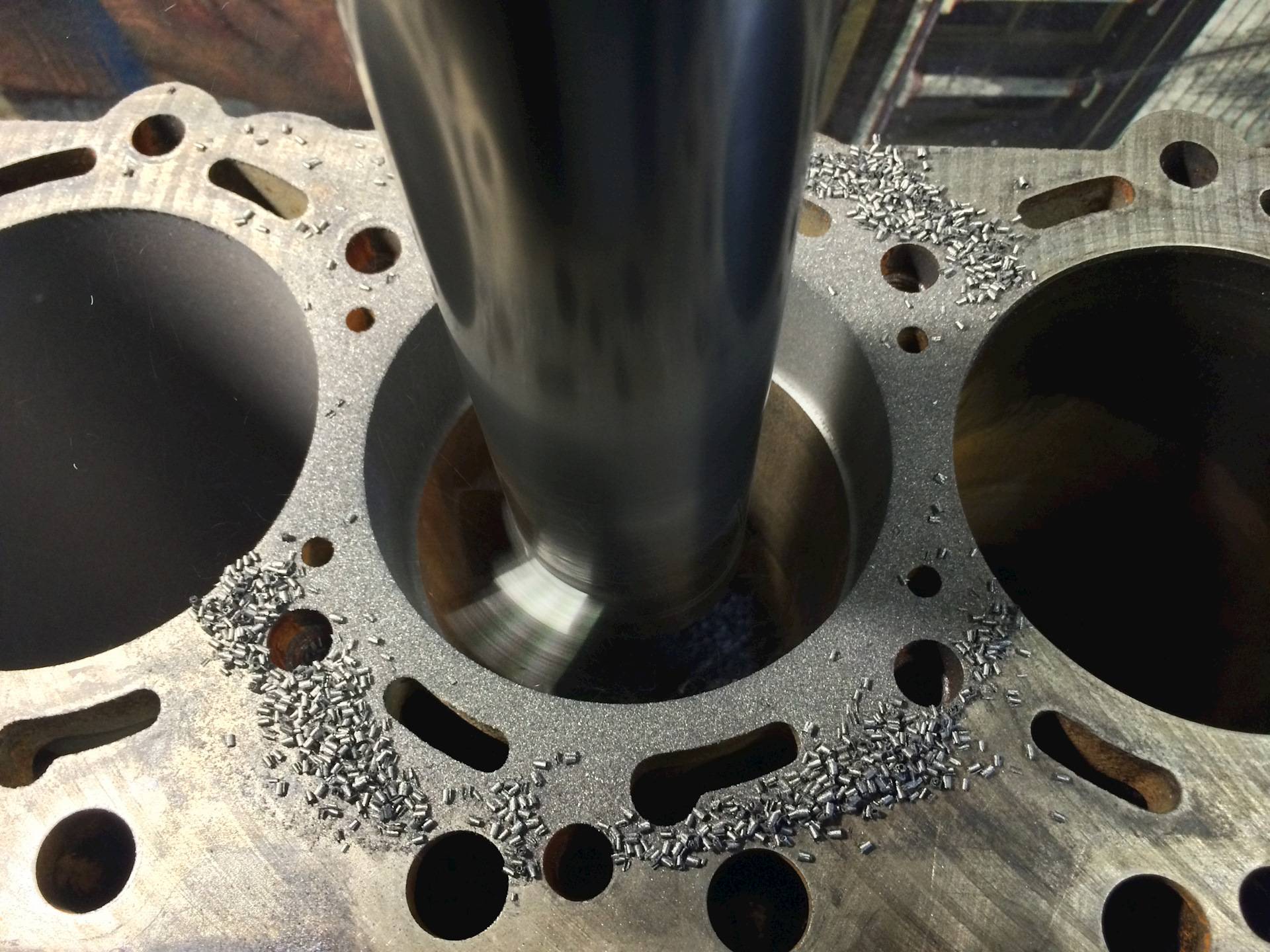
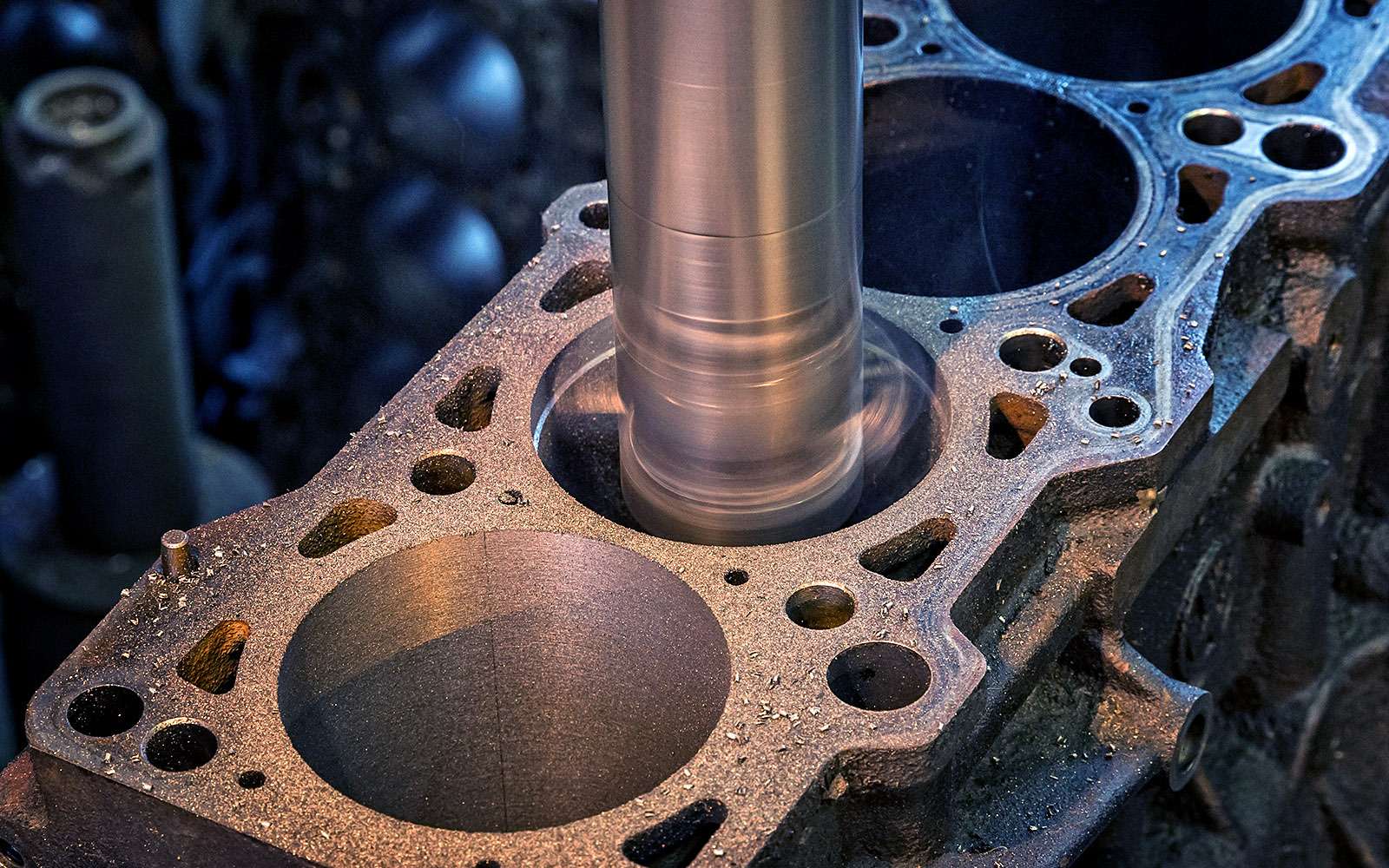
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
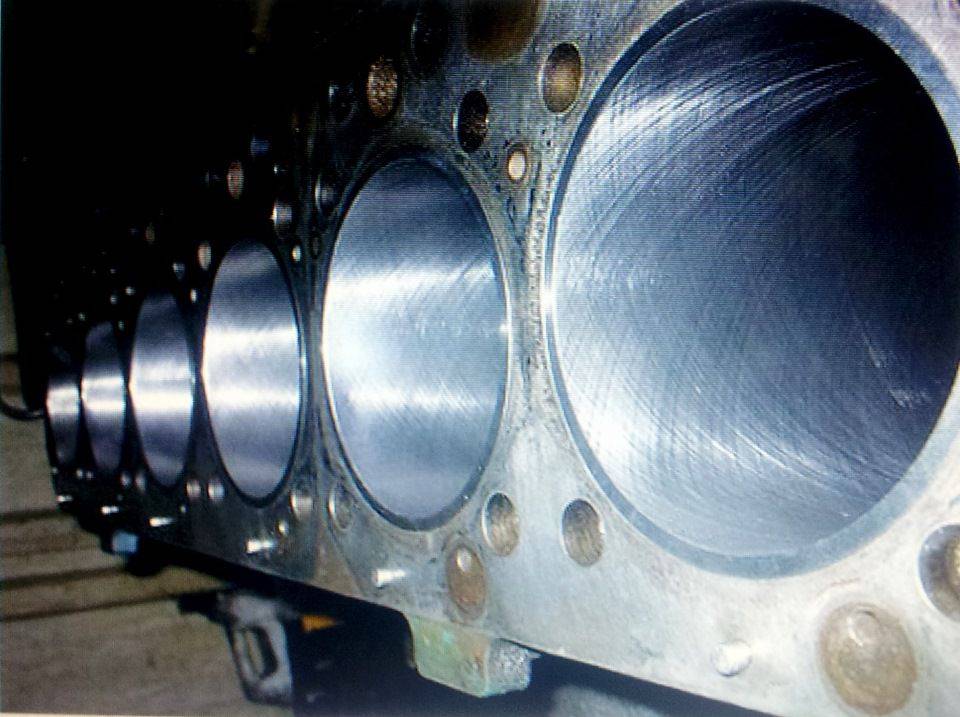
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.







Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Что такое хонингование цилиндров двигателя
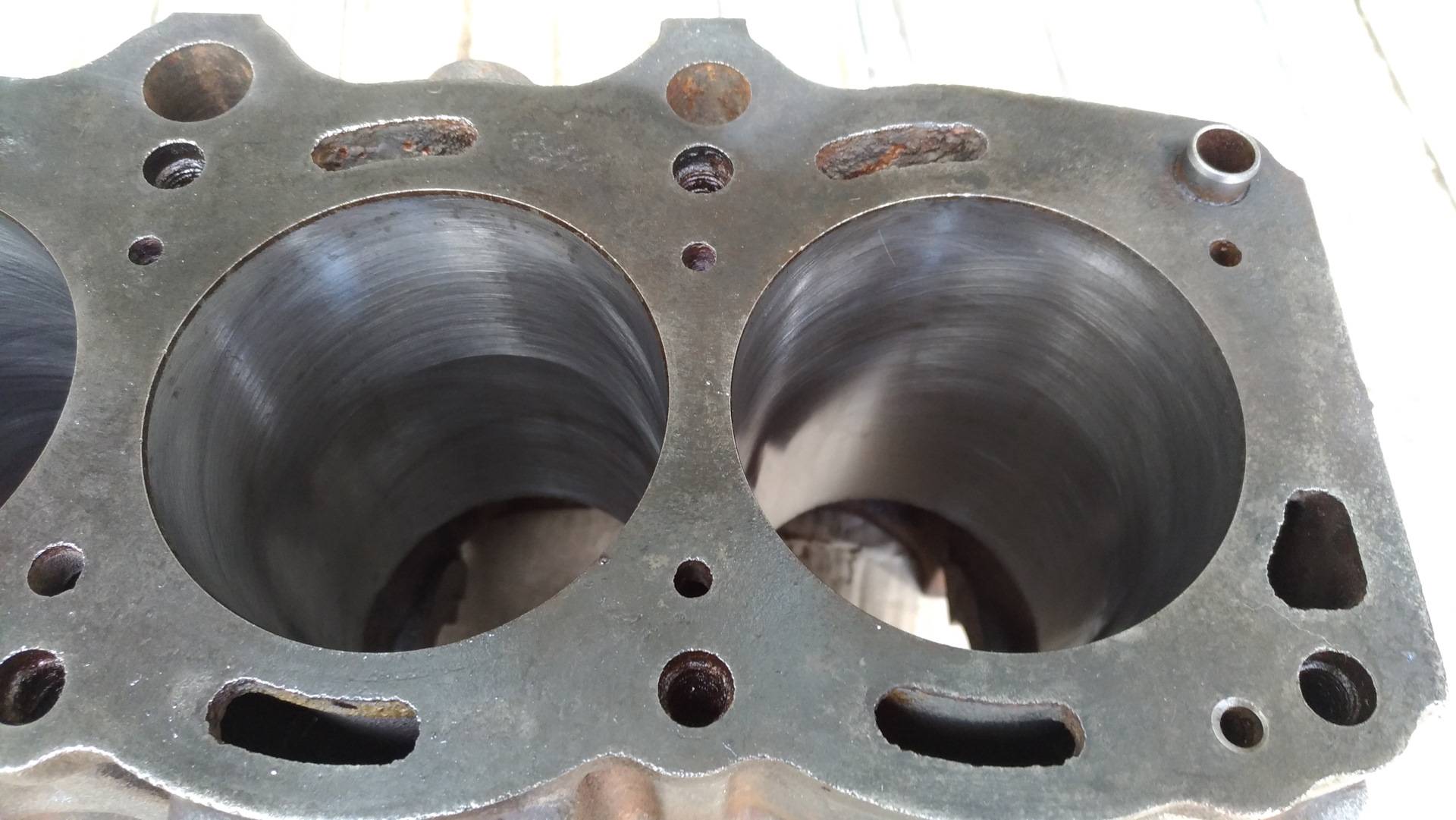
Во время движения автомобиля мотор подвергается высоким нагрузкам, вследствие которых происходит естественный износ узлов. Двигатель меняет свои характеристики по мере наработки моточасов и в определенный момент требует ремонта. Состояние рабочей поверхности ЦПГ – основной критерий здоровья мотора. Хонингование блока цилиндров требуется, если появились задиры и царапины, а также если присутствует конусность.
При капитальном ремонте слесарь растачивает полностью разобранный блок до ближайшего ремонтного размера, который позволяет убрать дефекты зеркала и устранить отклонения по конусности и эллипсности. Гладкая зеркальная поверхность после расточки выглядит очень эффектно, но для лучшей работы мотора надо создать на ней насечки. Это также делается на токарном станке специальным инструментом – хоном. При должном навыке можно провести эту операцию вручную, но качество будет заметно хуже.
Технология ремонта постоянно совершенствуется. В настоящий момент все производители перешли на плосковершинное хонингование. При такой обработке насечки не имеют острых краев (вершин), которые контактируют с поршнем и кольцами при работе мотора. После расточки слесарь должен воспроизвести такую же структуру зеркала. Правильно выполненный ремонт облегчает процесс обкатки мотора и обеспечивает оптимальные зазоры между деталями. Такой мотор не будет расходовать масло и обеспечит максимальный пробег до следующего капитального ремонта.
Хонингование блока цилиндров – это процедура нанесения сетки на рабочую поверхность блока двигателя. Она позволяет обеспечить двигателю наилучшие условия смазки для трущихся деталей. В канавках, образованных хоном, задерживается моторное масло.
Хонингование проводится в два этапа. Сначала используется крупный абразив, который дает крупные насечки. Затем применяется финишная обработка, сглаживающая дефекты и неровности от предыдущей операции. Выделяют алмазное и керамическое нанесение рисок. Первое предпочтительнее по причине более высокой точности обработки, но дороже. Второй способ используется чаще из-за большей доступности цены работы и стоимости оснастки. Автопроизводители могут использовать лазерную финишную обработку, которая невозможна в кустарных условиях.
По окончании работы блок надо тщательно промыть. Желательно это делать струей воздуха или смазочно-охлаждающей жидкости под давлением. Необходимо обеспечить не только внешнюю чистоту детали, но и вымыть металлические стружки и остатки абразивной пасты из скрытых полостей. Частички керамики и металла, оставшиеся в двигателе, могут нанести непоправимый урон. Для того чтобы сгладить поверхность, после черновой обработки применяют финишную шлифовку.
Режимы обработки
Чтобы моторное масло надежно удерживалось на внутренней поверхности цилиндра, создается шероховатость (сетка). На идеально ровной стенке любая жидкость будет стекать, а при наличии макроскопических неровностей она будет удерживаться. Больше площадь контакта, меняется и направление действующих сил.
В рабочем цилиндре двигателя создаются условия для взаимодействия через масляную пленку между деталями цилиндропоршневой группы. Для ряда ковких чугунов установлено, что эта величина должна составлять 12…25 мкм. Глубина впадин находится на уровне 8…18 мкм. Оптимальный угол для сетки составляет α = 30-35 ⁰.
- Риски наносят при первом хонинговании с использованием брусков, имеющих зерно 150 единиц (150 зерен на 1 см). Глубина образуемых рисок может достигать до 120-160 мкм. Однако, использовать сразу после подобной обработки детали нельзя. Износ поршневых колец при высокой температуре газов будет довольно интенсивным (но некоторые производители выпускают двухтактные двигатели с подобной обработкой, у них невысокий моторесурс).
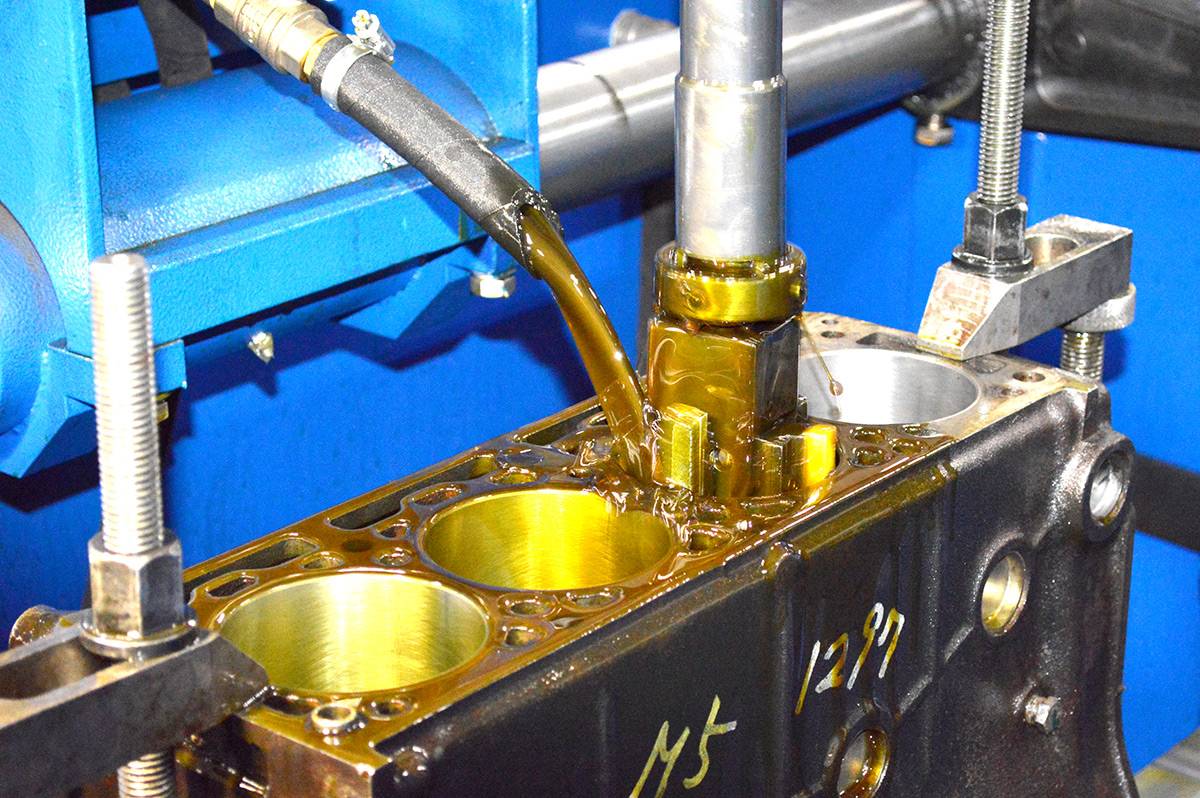
- Вторая обработка ведется обязательно в среде СОЖ. Используют бруски с зерном 400…500 единиц. Здесь стачиваются острые кромки на рисках. Глубина впадин уменьшается до 45-60 мкм.
- Финишная обработка позволяет получать требуемые параметры на стенках цилиндров.
- При необходимости производят карцевание. Здесь выполняется не обтачивание, а прикатывание поверхностных выступов. Размер практически не меняется. Происходит уплотнение самой поверхности. Обычно такую операцию выполняют для цилиндров гоночных автомобилей, работающих на предельных режимах эксплуатации.

Карцевание выполняют специальными щетками
Карцевание применяют и при наружной обработке некоторых деталей ДВС. Так поступают для поршневых пальцев и шеек коленчатого вала.

Хонинговальная головка

Бруски абразивные
Хонингование цилиндров и смысл этого процесса
Как выполняется резка профильной трубы Множество специализированных автомастерских упражняются хонингованием цилиндров
Важной целью, как вы уже поняли, является уменьшение шероховатости для связи поршня и цилиндров. Во время своей эксплуатации двигатель теряет свои начальные свойства, вследствие чего возникают затруднения при его функционировании. Составная часть двигателя, а также его детали начинают деформироваться
Составная часть двигателя, а также его детали начинают деформироваться
Уделив особое внимание цилиндру, когда он находится в разрезе, можно заметить, что форма его в виде овала. При выполнении ремонта или частом эксплуатировании на поверхности цилиндров могут оставаться царапины и следы. В связи с этим возникаю следующие проблемы:
В связи с этим возникаю следующие проблемы:
1. Теряются компрессионные свойства.




2. Увеличиваются затраты смазки и горючего.
3. Сбавляются обороты мотора.
По этим причинам необходимо в обязательном порядке произвести починку двигателя. Делать это необходимо в положенное время, иначе внешний вид и работоспособность цилиндров может отразиться непосредственно на функционировании иных механизмов. Что может вызвать неисправность. Бывают ситуации, в которых вследствие переноса починки доводилось устанавливать новый кривошипно-шатунный механизм.
Производится реставрация детали в пару этапов, таких как:
· Мастер делает расточку всех имеющихся гильз в соотношении с последующим ремонтным параметром. На случай когда раньше не совершался ремонт, то расточку делают до минимального размера, таким является первый
Очень важно создать лишним припуск в пару мм
· Проводится хонингование для того, чтоб гильзы имели правильную форму, и чтоб в свою очередь уменьшилась шероховатость.

Что лучше: хонингование или шлифовка цилиндров мотора
Разницей между двумя методами выступает то, что после шлифовки поверхность будет исключительно гладкой, а для того, чтобы задерживался смазочный раствор, должна присутствовать незначительная шероховатость. Поэтому, чтобы обеспечить качественное и обильное смазывание колец поршня, мы вам советуем прибегнуть именно к хонингованию деталей.
Конечно, некоторые мастера предпочитают не использовать хон, так как утверждают, что в любом случае в дальнейшей эксплуатации мотора образуется зеркало (так называется гладкая поверхность). Мы это не будем отрицать, но подумайте, как вы отсрочите следующий ремонт, если воспользуетесь щадящим хоном. Вы выиграете время и сэкономите.
Подведём итог нашей сегодняшней статьи
Не забывайте своевременно уделять внимание деталям вашего двигателя, как никак от него многое зависит. Надеемся, вам стали понятны плюсы, которые приносит с собой рассматриваемый способ обработки
Удачи вам и не забывайте оставлять комментарии ниже.
Источник
Причины выхода из строя цилиндра

Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Доработка ГБЦ
Вне зависимости от водительского стажа всем автолюбителям хочется увеличить мощность своего авто, и они ищут самые разные способы для достижения этого. В сущности, вариантов есть несколько, и одним из них является доработка ГБЦ. В результате проведения данного мероприятия можно увеличить мощность двигателя до 15%.
Как известно, крутящий момент, а, следовательно, и мощность двигателя, напрямую зависят от такого параметра, как степень наполнения топливной смесью камер сгорания цилиндров — чем выше наполнение, тем больше мощность двигателя и величина крутящего момента.
Для этого можно установить распределительный вал, в котором будут расширены фазы выпуска и впуска, а также увеличена степень поднятия клапанов. Но, как показывает практика, зачастую этого оказывается недостаточно. Если тщательно подойти к такому способу доработки ГБЦ, то можно обнаружить множество недочетов, которые на первый взгляд и кажутся мелкими, но, тем не менее, именно они препятствуют тому, чтобы в полной мере реализовать весь потенциал двигателя. Это обуславливается тем, что при массовом изготовлении двигателей и ГБЦ используются стандартные технологии. Но это все может исправить доработка.
Доработка ГБЦ является очень удачным способом повышения мощности двигателя. Прежде всего, это относится к доработке выпускных и впускных клапанов ГБЦ, что требуется для улучшения наполнения камеры сгорания за счет уменьшения потерь в каналах головки
Следует обязательно принимать во внимание то обстоятельство, что скорость движения газов в каналах ГБЦ почти звуковая — отсюда и шумы в процессе выпуска и впуска. Любые, даже очень незначительные, шероховатости и неровности ведут к снижению скорости потока, ухудшению наполнения цилиндров и падению скорости и мощности автомобиля
В процессе проведения доработки ГБЦ необходимо провести следующие работы:
- доработка каналов (увеличение диаметра, изменение геометрии, расчет оптимальных радиусов закруглений).
- доработка клапанных седел (необходимо убрать острые кромки, которые в самом начале открытия создают сильное сопротивление).
- необходимо как можно тщательнее совместить каналы в ГБЦ и впускным коллектором — даже малейшие местные несостыковки приводят к сильному замедлению скорости потока.
- шлифовка каналов до достижения частоты 4-5 класса, что считается почти зеркальной.
Работа эта очень кропотливая и тонкая, и самостоятельно выполнять ее можно только в том случае, если имеется большой опыт работы в доработке и ремонте двигателей.
После того, как все мероприятия по доработке головки блоков цилиндров будут выполнены, можно полностью раскрыть потенциал двигателя Вашего автомобиля. Конечно, объем работы предстоит немаленький, придется поработать и потратиться, но конечный результат стоит того — авто порадует Вас мощностью и скоростью.





Все статьи >>
Причины выхода из строя цилиндра

Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.





