
Примеры цен
Стоимость колеблется в зависимости от регионов, в столице от 1800 до 3000 рублей за весь мотор для отечественных авто и от 8000 до 15000 для импортных. В Санкт-Петербурге цены практически идентичны московским. В остальных областях ценовая политика находится в таком диапазоне (стоимость гильзы не учитывается, руб за цилиндр):
- ВАЗ, Таврия – 1100 за мотор.
- Москвич 407, 408, ГАЗ-52, Соболь – от 1250.
- УАЗ 421 – 1600.
- Обычным блок (иномарки) – от 1500.
- Наклонный и V-образный блок (иномарки) – от 2400.
- Алюминиевые блоки (без гарантии) – от 2000.
- Компрессор 1-цил. – 1300 за мотор.
- Компрессор 2-цил. – 2000 за мотор.
Нужно отметить, что услуга по изготовлению зависит от материала изготовления и находится в пределах 1100-2500 руб за одну втулку.
Кривошипно-шатунный механизм
Гильзы цилиндров
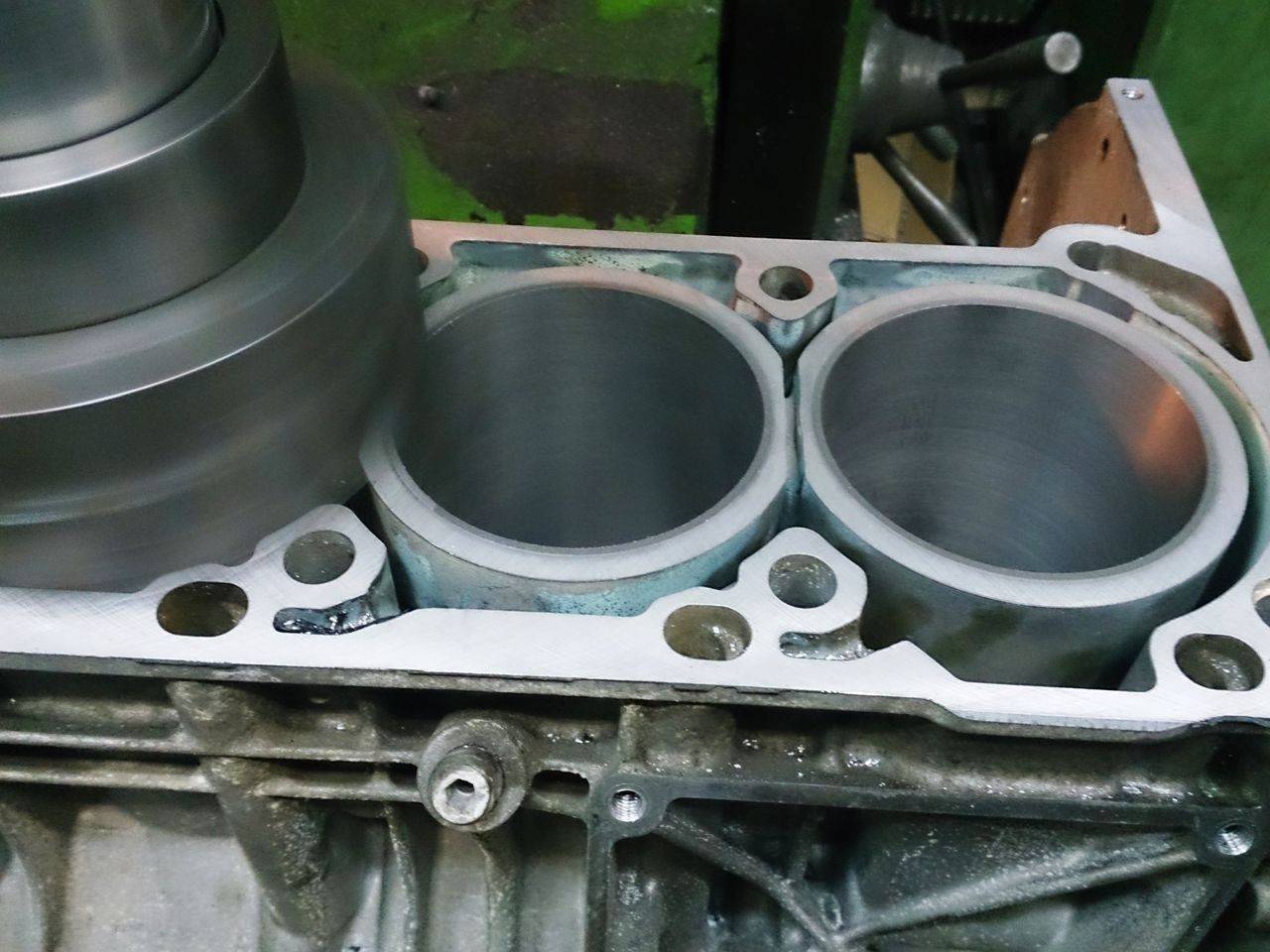
Гильза цилиндра является направляющей втулкой движущегося поршня и образует вместе с головкой цилиндра полость, в которой осуществляется рабочий цикл. Это одна из наиболее нагруженных деталей двигателя – гильза цилиндра испытывает и высокие температурные нагрузки, и колоссальное давление со стороны сгорающей смеси топлива и газов, и воздействие изнашивающих сил трения, а также противостоит интенсивным коррозионным воздействиям.
Поршень, перемещаясь внутри гильзы возвратно-поступательно, оказывает на ее рабочую поверхность значительное давление. В верхней части гильзы из-за изменения направления движения поршня происходит разрыв масляной пленки и возникает граничное трение. Кроме того, верхний пояс гильзы в результате воздействия продуктов сгорания высокой температуры подвергается электрохимической коррозии. В результате переменного давления со стороны рабочей полости цилиндра стенки гильзы, особенно при недостаточной толщине, могут совершать колебания в радиальном направлении. Это сопровождается изнашиванием и даже разрушением как самой гильзы, так и стенок блока.
С учетом вышеизложенного к гильзам цилиндров предъявляются следующие требования:
- большая жесткость и высокая прочность стенок и посадочных поясков;
- высокая износостойкость;
- полная герметизация стыков и сопряжений;
- простота конструкции и технологичность.
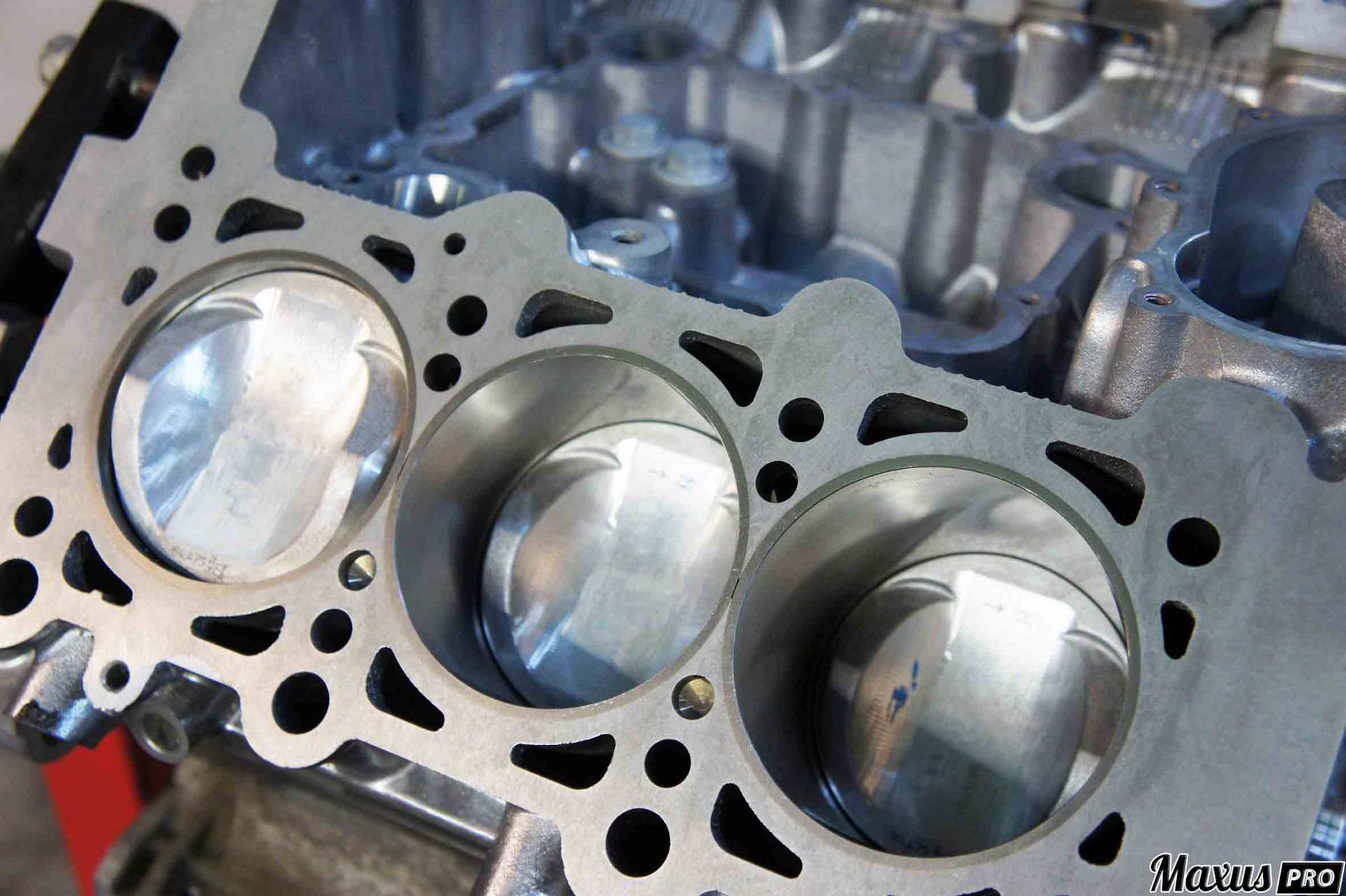
Для плотного прилегания поршня и поршневых колец к цилиндру и уменьшения сил трения между ними внутреннюю полость цилиндров обрабатывают с большой степенью точности и высоким значением шероховатости, поэтому она называется зеркалом цилиндра.
В качестве материала для изготовления гильзы цилиндра чаще всего используется серый чугун, который хорошо удерживает масляную пленку, отличается высокой износоустойчивостью и коррозийной стойкостью, а также имеет относительно низкую стоимость. Для повышения износостойкости чугуна в его сплав добавляют хром, молибден, фосфор, ванадий, медь.
***
На рисунке 1 представлены гильзы различной конструкции.
Применение гильз упрощает требования к изготовлению самого блока цилиндров. Кроме того, при выходе из строя одного из цилиндров не требуется замена всего блок-картера.
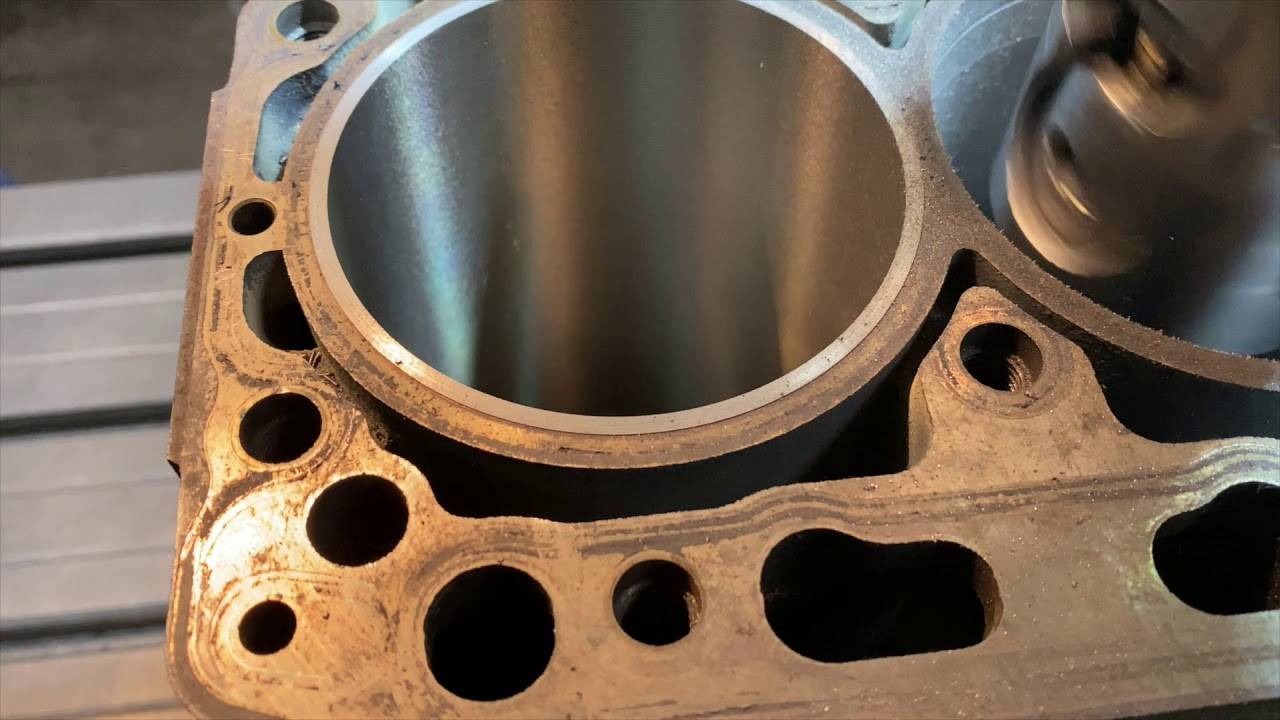
«Сухие» гильзы изготавливаются двух видов: с верхним опорным буртиком (рис. 1, б) и без него. Толщина стенок «сухих» гильз от 2 до 4 мм. «Сухие» гильзы могут также выполняться в виде короткой вставки в верхней части цилиндра, которая подвержена наибольшему изнашиванию и максимально напряжена. Такие вставки изготовляют из кислотоупорного высоколегированного чугуна, обладающего высокой износостойкостью.
При установке «мокрых» гильзы ее бурт (рис. 1, в) выступает над привалочной плоскостью блока на 0,05…0,15 мм. Это позволяет эффективно уплотнять ее, зажимая бурт через прокладку между блоком и головкой блока цилиндров.
Герметизация рубашки охлаждения в кольцевых канавках нижнего направляющего пояса осуществляется специальными уплотняющими кольцами из резины или каучука, либо медными прокладками. Эти же прокладки используются для регулировки положения гильзы по высоте.
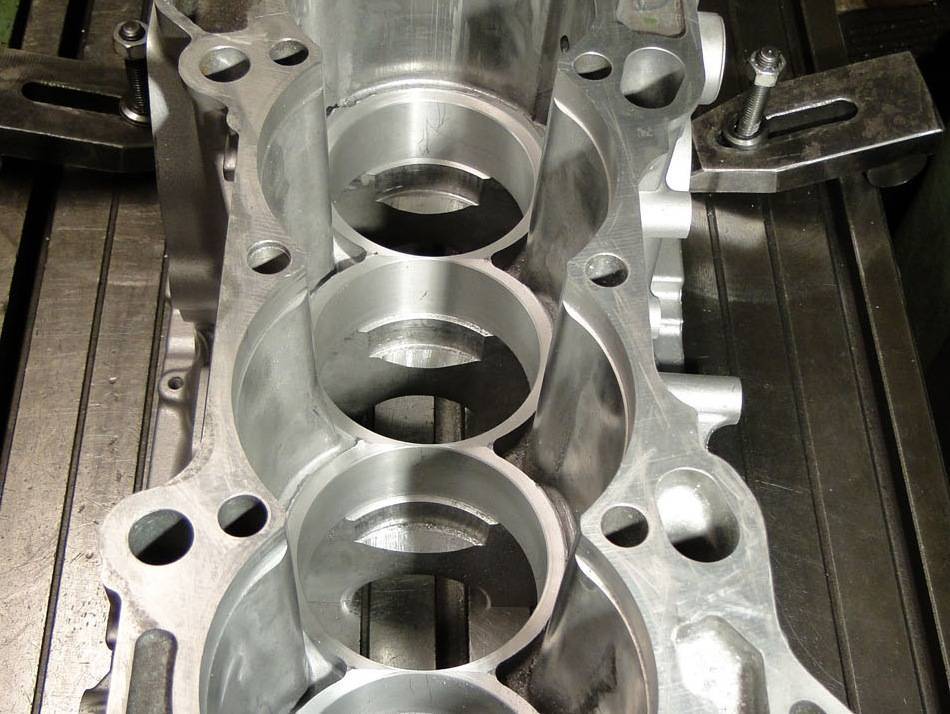
Необходимая жесткость гильзы достигается выбором толщины ее стенок (5…8 мм), а также плотной посадкой гильзы в зоне ее центрирующих поясков в верхней и нижней плоскостях.
***
Коренные подшипники
Неремонтопригодный блок цилиндров: что нужно знать
Разобравшись с тем, что значит гильзованный двигатель и зачем нужна установка гильз, давайте рассмотрим дальнейшее развитие технологий производства алюминиевых блоков. Вполне очевидно, что решение отказаться от чугуна и установки гильз позволяет упростить и удешевить процесс, исключить сложную запрессовку гильзы, отливку блока вокруг «стакана» и т.д.
Параллельно цельный блок из алюминия означает, что больше нет необходимости принимать в расчет температурные характеристики двух разных металлов (чугун и алюминий), позволяя добиться лучшего охлаждения цилиндров.
Так появился безгильзовый алюминиевый блок цилиндров. Первые серийные образцы можно было встретить еще в 1971 г. В основе лежал алюминиевый сплав, в который добавлялся кремний (около 17%). В двух словах, зеркало цилиндра резко и сильно охлаждали, в результате происходила кристаллизация кремния в зоне охлаждения. Далее зону упрочнения также обрабатывали кислотами, чтобы удалить остатки алюминия на молекулярном уровне.
Результатом стала твердая стенка, по которой жесткие поршневые кольца могли свободно работать без риска повреждения зеркала цилиндра (так же, как и в чугунном блоке). Далее этот метод получил развитие. Также появились гильзы из алюминия, которые специально насыщали кремнием.








Во всех случаях алюминиевые блоки склонны сильно повреждаться от механического воздействия, в результате образуются серьезные задиры. Дело в том, что под прочным кремниевым слоем, который при этом весьма тонкий, все равно остается достаточно мягкий алюминий.
Кстати, еще одним витком эволюции стала технология упрочнения стенок цилиндра путем гальванического нанесения никеля и карбида кремния под названием Nikasil. Владельцы моделей BMW и Audi хорошо знакомы с такими блоками. Компания БМВ затем пошла еще дальше, выпустив двигатель, который имел алюминиевые упрочненные гильзы, а остальные элементы были выполнены из магниевого сплава. Такой сплав позволил сделать двигатель еще более легким.
Сегодня также постоянно ведутся работы над созданием более совершенных технологий по нанесению упрочняющего покрытия. Например, лазерное легирование кремнием, технология плазменного напыления составов с железом, создание на стенках прочного покрытия из титана и т.д.
Недостатки блока цилиндров из алюминия
С учетом того, что современные технологии шагнули далеко вперед, автопризводители немедленно заявили о том, что двигатели стали не только легче, но и получили увеличенный ресурс. Теоретически так и должно было быть, однако на практике все оказалось несколько иначе.
Прежде всего, хотя кремниевое покрытие или никель тверже и прочнее чугуна, такие блоки все равно очень быстро изнашивались. Например, многие хорошо помнят ситуацию с моторами BMW M52 или M60, которые отличались сильным износом даже не к 100 тысячам пробега, а уже к 60-70 тыс.
Если же говорить об общем ресурсе моторов с алюминиевыми блоками цилиндров различных производителей, на деле ресурс составляет, в среднем, около 300 тыс. км. При этом на данный показатель не особенно влияет сама технология упрочнения цилиндров, а также объем двигателя, его тип и т.д.
Другими словами, форсированный двигатель V8 на дорогом Porsche выйдет из строя уже к 300 тыс. км, при этом простые чугунные блоки или алюминиевые блоки с гильзой из чугуна на моторах с рабочим объемом 1.6-1.8 литра вполне способны отходить 400-450 тыс. км.
При этом рассчитывать даже на такой скромный ресурс можно только с учетом того, что владелец придерживается рекомендованных межсервисных интервалов, использует качественное моторное масло, которое подходит по всем допускам и рекомендациям, заливает хорошее топливо и эксплуатирует двигатель в режимах умеренных нагрузок.
Если говорить о поломках, алюминиевый блок может немедленно выйти из строя без возможности восстановления в случае непредвиденной поломки (например, сломались поршневые кольца и т.д.). При этом замена блока цилиндров обойдется достаточно дорого (в зависимости от марки и модели стоимость замены блока на новую деталь может составлять около 25-30 % от стоимости всего подержанного авто и больше). Вполне очевидно, что небольшой ресурс ЦПГ может обернуться серьезными проблемами для владельца после покупки автомобиля с пробегом на вторичном рынке.
https://youtube.com/watch?v=I85ExprEodI
Клапанная крышка
Как и многие другие двигатели Volkswagen, под клапанной крышкой располагается мембрана, обеспечивающая фильтрацию воздуха, поступающего для вентилирования картера. При ее засорении маслом эффективность отбора газов существенно снижается.
При повреждении мембраны выхлопы в большом количестве оказываются во впуске, куда попадают вместе с масляными парами. При блокировании мембраны начинается скапливанием газов в картере с повышением давления. Со временем происходит выдавливание уплотнителя клапанной крышки, под которой начинают появляться масляные подтеки. В целом наличие вокруг крышки масляных подтеков указывает на проблемы с состоянием мембраны, проверку которой необходимо организовать в первую очередь.

Прокладку можно приобрести в качестве отдельного элемента, причем оригинальную. Оригинальные мембраны продаются исключительно с крышками, но на рынке можно встретить аналоги неплохого качества, входящие в состав ремонтных комплектов для клапана ВКГ.
Приобрести клапанную крышку для двигателя Volkswagen 1.2 TDI, 1.4 TDI, 1.9 TDI или 2.0 TDI можно в «АвтоСтронг». В каталоге контрактных запчастей всегда присутствуют необходимые детали.
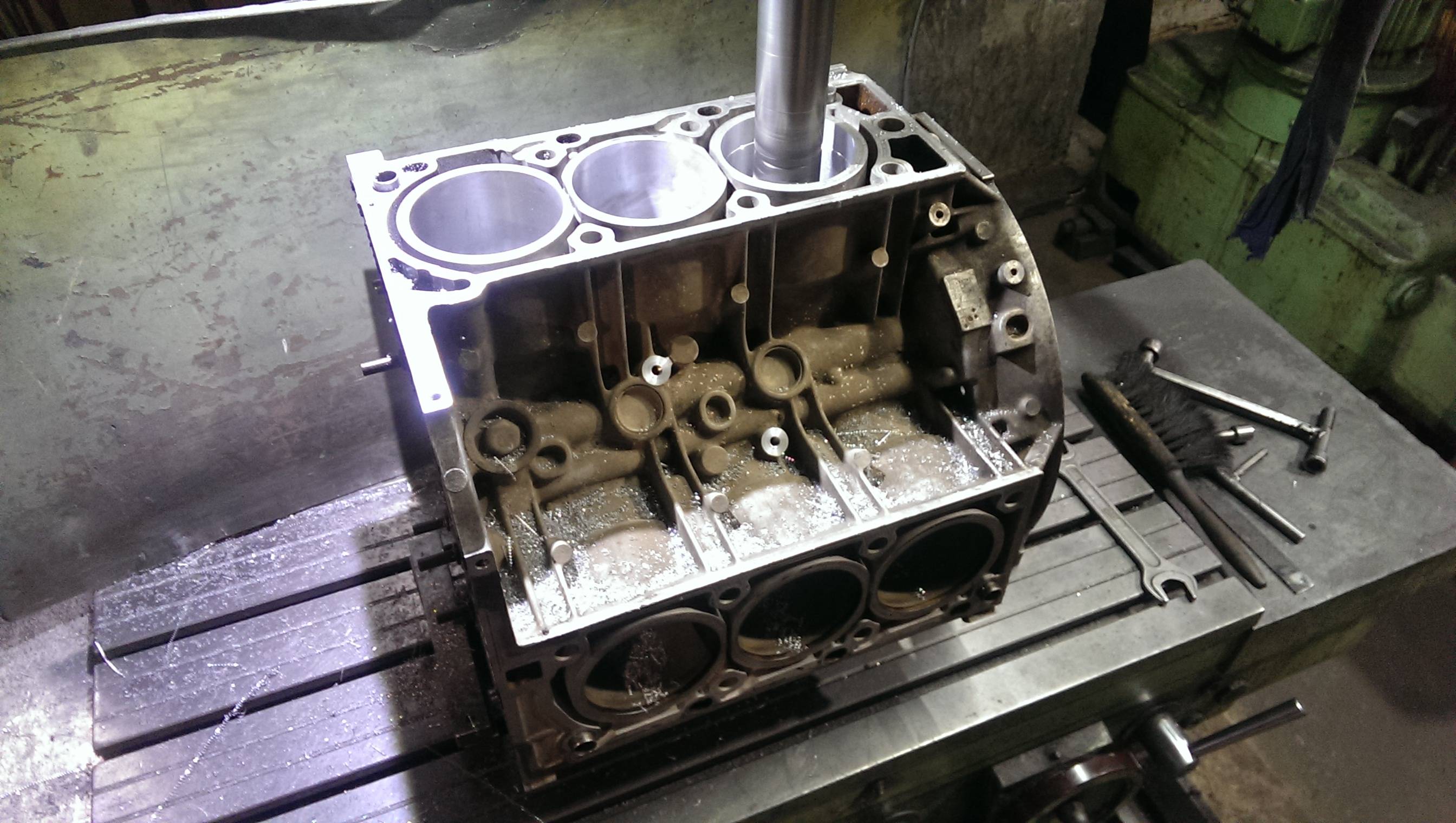
Как выполняется расточка блока цилиндров
Определившись с базовыми принципами расточки и некоторыми нюансами двигателей, которые могут быть подвергнуты процедуре, перейдет непосредственно к рассмотрению того, как выполняется расточка блока цилиндров. Можно выделить несколько шагов данной процедуры:
Необходимо полностью разобрать двигатель и достать блок цилиндров;
Далее блок цилиндров крепится на станину специального станка, при этом очень важно закрепить его по уровню;
В ситуации, когда к расточке блока цилиндров пришлось прибегнуть из-за «овализации» цилиндров, потребуется сперва выполнить все необходимые измерения с помощью микрометрических приборов, чтобы определить, насколько много металла с какой стороны придется снимать;
Далее на станке начинаются работы. Здесь очень важно, чтобы работы проводил квалифицированный мастер с хорошим оборудованием
Если станок не может держать требуемый размер, результаты для блока цилиндров могут быть плачевными;
Заключительным этапом является хонингование внутренних стенок цилиндра или «нанесение зеркала». Оба способа приемлемы, и каждый мастер выбирает более удобный для него вариант.
После этого двигатель собирается и устанавливается на автомобиль.
Как можно видеть, процесс довольно простой. Но в описанной выше процедуре не затронут вариант с гильзовкой блока цилиндров. С ним все становится несколько сложнее.
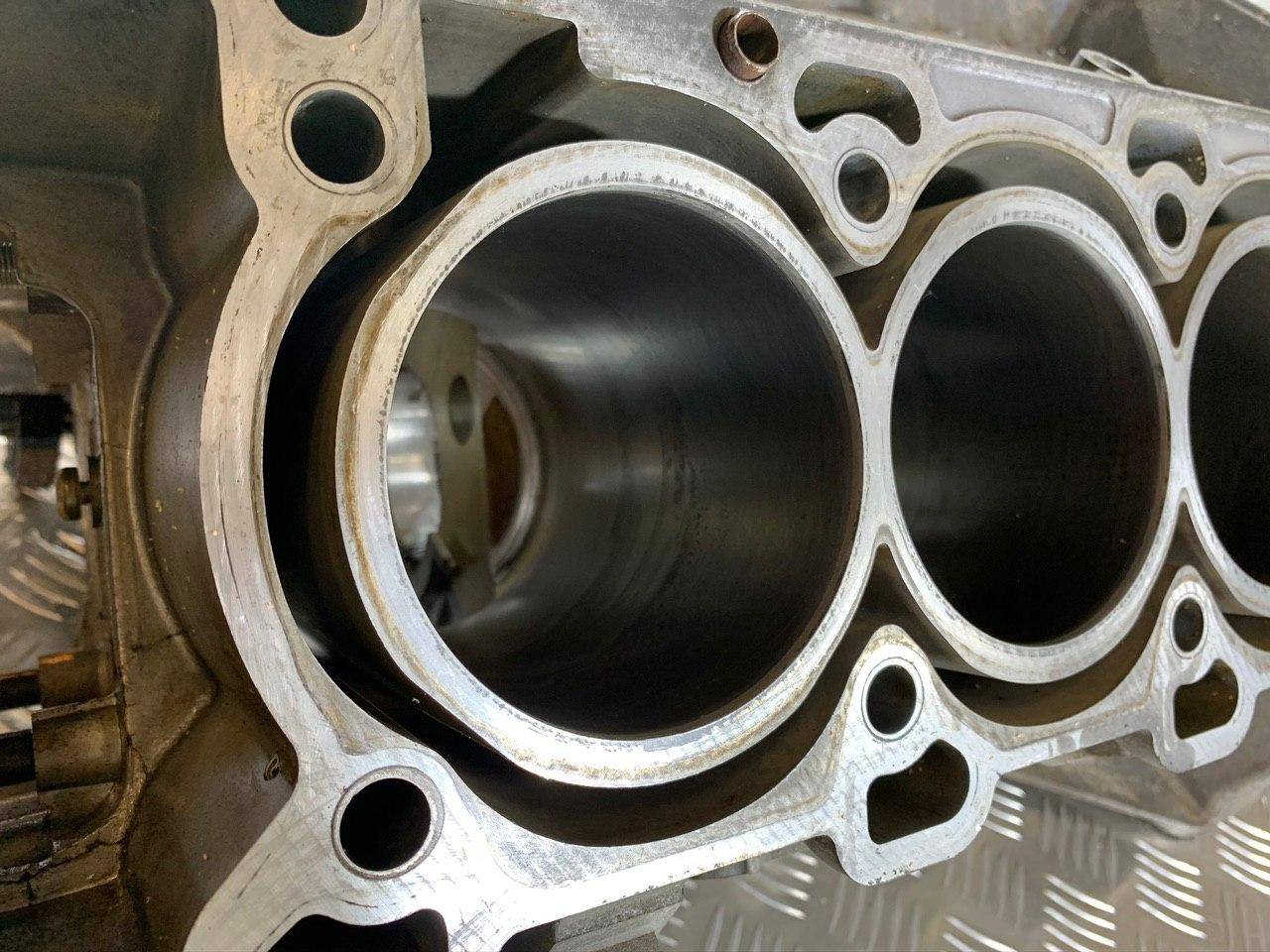
Для чего выполняется гильзовка блока?
Состав работ при капитальном ремонте двигателя автомобиля определяется характером дефектов цилиндров и включает соответствующие технологические операции для их устранения. В зависимости от неисправности выполняется расточка или гильзовка блока. При проведении расточки со стенок цилиндра срезается слой металла, чтобы восстановить требуемые параметры стенок. Затем в цилиндр устанавливают поршень соответствующего ремонта с поршневыми кольцами. Гильзовка же проводится в случаях обнаружения дефектов, параметры которых не дают возможности устранить неисправность с помощью расточки даже до последнего ремонтного размера. Гильзование БЦ выполняется также для цилиндров, которые до этого уже растачивались до максимального ремразмера.







Обязательно ли гильзовать все цилиндры?
Иногда возникает вопрос, обязательно ли гильзовать все цилиндры? Можно ли обойтись ремонтом только одного цилиндра?
Универсальный ответ тут один — «по ситуации». Если критический износ получил только один цилиндр — конечно, имеет смысл обойтись только его гильзовкой, это вполне приемлемо. Правда, надо учитывать, что при гильзовке соседние цилиндры могут получить некоторую деформацию (эллипс), и в этом случае может потребоваться проточить их после этого, чтобы компенсировать эту деформацию. Но здесь конечное решение принимается индивидуально в каждом конкретном случае.
Источник
Особенности по гильзовке блока цилиндров
Необходимо учитывать материал, из которого изготовлен блок цилиндров (алюминий или чугун), а также вид изделия ― с гильзой или цельный. В некоторые алюминиевые блоки цилиндров нельзя устанавливать поршни ремонтного размера. Особенность цельных БЦ, изготовленных из чугуна, ― нанесение хона на стенки цилиндров. Достаточно редко можно встретить моторы с установкой стальных гильз в чугунном БЦ. Алюминиевые блоки цилиндров обычно выпускаются с гильзами, варианты цельнолитых БЦ встречаются значительно реже.
Сегодня автопроизводители отдают предпочтение блоку цилиндров из алюминия с установленными «сухими» гильзами. На стенки гильз наносится специальное покрытие для улучшения прочностных характеристик и износостойкости втулки. Взаимодействие поршня и поршневых колец происходит именно со стенками гильзы. Выпускаются БЦ из алюминия с возможностью применения ремонтных поршней и гильзовкой.

Существует вариант блока цилиндров из алюминия, в который при ремонте нельзя поставить поршни и кольца увеличенного размера. Деталей для таких ремонтных работ изготовители просто не выпускают. Однако блоки цилиндров этого типа также гильзуют. Следует помнить, что проблемы обычно возникают при установке гильз в алюминиевые БЦ, а с блоками из чугуна сложностей нет.
Первая проблема связана с очень значительной стоимостью оригинальных гильз для двигателей с предусмотренной изготовителем возможностью гильзования. Это делает экономически бессмысленным гильзование БЦ втулками из алюминия всего блока. Прибегать к такому способу целесообразно при установке одной гильзы.
В качестве альтернативного решения применяют установку втулок из чугуна в алюминиевые БЦ. Такой метод достаточно успешно используют мастера в России и других бывших советских республиках. При выполнении ремонтных работ необходимо обеспечит правильный натяг между втулкой и БЦ. До установки гильзы требуется выполнить комплексные замеры
Особое внимание надо обратить на подбор тепловых зазоров и обеспечение нужного отвода тепла
Как произвести капитальную обработку
Представим теперь, что у автолюбителя имеются тот или иной станок и определенные навыки. Тогда в какой последовательности осуществляется расточка двигателя своими руками, например, у ВАЗ 2106? Разберемся в этом далее. А для работы нужно приготовить некоторые инструменты и принадлежности:
- большой набор ключей;
- много головок и воротков;
- молотки разной тяжести;
- втулки;
- микрометрический инструмент;
- станки, о типе которых еще поговорим.
Также узнайте как поменять контактную группу замка зажигания и про замену сальника переднего коленвала уаза.
Делается все так.
- Прежде нужно извлечь ДВС из автомобиля, а это задача не из легких. Справиться с ней можно, просто отсоединяя и убирая все, что мешает, а также сливая масло и ОЖ. Затем мотор откручивается от подушек и достается с помощью лебедки.
- С агрегата снимают головку блока, масляный поддон, а также боковые крышки.
- Теперь снизу мотора видно коленчатый вал, а сверху – поршни. Вот эти главные органы нужно извлечь на данном этапе. Для начала откручивают крепления всех крышек шеек коленчатого вала.
- Затем извлекают эти крышки.
- Чтобы достать поршни с шатунами, просто выталкивают их, например, деревяшкой от молотка.
- Затем достают коренные подшипники и, наконец, коленчатый вал.
- Снимают вкладыши – это подшипники скольжения шеек коленвала.
- С поршней же извлекают кольца и пальцы.
- Теперь, когда все разобрано, производят замеры и оценивают, что пойдет под обработку на станке. Если износ цилиндра более 0,15 мм, необходима расточка блока двигателя ВАЗ 2106, то же касается ВАЗ 2107. Причем у всех блоков существуют стандартные ремонтные размеры. При первом ремонте цилиндр ВАЗ имеет предел по диаметру 79,01 мм, а вот при пятом уже 79,05 мм. Но это последний размер, в который можно обработать цилиндры ВАЗ. Многих автовладельцев потом интересует, сколько пройдет двигатель после последней расточки? Что ж, по сути, после каждой «капиталки» мотор может отходить 100 тыс. км. Здесь аналогично – 100 тыс. км. Для ВАЗ существует еще возможность обработки цилиндров под гильзы. Но поскольку «гильзование» обойдется дороже обычной обработки, то уж лучше купить новый мотор.
- Затем оценивают изношенность коленвала. Однако без нее никак. Поэтому данная ось автомобиля тоже отправляется на доработку. У нее также есть несколько допусков под ремонтные размеры. Шаг каждого допуска шейки 0,25 мм. Под обработанные цилиндры и коленвал подбираются новые поршни и вкладыши, а также прочие комплекты.
- Станок, используемый для расточки цилиндров двигателей, – координатно-расточной, более дешевый вариант – вертикально-расточной. Для обработки коленвала употребляется кругло-шлифовальный станок. Если все-таки у автолюбителя нет станка и необходимой квалификации, что довольно часто встречается, то ему лучше отдать блок вместе с коленвалом профессионалам, многие из которых сделают все за один день. Вопрос лишь, какова цена на расточку двигателя.
- После станочной отделки поверхностей агрегат собирается с новыми комплектами по обратному пути.
- Например, надеваются новые кольца на поршни и сразу оцениваются зазоры в канавках по паспортным данным. Запрессовываются пальцы в поршни, пальцы также имеют разные группы размеров. Вставляются новые вкладыши шеек коленчатого вала.
- По окончании осуществляется обратная установка поршневого агрегата на автомобиль, заливка всех жидкостей, наконец, проверка работы.
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
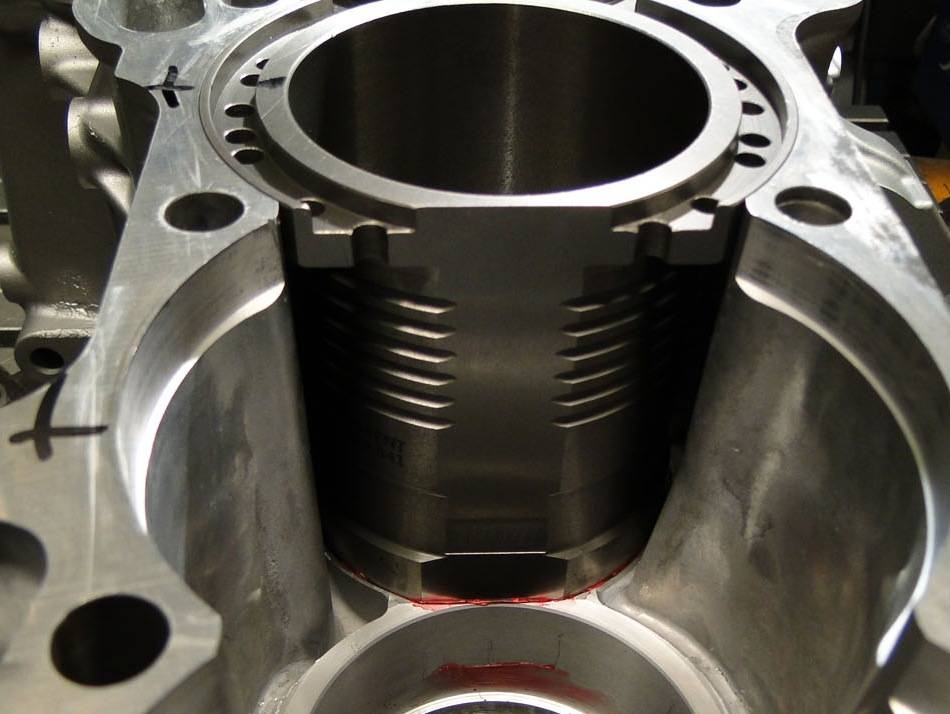
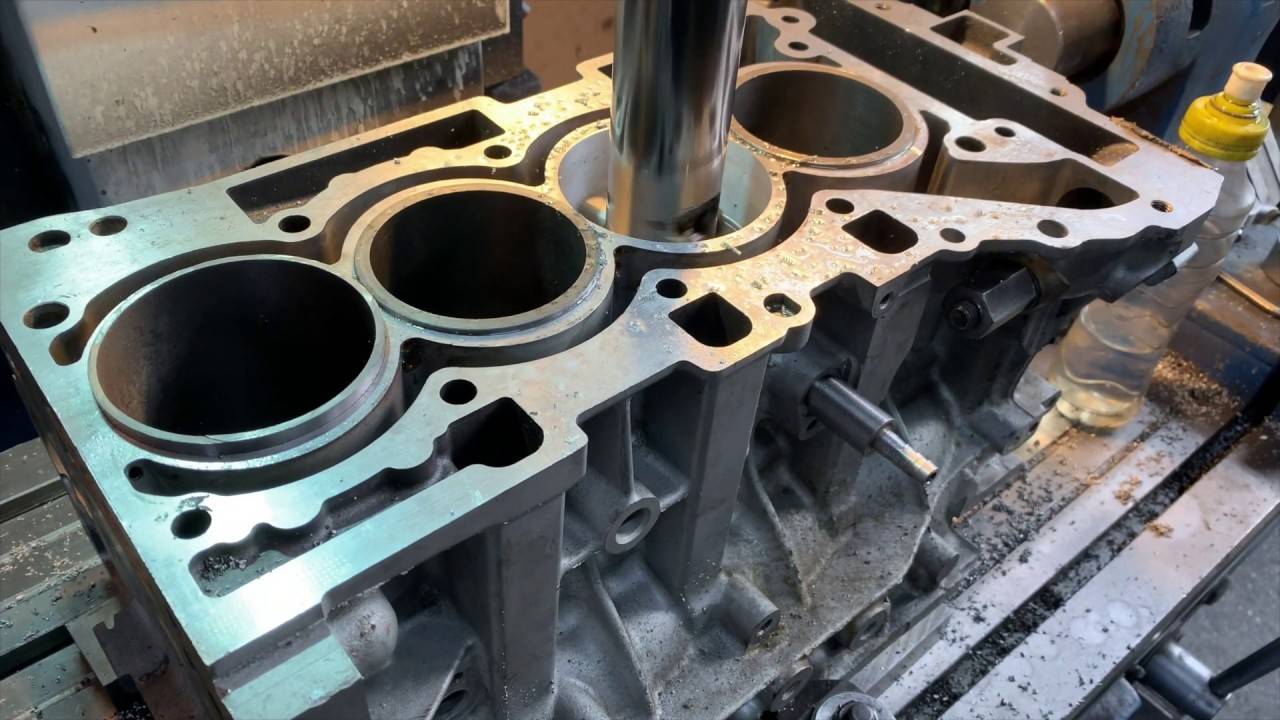
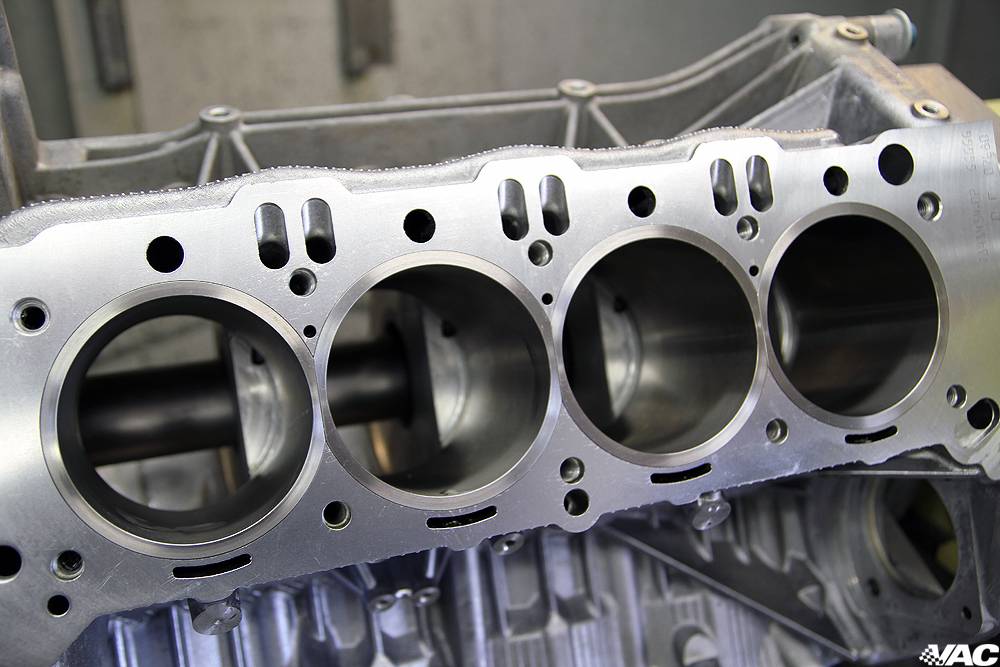
Гильзование запрессовкой
Гильзы сухого типа устанавливать в блок методом запрессовки профессионалы не рекомендуют. Данный метод осуществим лишь при небольшом значении натяга 0,05 мм и меньше. Кроме этого гильзу приходится делать толстой, иногда до 4 мм, чтобы избежать искажения во время самого процесса запрессовки. Также существует риск искажения гильзы во время работы двигателя из-за остаточного напряжения внутри, которое образуется при данном методе.
Гильзовка блока Porsche Cayenne:
Что ещё можно почитать:
- Киа Оптима 2021 получит рестайлинг кузова
- Твой Бизнес-класс – Киа Оптима!
- Новый БМВ Х3 позаимствовал многое у старших братьев.
- Порше 911 Турбо S 2021 – Долой классику, да здравствует гибрид!
- Тойота Хайлюкс 2021 года – Тяжеловес с большим багажником
- Рено Латитьюд 2021 – Настоящий классический бизнес-седан
- Порше Панамера 2021 – Новая модель премиального седана
- Шкода Рапид Спейсбек – Видео с тест-драйва, технические характеристики и отзывы
Похожие посты:
- Авто новинки 2021 года
- Новинки авто 2021 года на…
- Мазда СХ-5 2021 – Агрессивные…
- KIA Optima 2021 – Бизнес по новому
- Updated: Вместительный Шевроле…
- Хендай Туссан 2021
- Как сделать шумоизоляцию авто своими руками?
- Как увеличить клиренс автомобиля своими руками
- Как сделать пеногенератор для автомойки своими руками
Posted Under
Ремонт Автомобилей
Все автомобили
- AUDI
- BMW
- CHEVROLET
- CITROEN
- DATSUN
- FORD
- Genesis
- GREAT WALL
- HAVAL
- HONDA
- HYUNDAI
- INFINITI
- KIA
- LAND ROVER
- LEXUS
- LIFAN
- MAZDA
- MERCEDES-BENZ
- MITSUBISHI
- NISSAN
- OPEL
- PEUGEOT
- Porsche
- RAVON
- RENAULT
- SKODA
- SUBARU
- SUZUKI
- TOYOTA
- VOLKSWAGEN
- VOLVO
- Автомобили
- Американские Авто
- Ваз (Лада)
- Внедорожники и кроссоверы 2019
- Китайские Автомобили в России
- Корейские Авто
- Мотоциклы
- Немецкие Авто
- Новости
- Ремонт Автомобилей
- Российские Авто
- Советы Автомобилистам
- Суперкары
- Тест-Драйвы
- УАЗ
- Фотографии и Обои
- Французские Авто
- Шины и Диски
- Электрокары
- Японские Авто
VIEW ALL CARS FOR COMPARE
Copyright Autoshaker.ru. Копирование информации только с разрешения администрации сайта






Нюансы проведения
Гильзование — процесс крайне сложный
Здесь важно просчитывать заранее и учитывать важные тонкости
- Если были установлены втулки только в один или два гнезда, то нарушается геометрия в соседних гнёздах. Чтобы минимизировать процент ошибок, используется свободная посадка холодной гильзы в предварительно нагретый блок.
- Сухие гильзы шлифуют под определённую поршневую группу, хонингуют и после установки в гнёзда. Каждый поршень замеряется, после чего втулки обрабатываются. или подгонка крайне полезна для поршней, которые идеально срабатываются с полостью. Однако после этого такой элемент не подлежит установке в другие гнёзда.
- Не нуждаются в обработке втулки, покрытые пористым хромом. Например, в двигателях японской компании Isuzu. Здесь используют стальные тонкостенные втулки. Они устанавливаются без натяга и прижимаются болтами, установленными поверх БЦ.
- Если до гильзовки цилиндры были покрыты никасилом, то использовать в загильзованном ДВС нельзя! В этом случае подбираются кольца от мотора с чугунными гнёздами или поршни дорабатываются.
Отдельно стоит обратить внимание на вставки для моторов, использующих воздушное охлаждение. Устанавливаются цилиндры здесь по отдельности, так как сформировать блок невозможно — элементы должны охлаждаться
Поэтому и гильзы для них выполнены по примеру мотоциклетных, снабжены рёбрами охлаждения.
К картеру втулки фиксируются через медные прокладки и анкерные шпильки, проходящие сквозь головку БЦ или блока цилиндров. Сама ГБЦ ложится на эти шпильки, затягивается стандартно. Таким образом, цилиндры воздушного ДВС надёжно прижимаются, обеспечивается герметизация. Что касается материала вставок для систем воздушного охлаждения, то это монометалл или биметалл. Сами цилиндры бывают чугунными, стальными или сплавными.





