
Пневматическая опрессовка
Для испытания подключается компрессор, оборудованный манометром, к запиточному или сливному крану. При этом конструкция насоса и его привод роли не играют, главное, чтобы его мощность была на достаточном уровне. В целях безопасности избыточное давление не повышают более 1,5 атм. Воздушные клапаны при этом заменяются заглушками.
Время выдержки давления в системе больше по сравнению с гидравлическим испытанием. Это связано со свойствами газов, так как стабилизация давления в контуре происходит медленно. Его значение будет первоначально неизбежно снижаться даже при исправном оборудовании. После стабилизации воздушного давления выдержка должна составлять более получаса.
Пневматическая опрессовка
Несмотря на простоту операций, осуществляемых при опрессовке, это ответственное мероприятие, которое желательно поручить квалифицированному специалисту.
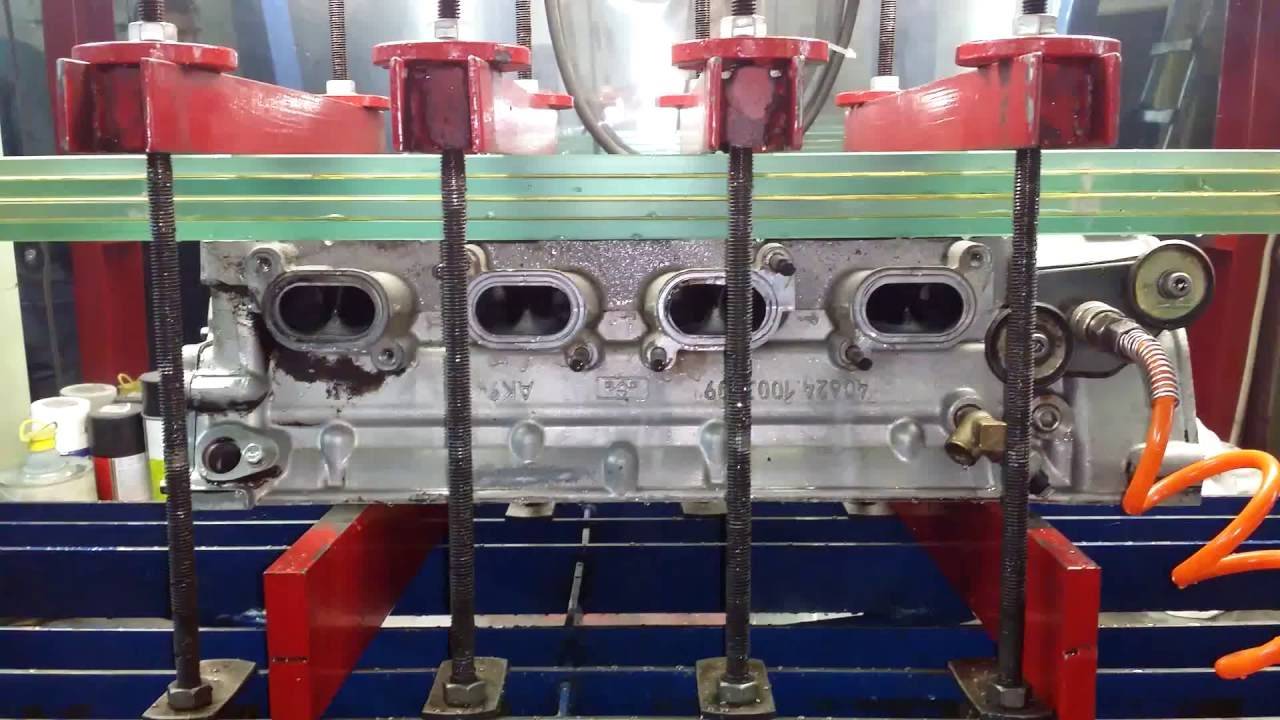
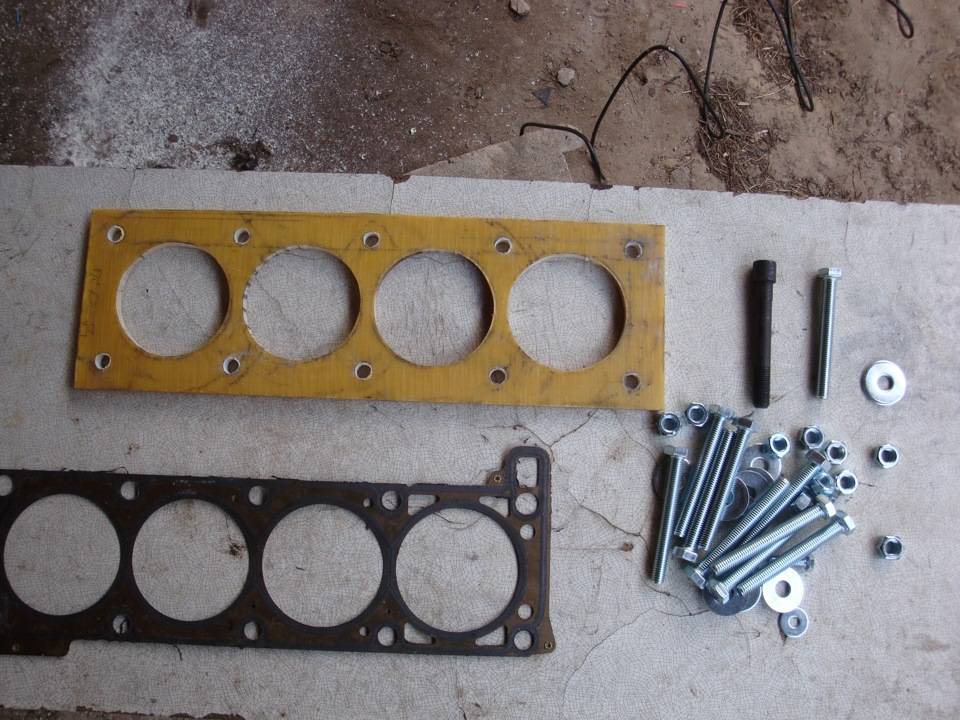
Опрессовка своими руками без ванны
Это самый простой способ, требующий минимальных вложений. Для него не нужен резервуар с дополнительной контролирующей и направляющей оснасткой. Достаточно выполнить внешнюю герметизацию цилиндра и подать в полости воду под давлением. Недостатком этого способа будет низкая точность диагностики, то есть мелкие трещины могут так и остаться незамеченными. Как же сделать опрессовку ГБЦ без той же ванны и специального оборудования, но с достаточной степенью эффективности? Для этого можно использовать керосин в качестве наполнителя. Выходные каналы также герметизируются, после чего емкость самого цилиндра наполняется технической жидкостью. Благодаря высокой проникающей способности керосин просочится в самые мелкие отверстия, выйдя наружу.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.

Применяемое оборудование
Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
В каких случаях проводится операция?
Выполнять опрессовку требуется не только при выявлении признаков нарушения функционирования блока. В рамках комплексной диагностики данную технологию используют после ремонтных работ, замены отдельных элементов и расходников конструкции двигателя, переустановке и т. д. Что касается конкретных симптомов, то опрессовка ГБЦ должна производиться в следующих ситуациях:
- Имеются нарушения в работе внутренних каналов блока.
- Наблюдается нехарактерный перегрев силового агрегата.
- Если слышны выраженные стуки и вибрации в части отсека с цилиндрами.
Своевременно проведенная опрессовка дает возможность зафиксировать наличие дефекта и предпринять уже другие меры по восстановлению конструкции. Наиболее же часто серьезные повреждения с нарушением герметичности встречаются после выполнения сварочных работ, когда швы недостаточно обрабатываются и со временем возникают каналы утечки.
Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.
Прайс-лист (средние цены по ремонту для Украины, г. Киев)
- Ремонт ГБЦ от 1300 грн.
- Шлифовка плоскости ГБ от 150 грн.
- Шлифовка фаски клапана 35 грн./шт.
- Расточка седла клапана 60 грн./место
- Выпрессовка-запрессовка втулок клапана 50 грн./шт.
- Смена седла клапана 350 грн./шт.
- Смена сальников ГБЦ 10 грн./шт.
- Сварка мест коррозии, заваривание трещин ГБЦ 50 грн./место
- Проверка плоскости на прогиб 50 грн.
- Разборка и сборка ГБЦ 200 грн.
- Дефектовка ГБЦ 200 грн.
- Прочистка клапанов 10 грн./шт.
- Проверка герметичности на вакуум-тестере 50 грн.
Материал подготовлен при сотруднечестве с https://carta.ua/
*Комментарий: редакция не несёт ответственности за содержание и мнения, изложенные в статьях со знаком Ⓟ.
Какой нужен инструмент для испытаний?
А теперь давайте поговорим о том, какое оборудование для опрессовки используется при проведении работ. Чтобы выполнить гидравлические испытания, нужно использовать специальной конструкции насосы (они называются опрессовщиками). Можно встретить две модификации – электрические и ручные.

Ручные насосы – это кювета в виде прямоугольника, в нее заливается вода, которая далее нагнетается в систему отопления. На боку ставится насос плунжерного типа, на нем сверху находится рукоять. Именно с ее помощью и приводится в движение плунжер насоса. На корпусе имеются манометры, с их помощью контролируется давление жидкости, нагнетаемой в систему. Один запорный вентиль позволяет отсекать воду после того, как будет завершена закачка в трубы. Второй вентиль позволяет сливать из бака жидкость.
У плунжерных насосов принцип действия точно такой же, как у простых поршневых, которые используются для накачивания велосипедных или автомобильных камер. Но есть и отличие – в конструкции плунжерного насоса имеется цилиндрический стальной поршень, который перемещается в корпусе с минимальным зазором. Именно с помощью этого получается накачивать в систему отопления жидкость давлением до 60 бар.
Самый главный недостаток у ручных механизмов – это то, что нужно большое время для проведения работ по опрессовке. Причем время проведения испытания зависит от того, какая длина у отопительных контуров. Порой для полного наполнения нужно затратить несколько часов. Представьте, сколько сил вы потратите, чтобы дергать рукоять.
Именно с целью уменьшения затрат и автоматизации процесса используются специалистами электрические насосы. Работают они по такому же принципу, как и ручные, только мускульная сила заменяется электроприводом. Автоматические системы хороши тем, что вы можете задать необходимый уровень нагнетаемого давления. Как только он будет достигнут, происходит отключение всего оборудования.
Автоматические устройства могут закачивать жидкость под давлением 40-100 бар. Но есть и промышленные образцы, которые способны создавать давление вплоть до 1000 бар.
Обратите внимание на то, что Минэнерго устанавливает требования, согласно которым необходимо использовать манометры для контроля только пружинного типа, класс точности у них должен быть 1,5. Длина окружности корпуса должна быть более 160 мм
Шкала должна быть рассчитана на измерение напора, величина которого не менее 4/3 от минимального, цена деления менее 0,1 бара.
Опрессовка и шлифование ГБЦ
Наша компания выполняет диагностическую опрессовку и шлифование ГБЦ в Туле при ремонте автотранспорта все классов и категорий. Преимуществами обращения к нашим услугам являются:
- наличие современного оборудования;
- наличие собственных площадей для ремонта и тестирования транспорта;
- высокая квалификация мастеров;
- большой практический опыт;
- связи с надежными поставщиками оригинальных запчастей и механизмов;
- гибкая ценовая политика.
Мы ценим клиентов, отдавших предпочтение нашей фирме и делаем все для того, чтобы доказать правильность выбора. Позвоните, чтобы уточнить детали заказа, условия оплаты и время прохождение диагностики. Будем рады доказать свой профессионализм и ответственность!






Опрессовка системы отопления
Определите тип и параметры теплоносителя. В системе отопления частного дома при проведении опрессовки теплоноситель должен находиться под рабочим давлением в 2 атмосферы. Поступая в систему, теплоноситель вытесняет скопившийся в трубах воздух. В этом качестве может выступать антифриз или обычная водопроводная вода, но в любом случае рабочее вещество должно заполнить все без исключения элементы трубопровода. Антифриз дороже обходится при эксплуатации, но он дает возможность избежать повреждения системы при ее аварийном замерзании.
Подготовьте оборудование. Квалифицированная опрессовка системы отопления ведется с использованием особого прибора, называемого опрессовщиком. Это гидравлический насос, который может быть ручным или электрическим. Высокая стоимость профессионального оборудования делает невыгодным приобретение его в личное пользование для разовой опрессовки. Обычно опрессовщики приобретаются фирмами, специализирующимися на работах такого рода. Шланг, отходящий от опрессовщика, заканчивается накидной гайкой. Этот шланг присоедините к отопительной системе на месте расширительного бака, сливного крана или в любой иной подходящей точке.
Те, кто намерен выполнить опрессовку своими руками, могут воспользоваться дешевыми насосами вибрационного типа. Для этой цели вполне подойдут насосы следующих марок:
- «Ручеек»;
- «Малыш»;
- «Беламос»;
- «Сверчок».
Ручные опрессовочные насосы автономны, они позволяют нагнетать давление посредством рычага. В прибор, как правило, встроен манометр. Такими устройствами удобнее всего проводить опрессовку небольших систем отопления. Электрические насосы более сложны по своему устройству, но позволяют создать заданный оператором уровень давления.
Выбор конкретного способа опрессовки зависит от времени года, в которое был выполнен монтаж отопительной системы. К примеру, если монтаж сделан в зимний период, то заливать в систему воду может быть опасно: если что-то пойдет не так, жидкость может замерзнуть в трубах.
Требования к инструменту хонингования
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.
Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Процесс опрессовки
Опрессовка систем отопления частного дома начинается с отключения от системы котла отопления, автоматических воздухоотводчиков и расширительного бака. Если на это оборудование ведут запорные краны, можно закрыть их, но если краны окажутся неисправными, расширительный бак точно выйдет из строя, а котел — в зависимости от давления, которое на него подадите. Потому расширительный бак лучше снять, тем более, что сделать это несложно, ну а в случае с котлом придется надеться на исправность кранов. Если на радиаторах стоят терморегуляторы, их также желательно снять — они не рассчитаны на высокое давление.
Иногда тестируется не все отопление, а только какая-то часть. Если это возможно, ее отсекают при помощи запорной арматуры или устанавливают временные перемычки — сгоны.
Далее процесс такой:
Если система была в эксплуатации, сливается теплоноситель.
К системе подключается опрессовщик. От него отходит шланг, заканчивающийся накидной гайкой
Этот шланг и подключают к системе в любом подходящем месте, хоть на месте снятого расширительного бака или вместо сливного крана.
В емкость опрессовочного насоса наливается вода, при помощи насоса закачивается в систему.
Аппарат подключается к любому доступному входу — на подающем или обратном трубопроводе — неважно
Перед поднятием давления надо удалить из системы весь воздух. Для этого можно немного прокачать систему при открытом сливном кране или спустить его через воздухоотвочики на радиаторах (краны Маевского).
Система доводится до рабочего давления, выдерживается не менее 10 минут
За это время спускается весь оставшийся воздух.
Давление повышается до проверочного, выдерживается некоторый промежуток времени (регламентируется нормативами Минэнерго). За время испытания проверяются все приборы и соединения. Их осматривают, на предмет появления течи. Причем течью считается даже слегка влажное соединение (запотевание тоже требует устранения).
Во время опрессовки контролируется уровень давления. Если на протяжении испытания его падение не превышает норму (прописано в СНиПе), система считается исправной. Если давление упало хоть немного ниже нормы, надо искать утечку, устранять ее, потом начинать опрессовку снова.
Как уже говорилось, опрессовочное давление зависит от типа испытываемого оборудования и системы (отопление или горячее водоснабжение). Рекомендации Минэнерго, изложенные в «Правилах технической эксплуатации тепловых энергоустановок» (п. 9.2.13) для удобства пользования сведены в таблицу.
| Тип испытываемого оборудования | Испыательное давление | Длительность испытания | Разрешенное падение давления |
|---|---|---|---|
| Элеваторные узлы, водонагреватели | 1 МПа(10 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с чугунными радиаторами | 0,6 МПа (6 кгс/см2) | 5 минут | 0,02 МПа (0,2 кгс/см2) |
| Системы с панельными и конвекторными радиаторами | 1 МПа (10 кгс/см2) | 15 минут | 0,01 МПа (0,1 кгс/см2) |
| Системы горячего водоснабжения из металлических труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 10 минут | 0,05 МПа (0,5 кгс/см2) |
| Системы горячего водоснабжения из пластиковых труб | рабочее давление+ 0,5 МПа (5 кгс/см2), но не более 1 МПа (10 кгс/см2) | 30 минут | 0,06 МПа (0,6 кгс/см2), с дальнейшей проверкой в течении 2 часов и максимальным падением 0,02 МПа (0,2 кгс/см2) |
Обратите внимание, что для тестирования отопления и водопровода из пластиковых труб, время выдержки тестового давления 30 минут. Если за это время никаких отклонений не обнаружено, система считается успешно прошедшей опрессовку. Но испытание продолжают еще 2 часа
И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2)
Но испытание продолжают еще 2 часа. И за это время падение давления в системе не должно превышать норму — 0,02 МПа (0,2 кгс/см2).
Таблица соответствия разных единиц измерения давления
С другой стороны, в СНИП 3.05.01-85 (п 4.6) есть другие рекомендации:
- Испытания систем отопления и водоснабжения проводить давлением в 1,5 от рабочего, но не ниже 0,2 МПа (2 кгс/см2) .
- Система считается исправной, если через 5 минут падение давления не превысит 0,02 МПа (0,2 кгс/см).
Какими нормами пользоваться — вопрос интересный. Пока действуют оба документа и определенности нет, так что правомочны оба. Надо подходить к каждому случаю индивидуально, учитывая максимальное давление, на которое рассчитаны ее элементы. Так рабочее давление чугунных радиаторов — не более 6 Атм, соответственно, испытательное давление будет 9-10 Атм. Примерно также стоит определяться со всеми другими компонентами.
https://youtube.com/watch?v=ruN3puj3EyU
Механизмы для проведения
Опрессовщики, т.е. специальные насосы для проведения соответствующих испытаний отличаются по конструктивному устройству. По этому признаку их относят к трем видам:
- Поршневым.
- Пластинчато-роторным.
- Мембранным.
Если требуется проведение испытаний трубопровода (или другого объекта) сравнительно небольшого объема (например, в частном домостроении), то оно может быть выполнено с помощью недорогого и простого в обслуживании ручного опрессовщика. Такой механизм позволяет закачивать в систему за минуту до трех литров рабочей жидкости.Для проверки систем многоэтажного дома понадобится более мощный механизм с приводом от двигателя внутреннего сгорания или электрическим. Отечественный УГО-30 укомплектован 16-литровым баком и позволяет развить давление до 30 атм. Ручными двухступенчатыми насосами УГО-50 и УГО-450 пользуются при выполнении более сложных задач.







В бытовых условиях применяют компактные устройства, которые могут иметь ручное управление
Признанным качеством отличаются опрессовщики с электроприводом немецкой сборки, выпускаемые компаниями Rothenberger (модель ROTEST GW 150/4, к примеру, предназначенная для проверки воздухом систем питьевого водоснабжения и газоснабжения) и Ridgid ( например, модель 1460-Е 19021 находит применение в системах, заполненных в качестве рабочей жидкости водой, маслом или этиленгликолем).
Ремонт клапанных седел
Небольшой износ клапанного седла устраняют притиркой к нему клапана. При значительном износе клапанное седло фрезеруют конусными фрезами, вначале черновой фрезой с углом 45° (седло выпускного клапана двигателя ЗИС-120 фрезеруют фрезой с углом 30°), затем фрезой с углом 75° (снимают нижнюю фаску) и, наконец, фрезой с углом 15° (снимают верхнюю фаску). После этого седло окончательно обрабатывают чистовой фрезой с углом 45°.
Фрезерование можно производить только в том случае, если направляющие втулки клапанов мало изношены или они новые и обеспечивают плотную посадку стержня фрезы. При фрезеровании не следует снимать излишний слой металла, чтобы не уменьшить срок службы седла.
После фрезерования седло шлифуют конусным камнем при помощи электродрели и притирают клапан. При большом износе седла или после неоднократного фрезерования, когда верхняя кромка головки клапана опускается ниже кромки седла на 0,5 мм, гнездо растачивают на сверлильном станке торцевой фрезой и впрессовывают в него чугунное кольцо с натягом 0,12—0,2 мм, которое затем обрабатывают коническими фрезами в последовательности, указанной выше. Если же в блоке предусмотрена установка сменных седел, то изношенное седло заменяют новым ремонтного размера.
Для замены седла клапана необходимо:
- Выпрессовать изношенное седло из блока, пользуясь специальным съемником; съемник установить в седло так, чтобы его рычажки были ниже кольцевого пояска седла; затем подвернуть винт разжимного конуса и натяжной гайкой выпрессовать седло.
- Расточить гнездо в блоке торцевой фрезой, учитывая посадку седла с натягом 0,12—0,2 мм.
- Запрессовать новое седло и расчеканить его края оправкой.
- Прошлифовать седло и притереть к нему клапан.
Заводы выпускают седла ремонтных размеров с наружным диаметром, увеличенным на 0,05 и 0,25 мм для двигателей ГАЗ-51 и М-20 «Победа» и на 0,5 мм — для двигателя автомобиля «Москвич».
Что такое опрессовка системы отопления и водоснабжения?
Отопление и водоснабжение — две системы, состоящие из большого количества самого разнообразного оборудования. Как известно, работоспособность любой многокомпонентной системы определяется самым слабым элементом — при выходе его из строя она останавливается полностью или частично. Чтобы выявить все слабые места и проводится опрессовка отопления и водоснабжения. Если говорить простым языком, специально поднимается давление намного выше рабочего, закачивая жидкость. Делают это при помощи специального оборудования, контролируют давление при помощи манометра. Второе название опрессовки — гидравлические испытания. Наверное, понятно почему.

Опрессовка отопления проводится после любого ремонта или перед отопительным сезоном
Когда проводится опрессовка системы отопления, давление поднимают на 25-80% в зависимости от типа труб, радиаторов, другого оборудования. Понятное дело, что такое испытание выявляет все слабые места — все, что не имеет запаса прочности, ломается, в изношенных трубах и ненадежных соединениях появляются течи. Устранив все выявленные неполадки, обеспечиваем работоспособность своего отопления или водоснабжения на некоторое время.
Если речь идет о централизованном отоплении, то опрессовка обычно проводится сразу после окончания сезона. В таком случае имеется приличный промежуток времени для ремонта. Но это не единственный случай, когда проводятся подобные мероприятия. Опрессовка еще проходит после ремонта, замены любого элемента. В принципе, это понятно, — надо проверить, насколько надежно новое оборудование и соединения. Например, вы спаяли из полипропиленовых труб отопление. Надо проверить, насколько качественными получились соединения. Сделать это можно при помощи опрессовки.
Если говорить об автономных системах в частных домах или квартирах, то новое или отремонтированное водоснабжение проверяется обычно просто пуском воды, хотя и тут проверка на прочность не помешает. А вот отопление желательно испытывать «на полную», причем и перед вводом в эксплуатацию, и после ремонта. Имейте в виду, что те трубопроводы, которые прячутся в стены, в пол или под подвесной потолок, необходимо испытать до того момента, как их закроют. Иначе, если при испытаниях окажется, что там есть утечки, придется все разбирать/разбивать и устранять проблемы. Мало кого это обрадует.
Ремонт головки блока цилиндров (ГБЦ) дизельного двигателя
Головка блока цилиндра (ГБЦ) является важным элементом дизельного двигателя автомобиля. Резьбовой стяжкой она объединена с блоком цилиндров в единый узел и в рабочем состоянии несет огромную нагрузку. По проточенным каналам отводятся отработанные газы и поступает топливная смесь, в нее же вкручиваются свечи зажигания и вставляются форсунки. Режим интенсивной эксплуатации ДВС зачастую приводит к перегреву, засорению и поломке.
Почему приходится ремонтировать ГБЦ дизеля
Существует множество причин поломок. Среди самых частых:
- постоянный перегрев, обусловленный работой мотора на повышенных оборотах;
- избыточное давление из-за закипания охлаждающей жидкости в каналах охлаждения;
- износ посадочных мест, приводящий к смещению оси клапана (распределительного вала);
- изменение тепловых зазоров ГБЦ в результате образования нагара.
Существуют неисправности, которые без замены ГБЦ устранить нельзя. Причина – невозможность подобраться инструментом к поврежденным участкам. К таким неисправностям относятся микротрещины во впускном и выпускном канале головки дизельного двигателя, трещины в гнездах седел клапанов. В этих случаях не обойтись без замены узлов и запчастей.
Во всех остальных случаях высококвалифицированные специалисты смогут восстановить головку блока цилиндров.
Диагностика дизельного двигателя
Чтобы установить неисправность и составить список деталей для замены, следует провести диагностику. Первоначально проводится визуальное обследование на предмет выявления трещин, сколов и других дефектов. Если визуальный осмотр ничего не выявил, можно выполнить опрессовку – испытание системы на прочность и герметичность. Опрессовка проводится следующим образом:
- При помощи специальных накладок и уплотнителей закрываются каналы для прохода охлаждающей жидкости, через которые тепло от жидкости передается атмосферному воздуху.
- В ГБЦ подается воздух, сжатый до шести атмосфер. Закрытый узел опускается в бак с горячей водой.
Примерно через полчаса головка разогреется. Если в ГБЦ есть микротрещины, то они расширятся, их них начнут выделяться пузырьки воздуха.
Специалисты рекомендуют производить процедуру опрессовки при каждом снятии.
Этапы ремонта ГБЦ дизеля
Работы по восстановлению головки дизельного ДВС выполняются за срок от двух до пяти суток и проходят несколько этапов.
- Головка снимается с блока. Завариваются макро- и микротрещины.
- Производится восстановление отверстий направляющих втулок.
- Производится выравнивание покоробленной привалочной плоскости ГБЦ.
- Восстанавливаются (или заменяются) клапаны, седла, толкатели клапанов.
- Производится замена распределительного вала и сальников.
- Охлаждающие каналы очищаются от накипи, грязи, стружки и прочих сторонних частиц.
- Выполняется шлифовка.
- Осуществляется сборка ГБЦ с соблюдением рекомендаций производителя.
В процессе восстановления особое внимание уделяется устранению дефектов привалочной плоскости. Шлифовка осуществляется на специальном фрезерно-шлифовальном станке. Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность
Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС
Глубина шлифовки зависит от глубины участка с наибольшим износом, по которому выравнивается вся поверхность. Достигаемое таким способом высокое качество обработки гарантирует плотный контакт головки и блока цилиндров за счет идеально гладкой плоскости. Это значит, что горячие отработанные газы не смогут прорваться в месте расположения прокладки и гарантируют стабильную работу ДВС.
Точный перечень работ и их стоимость определяется по результатам диагностики и зависит от марки, года выпуска и состояния двигателя.
Ремонт головок блока цилиндров в СПб по выгодным ценам
Компания «ПетроМоторс» предлагает услуги по ремонту головок цилиндров дизельных ДВС в Санкт-Петербурге. Наша компания занимается капремонтом дизельных двигателей судовых, промышленных, грузовых авто, автобусов, спецтехники.
Благодаря наличию современного оборудования, высокой квалификации наших сотрудников и склада запчастей. Мастера нашего автосервиса быстро и качественно, проведут диагностику и на профессиональном уровне отремонтируют мотор. Ознакомиться с подробным списком работ, ценами на услуги и записаться на диагностику можно по телефону: 8(812)-929-59-98.







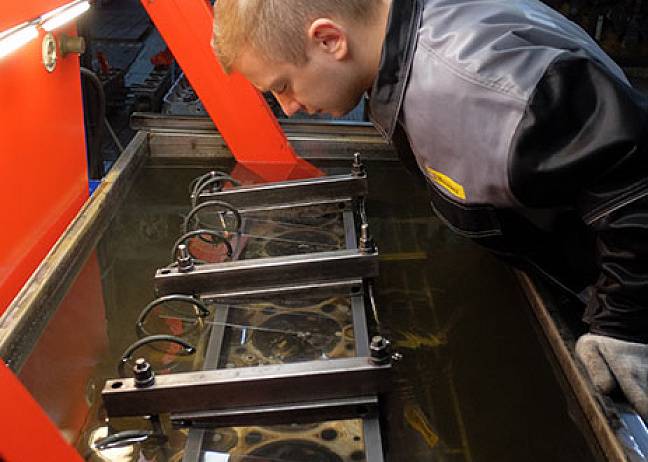

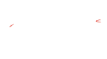
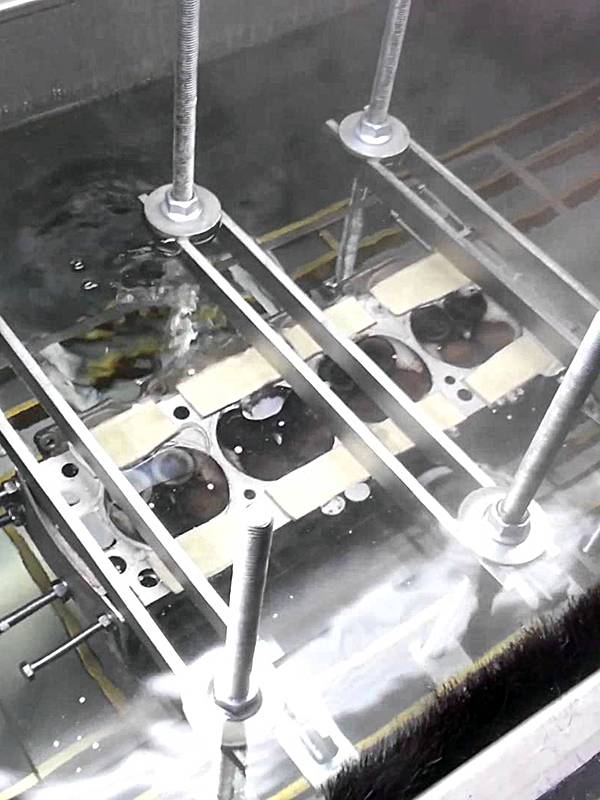
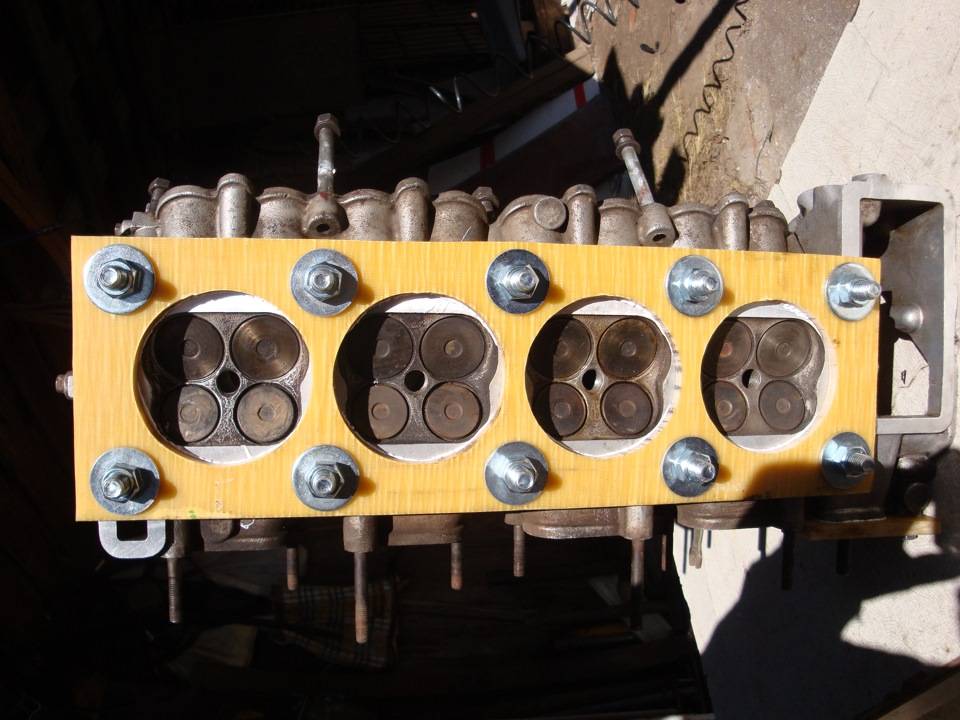
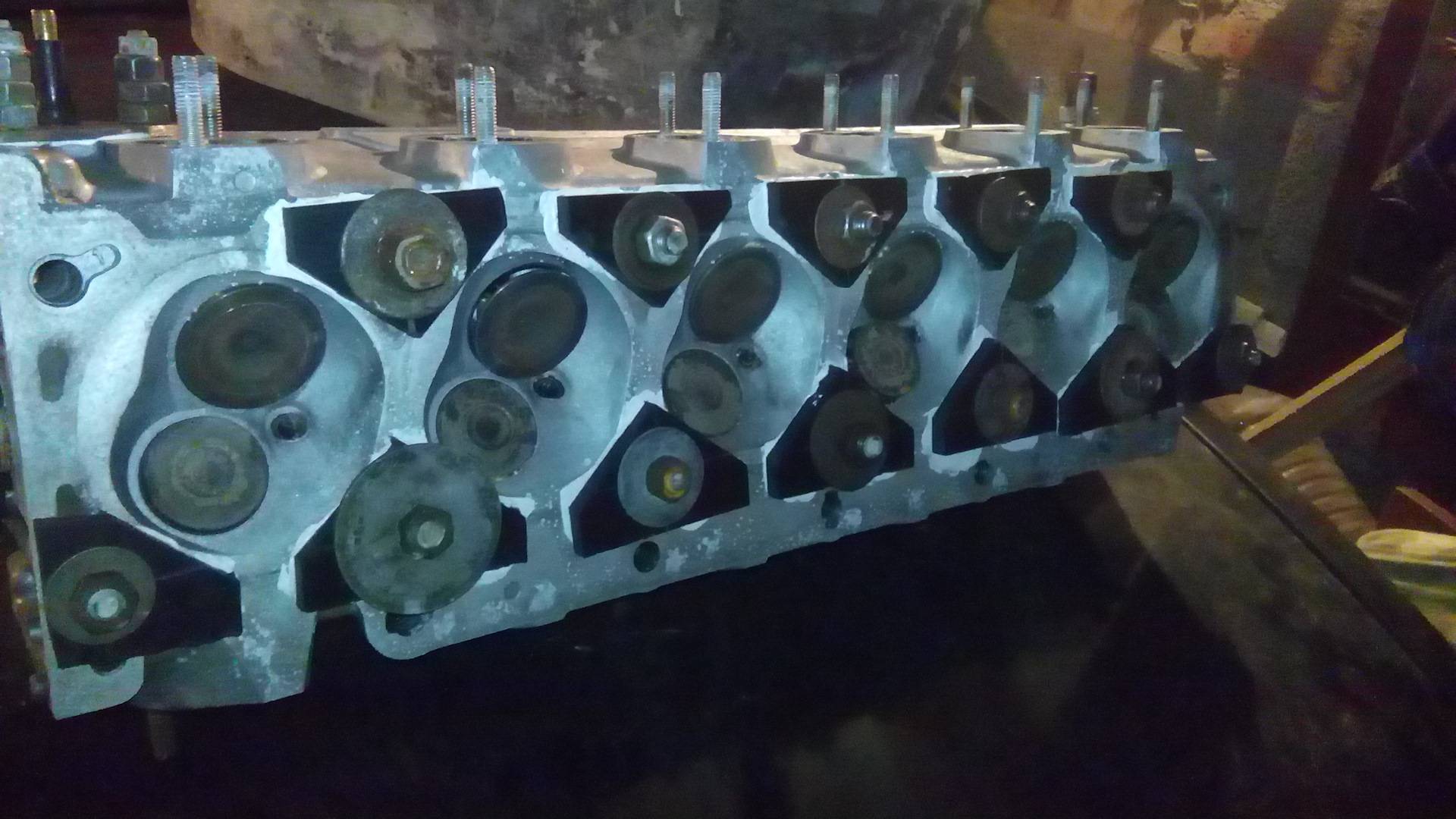
Технология опрессовки ГБЦ
Проверку на герметичность ГБЦ рекомендуют проводить во время каждой разборки двигателя. Если же ремонт связан с перегревом, обрывом ремня, деформацией головки, нарушением затяжки болтов, то опрессовку выполняют обязательно.
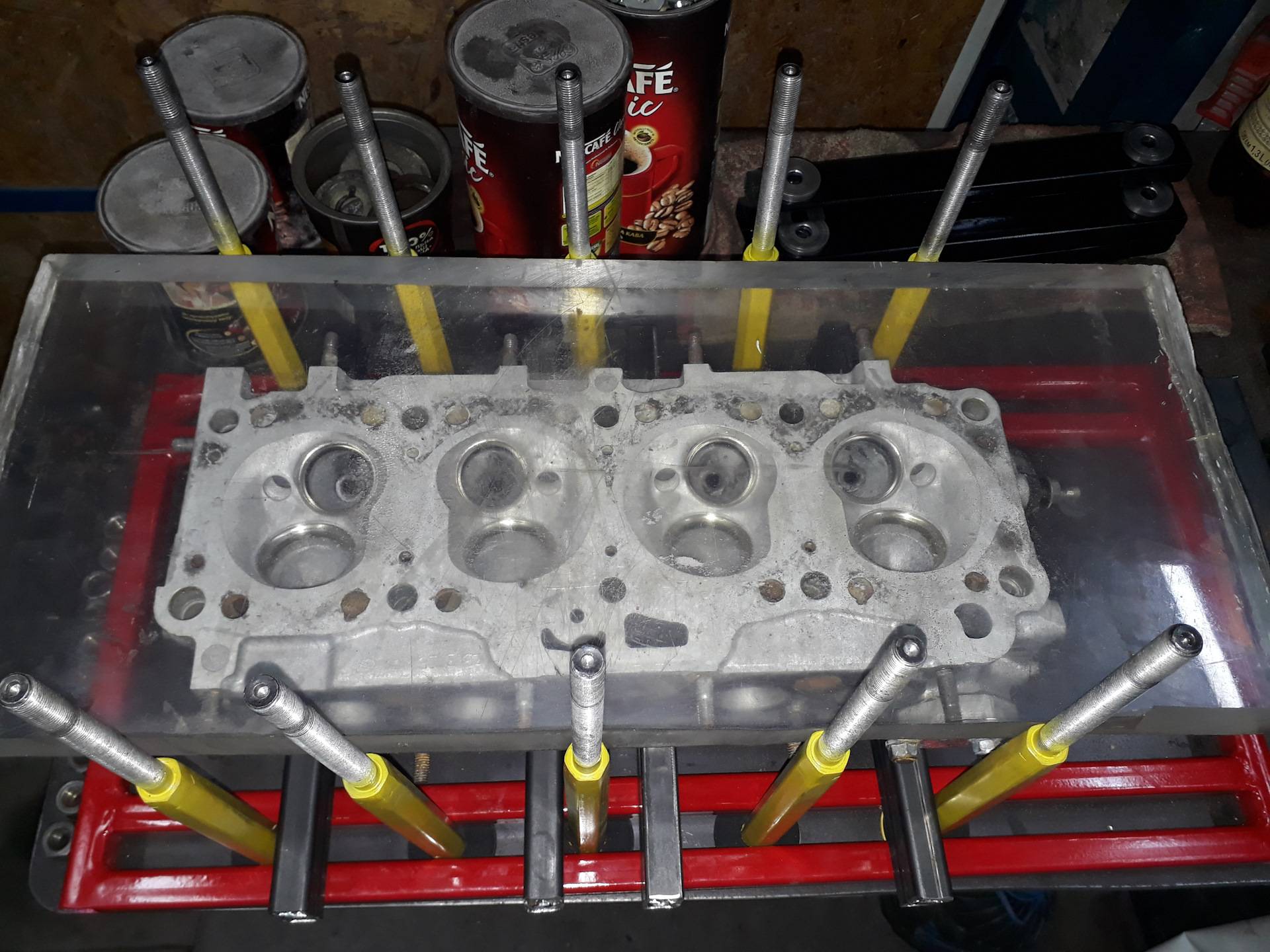
Дефекты ищут на специальном стенде с ванной для определения проблемных точек. Порядок работ:
1. Демонтировать головку, снять все лишнее, очистить от масла, закрыть технологические отверстия резиновыми заглушками. Открытым оставляют только отверстие для подключения шланга компрессора.
2. Закачать воздух под давлением 5-7 атмосфер. Этого достаточно чтобы обнаружить дефекты.
3. Опустить узел в ванну с горячей водой, осмотреть со всех сторон. Нагретый металл расширяется, поры и трещины становятся больше, в точках сквозных повреждений начинают выделяться пузырьки воздуха.
4. Пометить проблемные места.
5. Восстановить герметичность. Если ремонт не возможен, то меняют ГБЦ.
Результаты контрольной опрессовки газопровода
Положительный результат выполненной работы – это стабильное давление в участке газовой коммуникации. В таком случае бригада ремонтников должна снять шланги, соединяющие воздуховод с газопроводом. Во время этих действий нужно проконтролировать то, чтобы вся запорная арматура на подводе воздуха к газопроводу была перекрыта. Далее, устанавливаются заглушки на патрубках, подающих воздух в газопровод.
 Снятие заглушек
Снятие заглушек
В случае падения давления в коммуникации при пневматической опрессовке, результат её будет отрицательным, и запуск газопровода будет отложен на время пока не примутся соответствующие меры. Потребуется последующее обследование испытуемого участка на выявление несоответствий с дальнейшим их устранением. Затем, газопровод необходимо повторно проверить.
Результаты проведённой работы заносятся в специальный журнал и фиксируются в нарядах рабочей бригады. Перед тем как запустить систему, в ней должно оставаться воздушное давление.
На предприятиях с газовым обеспечением, кроме акта приёма-сдачи газовых объектов, должны быть в наличии такие документы, как:
- приказ о назначении ответственного за объекты газового хозяйства организации;
- инструкция по эксплуатации коммуникаций, оборудования и аппаратуры объектов газового хозяйства организации;
- инструкция по охране труда при эксплуатации и проведении ремонтных работ на газопроводах и газовом оборудовании.
 Результаты контрольной опрессовки газопровода
Результаты контрольной опрессовки газопровода





