
Какие бывают ремонтные размеры шеек коленчатого вала
Если вы планируете шлифовать цапфы вала, заранее позаботьтесь о выступах, при первом ремонте их можно использовать с уменьшением на 0,25 миллиметра. При необходимости последующие ремонтные размеры пальцев коленвала можно изменить на 0,5, 0,75 и 1 миллиметр, также необходимо приобрести соответствующие вкладыши. Последующее шлифование связано с прямым риском разрушения вала непосредственно во время работы, поэтому найти футеровки 1,25 и 1,5 крайне сложно.

Подготовка к ремонту заключается в очистке заготовки, снятии противовесов и, при необходимости, выпрямлении вала с балансировкой центральной оси для получения ремонтных размеров штифтов коленчатого вала без дефектов
Очень важно проверить вал на предмет отклонения оси, чтобы его можно было вовремя выровнять. Эксцентриситет на центральной шейке не должен превышать 0,05 мм
Помимо прочего, перед шлифовкой следует углубить фаски на краях кольцевых масляных канавок, достигнув ширины от 0,8 до 1,2 миллиметра. Лучше всего это делать конической абразивной насадкой на дрель под углом 60-90 градусов. И, если вы можете купить новое дерево, сделайте это вместо того, чтобы ремонтировать старое.
Гаситель вращательных моментов
Коленвал двигателя КамАЗ 740″ оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.

Как заменить переднее уплотнение коленчатого вала на ВАЗ 2110-ВАЗ 2112?
Заметка!
В этой статье описывается процесс замены сальниковой коробки только на 16 клапанных машинах, если у вас есть 8 клапанов десятого семейства, тогда в этом случае перейдите к статье, озаглавленной «Замена сальника коленчатого вала на девятки» в ней, с примером 8-цилиндрового двигателя, все описано!
Вывод:
Чтобы снять сальник, сначала снимите ремень привода газораспределительного механизма со всех верхних шкивов и роликов (как объясняется в статье о замене ремня привода газораспределительного механизма на автомобиле, мы уже упоминали ссылку на эту статью в самом начале статьи, прокрутите вверх), тогда лента генератора будет удалена, вам необходимо снять шкив коленчатого вала (Как снять ремень, описанный в статье: «Замена ремня генератора на ВАЗ»), после выполнения операций перейдите к удалению большой и маленький механизм коленчатого вала, обе шестерки фиксируются одним болтом (он держит их в центре), который есть (см. фото 1), но чтобы добраться до него, домкрат должен поднять правую сторону (когда вы смотрите автомобиль, см.), снимите колесо (см. статью: Правильная замена колес на автомобилях) и при необходимости удалите тачку, если подвешивание не вмешивается, затем не снимая его, поверните болт шкивов и сначала все, удалите большой шкив с коленчатого вала, установлена шайба на нем не потерять его, удалите его с большого коленчатого вала шкива (см. фото 2), следуйте поясу с небольшим выбросом шкива (см. фото 3), а в конце удалите маленький шкив с вала, вот и все, вы можете предположить, что вы попали в набивку, но есть один нюанс, на шкиве коленчатого вала имеется ключ (см
фото 4), когда это будет сделано, вы можете снять сальник с крышки масляного насоса с помощью тонких отверток, когда вы удалите его, обратите внимание на то, что это на стороне, Установите новую набивку точно так же
Неисправности двигателя ЗМЗ 53
Для двигателя второй половины XX века ЗМЗ-53 обладает неплохим ресурсом – средний пробег до капитального ремонта составляет около 200 тыс. км. Безусловно, многое зависит от условий эксплуатации – если машину постоянно перегружать, эксплуатировать на дорогах с затяжными подъемами, срок службы движка заметно сокращается. Заволжский мотор неприхотлив, и может достаточно длительное время работать в тяжелых условиях, но затем он, естественно, нуждается в ремонте.
Хотя ДВС достаточно вынослив, у него есть свои недостатки, характерные «болячки». Основные болезни «Газоновского» движка:
- течь масла с заднего коренного сальника;
- коробление «паука» (впускного коллектора);
- повышенный угар масла (расход через поршневые кольца);
- низкое давление масла в системе смазки.
С заднего сальника масло течет в основном из-за сальниковой набивки, и этот дефект является конструктивной недоработкой. Чтобы устранить течь, авторемонтники стыки набивки и резиновые уплотнители («флажки») промазывают маслостойким герметиком – такой метод достаточно эффективен, но не во всех случаях. Если поршневые кольца изношены или залегли, в масляном картере создается избыточное давление, и масло начинает выдавливать. Так как самое слабое уплотнение в набивке, течет масло через задний «коренной», и устранить течь в таком случае удается только заменой поршневых колец или целиком поршневой группы.
Низкое давление в системе смазки – явление достаточно частое на «Газонах», но что удивительно – двигатель с давлением, практически равным нулю, может проходить не одну тысячу километров. Часто недостаточное давление на «Газоне» бывает почти сразу, на новом ДВС:
- на холостом ходу загорается аварийная лампа давления масла;
- на средних оборотах стрелка прибора едва доходит до 2 кг/см.
Деформированный «паук» – явление тоже частое на движке ЗМЗ 53. Здесь конструкторы немного просчитались – массивный алюминиевый коллектор от нагрева деформируется, и через прокладки паука начинает подсасывать воздух. В результате топливная смесь обедняется:
- мотор начинает троить;
- падают холостые обороты – на ХХ движок глохнет.
Что следует учитывать, изменяя размеры шеек коленвалов?
Шейки у коленчатого вала бывают двух типов – опорные и шатунные. Последние, как ясно из названия, предназначены для того, чтобы на колена передавались поступательные движения шатуна, преображаясь, таким образом, в крутящий момент. По сути, получается принцип колодезного ворота, точнее, его изогнутой ручки, по отношению к которой человеческое предплечье может считаться шатуном. В стандартном двигателе размеры шеек коленвалов соответствуют 47.8 миллиметрам. Логично, что и подшипники, и кольца шатунов также подогнаны под этот размер. Однако спортивный тип коленвалов является исключением, у него шейки имеют диаметр всего 43 миллиметра, а значит, он требует специальных вкладышей для подшипников и установку соответствующих шатунов.
Ремкомплект
В ремкомплект коленвала серии КамАЗ 740 включен целый набор деталей. Основные из них:
- Стопорные и пальцевые элементы.
- Поршни с комплектом колец.
- Уплотнительные детали.
- Цилиндровая гильза.
В блоке цилиндров установлены охлаждающие форсунки, которые необходимы для подачи смазывающей жидкости под давлением в пределах 0,8/1,2 атмосфер от основной магистрали. Такие показатели устанавливают при помощи корректирующих клапанов. Масло поступает во внутренние поверхности поршней.
При сборке двигателя важно обеспечить точный контроль расположения трубок форсунок по отношению к цилиндрам и гильзам поршня. Отметим, что непосредственный контакт со второй деталью недопустим
Для соединения поршня с шатуном используется плавающий палец, который сделан с применением хром-никелевой стали. Чтобы предотвратить осевые смещения этой детали, устанавливают специальные стопорные кольца.

Вкратце о расточке коленчатого вала
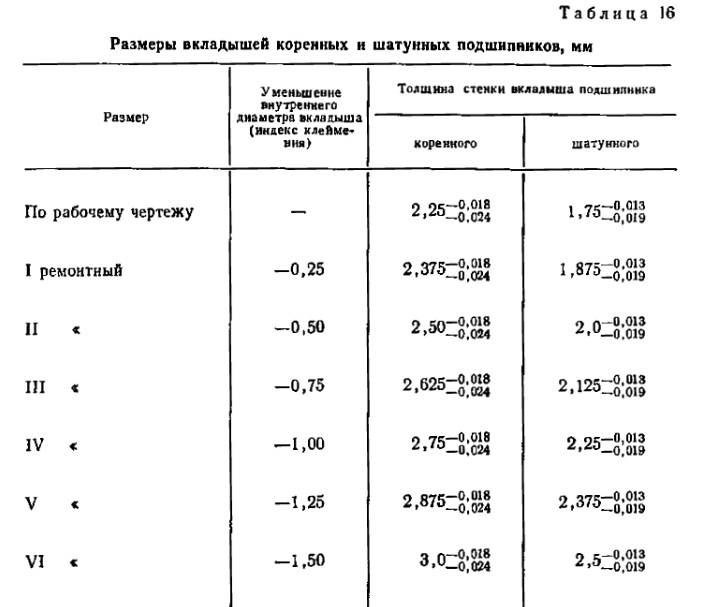
Первично о неисправности данного узла можно узнать по характерному стуку ДВС. В процессе эксплуатации происходит неминуемый износ цилиндро-поршневой группы (ЦПГ), а также КШМ. Это приводит к люфтам и зазорам. В результате коленвал начинает стучать. Чтобы устранить зазоры, устанавливают ремонтные вкладыши, которые на 0,1-0,2 мм толще заводских. Но для их монтажа сначала нужно проточить коленчатый вал. С помощью данной процедуры наружный диаметр шейки колена подгоняется под размеры ремонтного вкладыша.

Для большинства автомобилей выпускается 4 размера ремонтных вкладышей. Это значит, что коленвал может быть проточен максимум 4 раза, после чего ДВС или же коленвал заменяются на новые. Расточка осуществляется квалифицированным специалистом на специальном оборудовании в несколько этапов. Самому выполнить такую работу можно только тогда, когда имеются необходимый опыт и инструмент.
Ремонтные работы
Неисправности коленчатого вала КамАЗ и способы их устранения:
- Повреждение коренных или шатунных шеек, деформация посадочных мест. В этом случае рекомендуется отшлифовать детали под ремонтный размер, нанести покрытие электродуговой наплавкой, приварить электроконтактную ленту.
- Износилась резьба на маслосъемном кольце. Необходимо углубить резьбу при помощи резца и отшлифовать шейку.
- Дефект шпонки, посадочного места и шарикоподшипника. В этом случае следует выполнить фрезерование под увеличенные параметры шпонок, сделать наплавку с последующей фрезеровкой шпонки, запрессовать втулки.
- Повреждение отверстий, предназначенных для крепежных штифтов маховика. Нужно сделать развертывание деталей под ремонтный размер.

Как снять подшипник
Чтобы с коленчатого вала снять подшипник, необходимо:
- Снять все узлы транспортного средства, которые мешают получить доступ к коленвалу.
- Убрать блок силового агрегата на стенд, который используется для ремонта двигателя.
- Снять маховик. Для комфортной работы на венец маховика рекомендуется установить фиксирующее устройство. Перед снятием положение механизма относительно блока мотора отмечают, а также делают маркировку, в какой последовательности были установлены крепежные болты.
- Убрать поддон картера и насос для масляной жидкости.
- Крышки подшипников и сами шатуны демонтировать. Их нужно снимать вместе с поршнями.
- Снять коленвал.
- Очистить посадочные поверхности.
- Снять подшипник.
Как отбалансировать
Порядок действий при балансировке:
- Выставить станок в горизонтальное положение.
- Установить на станок коленчатый вал. Если есть дисбаланс и вал начинает проворачиваться по уголку, такой перевес нужно ликвидировать.
- При помощи небольших магнитов определить точный вес металла, который нужно срезать. Для этого магниты необходимо прикрепить на легкую сторону маховика. Их цепляют до тех пор, пока коленчатый вал не будет лежать неподвижно, без перевеса. Вес магнитов — это вес металла, который следует срезать для балансировки.
- Убрать с маховика стружку.
- Срезать лишний металл, высверливая небольшие отверстия на корпусе маховика.
- Вернуть коленвал обратно на транспортное средство.

Проверка геометрии шеек перед шлифовкой коленвала
Разобрав двигатель и вынув коленчатый вал, его следует внимательно осмотреть. Трещины в любом месте коленвала недопустимы, а на поверхностях, которые облегают кромки сальников, не должно быть забоин, царапин или рисок. Ниже будут описаны проверка и допуски для исправного коленвала и разумеется у изношенного коленвала (с изношенными шейками) биение будет больше, чем описано ниже, так как шейки как правило изнашиваются в виде овала и это значит следует произвести шлифовку коленвала. Но нормы допусков следует знать и стремиться к ним. К тому же знание допусков на биение и методы проверки, поможет любому автовладельцу проконтролировать коленвал после того, как они заберут его из шлифовального цеха.
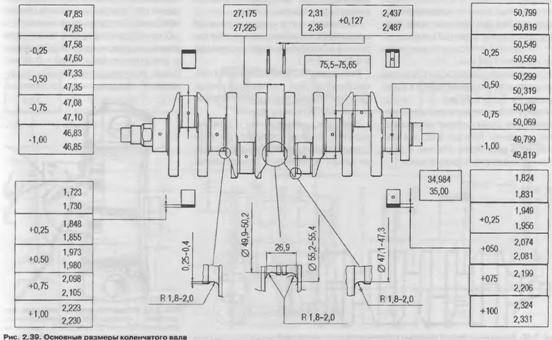
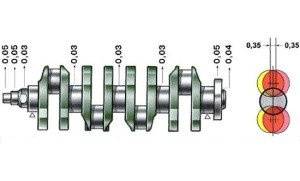
Осмотрев коленвал и убедившись в отсутствии дефектов, описанных выше, и с помощью индикатора часового типа (выставив индикатор на ноль и прикладывая носик индикатора к поверхностям шеек) проверяем биение допустимые биения показаны на рисунке 1 ниже.
- Биение посадочной поверхности под ведущую шестерню масляного насоса и биение коренных шеек коленвала не должно превышать 0,03 мм (чем меньше, тем лучше).
- Биение посадочной поверхности под маховик не должно превышать 0,04 мм (чем меньше, тем лучше).
- Биение посадочной поверхности под шкивы и поверхностей, по которым трутся кромки сальников не должно превышать 0,05 мм.
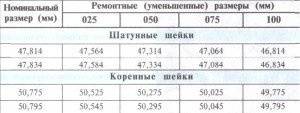
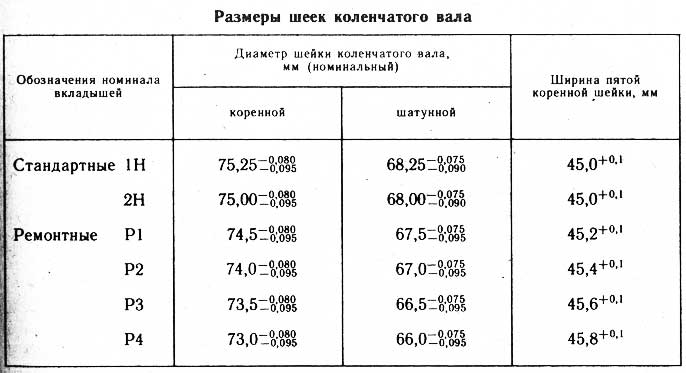
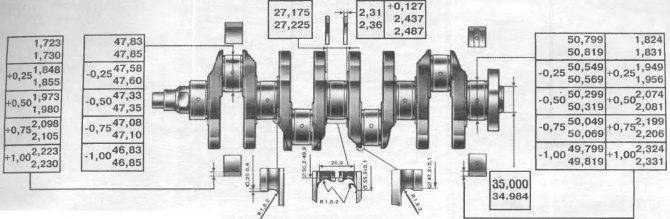
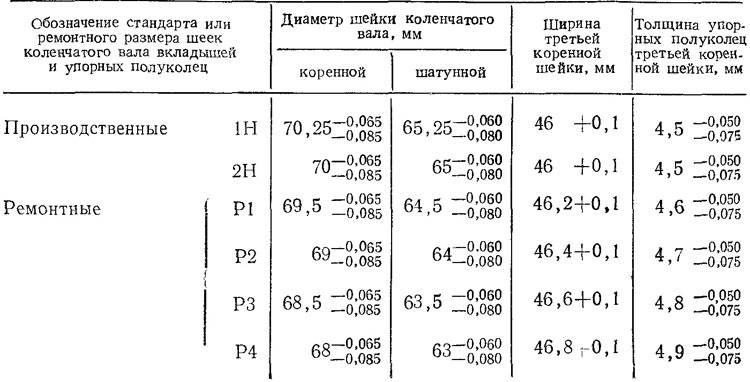
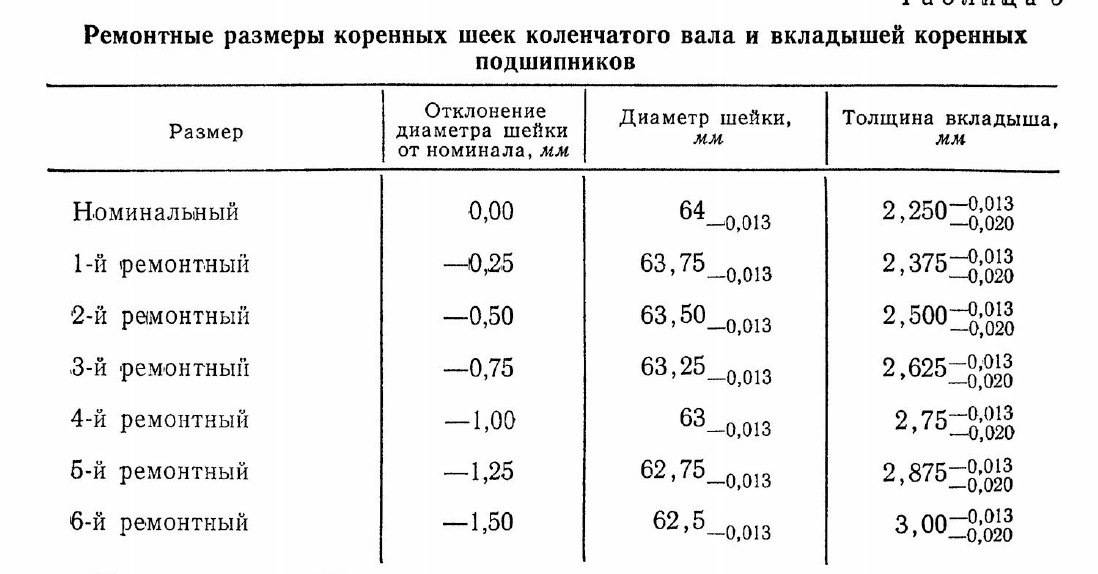
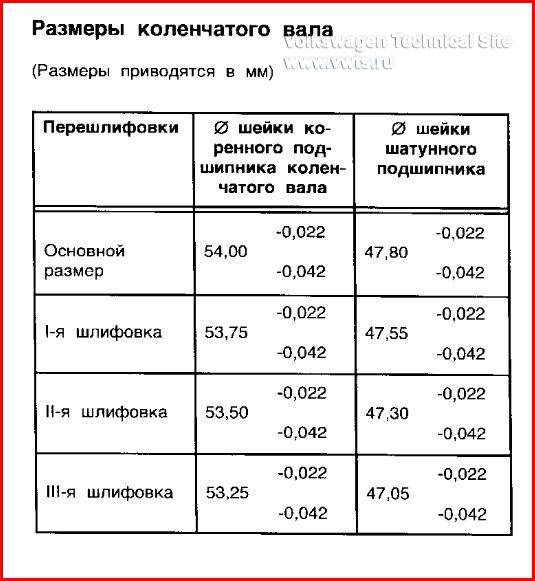
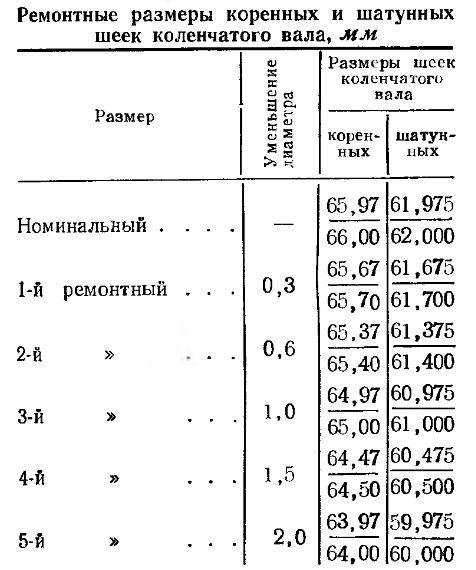
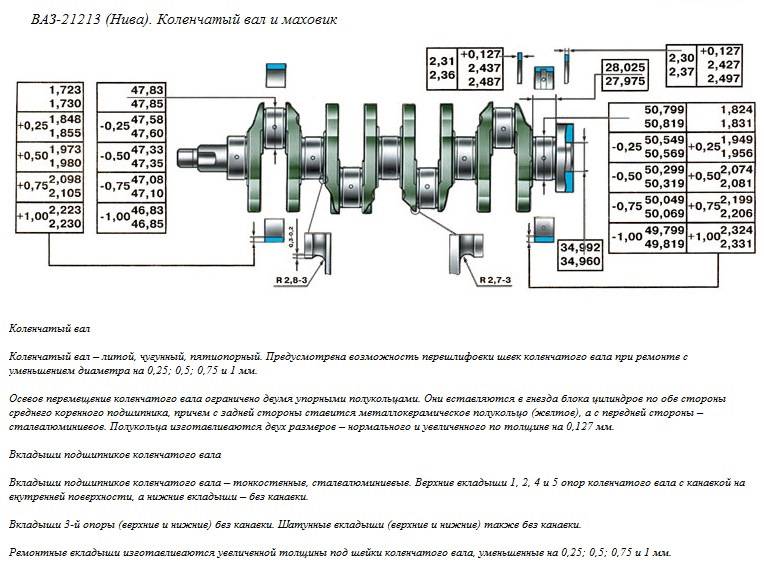
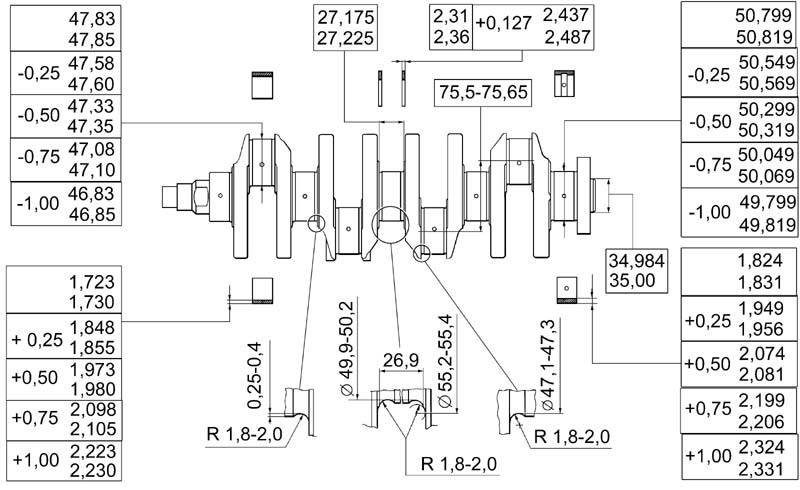
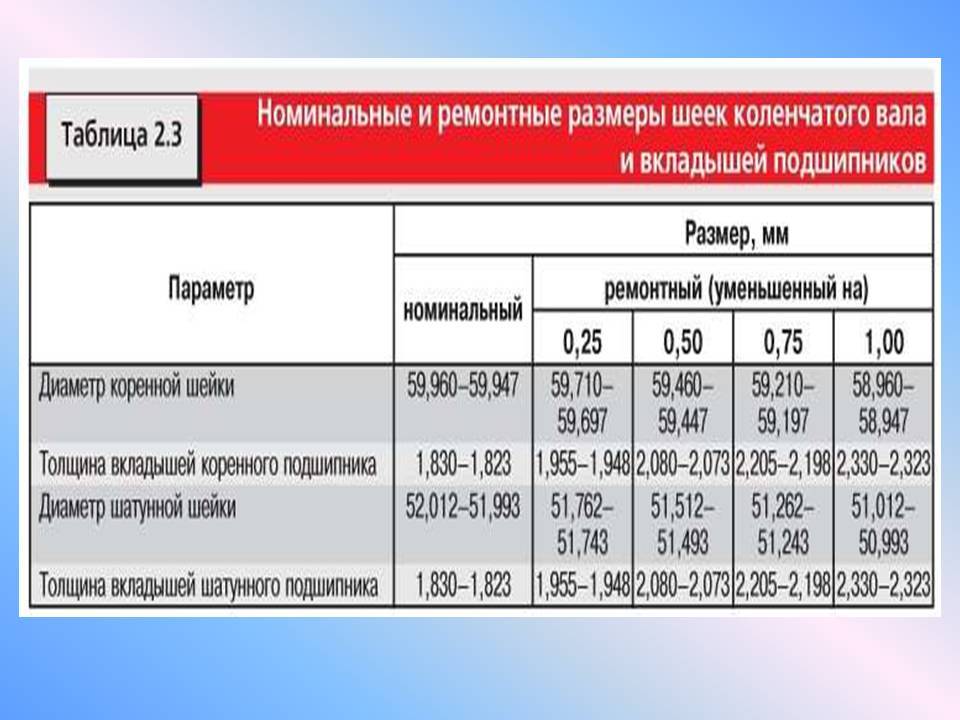
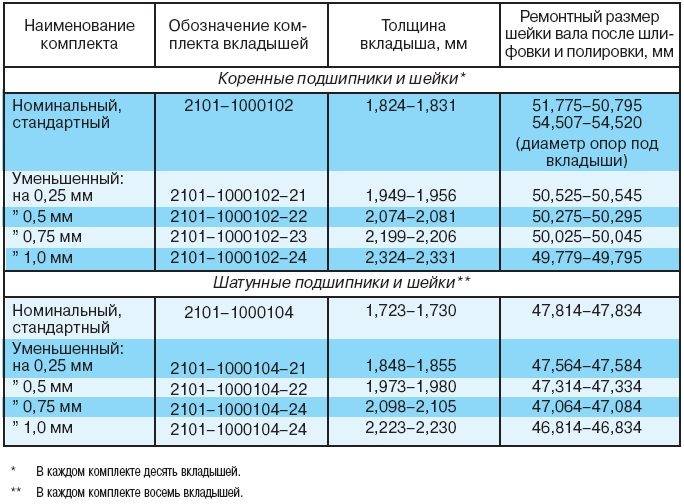
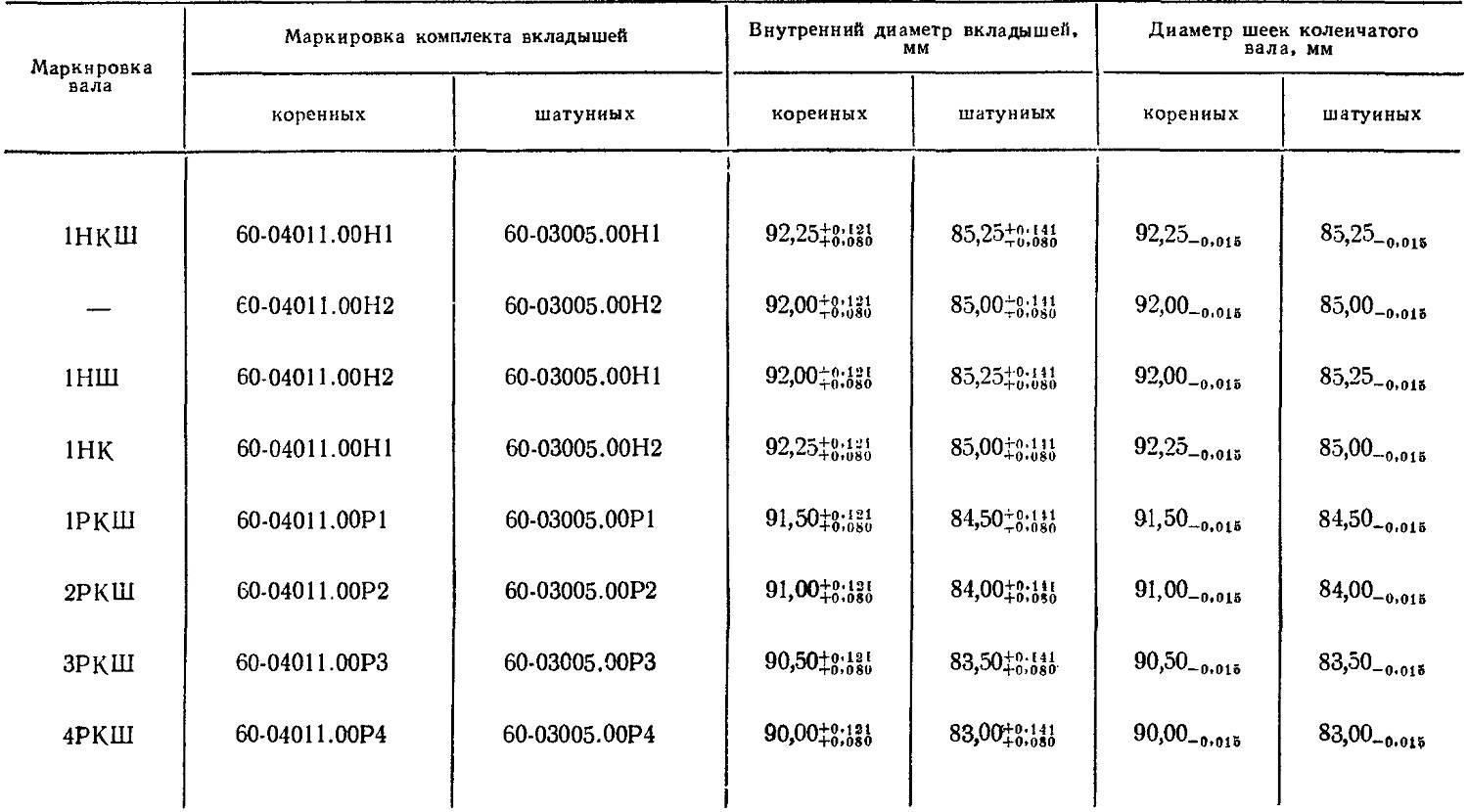
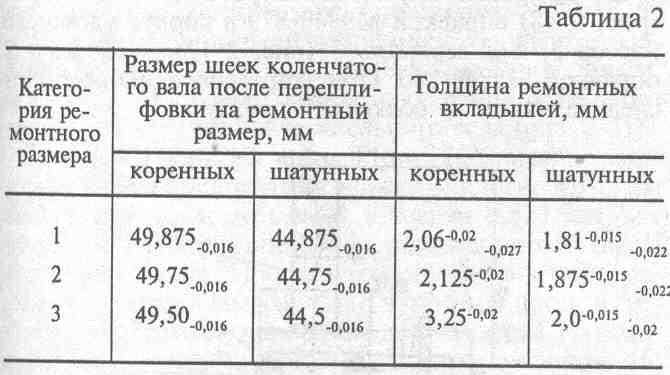
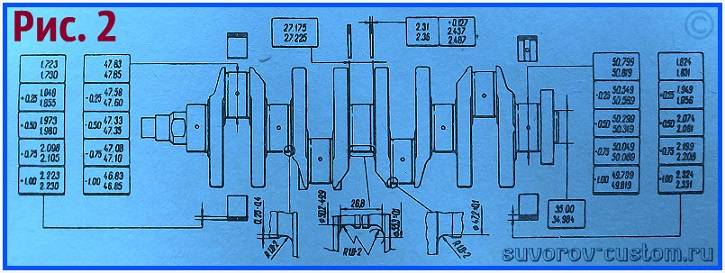
Далее измеряем с помощью микрометра диаметры коренных и шатунных шеек коленвала (измеряем микрометром крест-накрест, чтобы выявить и овальность). Шейки коленвала следует шлифовать, если их износ более 0,03 мм, или овальность более 0,03 мм., а также если на шейках имеются риски или задиры. Шлифуем шейки коленвала с уменьшением диаметра разумеется до ближайшего ремонтного размера (смотрим ремонтные размеры на рисунке 2, на примере коленвала ВАЗ 2108, 09). Ведь предусмотрена возможность перешлифовки шеек коленвала с уменьшением диаметра на 0,25; 0,5; 0,75;, 1 мм это на большинстве двигателей, как отечественных, так и иномарок. Так как ремонтные вкладыши изготавливают увеличенной толщины, под шейки коленвала, которые шлифованы и уменьшены по диаметру на 0,25; 0,5; 0,75; и 1 мм. При шлифовании добиваемся выдерживания размеров до ближайшего ремонтного размера (уменьшенного диаметра шейки на 0,25 мм). При этом овальность и конусность коренных и шатунных шеек после шлифовки коленвала не должны превышать 0,005 мм. Это конечно же зависит от точности шлифовального станка, но эти допуски на конусность и овальность шеек следует учитывать при обработке, иначе смысла ремонта не будет. А смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после их шлифовки должны быть в пределах ±0,35 мм см. рисунок 1. Для проверки устанавливаем коленвал крайними коренными шейками на две призмы и выставляем коленвал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек. Далее индикатором проверяем смещение в вертикальном направлении шатунных шеек второго, третьего и четвёртого цилиндров, относительно шатунной шейки первого цилиндра.
Суть проблемы с размерами колец на Алиэкспресс
размер капота ваз 2109
Учитывая что Алиэкспресс — это площадка международного уровня и продает свои товары и в РФ, и в США, и в Европу, то и размерные сетки товаров должны соответствовать региональным стандартам. Возникает вопрос – а какой размер кольца указан в лоте, в каком международном стандарте? И как этот размер перевести в привычный нам, покупателям из России?
Дополнительная сложность связана с традиционным свободным отношением китайцев к характеристикам своих товаров. Особенно если товар не дорогой, такой как кольца не из драгоценных металлов. Как узнать точный размер кольца, а не плюс-минус сантиметр?
Какие бывают размеры колец вообще ( и в чем разница )
В России указываемый размер кольца — это его внутренний диаметр в миллиметрах.
В Европе есть несколько внутренних стандартов, но сейчас в большинстве магазинов вы сможете узнать размер в виде длины внутренней окружности в тех же миллиметрах. Соответственно европейский размер легко узнаваем в лоте на Алиэкспресс. Европейский размер начинается с цифр в районе 40 мм, а российские размеры колец это цифры от 14 до 22. И его легко пересчитать, длина окружности кольца ( европейский размер ) = 3.14*диаметр кольца ( российский размер ).
Хуже обстоит дело с английскими размерами колец, американскими и японскими. Англичане так вообще обозначения размера колец используют буквы своего алфавита. В итоге для перевода этих размеров недостаточно математики. Для определения соответствия используют таблицы размеров колец. Их не сложно найти в сети и не будем забивать вам этим голову здесь. А приведем только одну короткую таблицу.
Что следует учитывать, изменяя размеры шеек коленвалов
Штифты коленчатого вала бывают двух типов: опорные и шатунные. Последние, как следует из названия, сконструированы таким образом, что поступательные движения шатуна передаются на колени, превращаясь, таким образом, в пару. Действительно, принцип затвора колодца достигается, точнее, его изогнутой ручкой, в связи с чем человеческое предплечье можно считать шатуном. В стандартном двигателе размеры пальцев коленчатого вала составляют 47,8 миллиметра. Логично, что под эти размеры адаптированы и подшипники, и кольца шатунов. Однако коленчатый вал спортивного типа является исключением, его пальцы имеют диаметр всего 43 миллиметра, а значит, требуются специальные вкладыши подшипников и установка соответствующих шатунов.
Но вернемся к холмам и их недостаткам. Если есть, ремонт можно проводить до 4 раз шлифовкой, как уже было сказано выше. Соответственно, перед тем, как менять ремонтные размеры пальцев коленвала, внимательно измерьте деталь и выясните, в какой степени могут произойти ее изменения, после чего заранее приобретите вкладыши с новыми размерами. Степень износа можно определить по зазору между пальцем и подшипником, который, достигая 0,07-0,09 миллиметра, грозит снижением давления масла и шумом при работе ДВС, а составляющий менее 0,03 мм может вызвать счет, описанный выше.
Наплавка в среде защитного газа
При использовании электродов защита зоны сварки происходит за счет расплавления обмазки. Покрытие образует слой, который затем нужно сбивать.
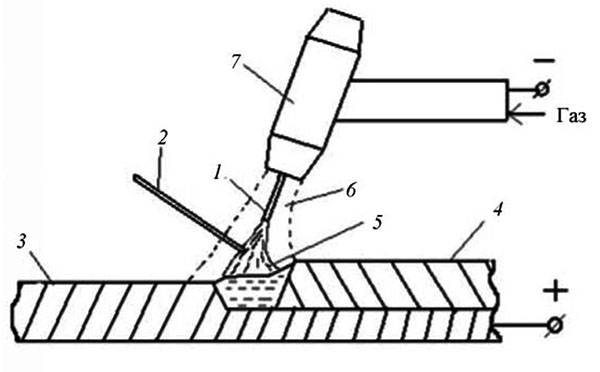
Схема процесса дуговой сварки в среде инертных газов:
1 – электрод; 2 – присадочная проволока; 3 – изделие; 4 – сварной шов; 5 – дуга; 6 – поток защитного газа; 7 – горелка.
Получение наплавленного шва более высокого качества достигается наплавлением проволоки в среде защитного газа. Для удаления кислорода из зоны сварки используют углекислый газ, аргон или газовую смесь, в которой аргон составляет 80 %, а остальную представляет углекислота.
При наплавлении стараются перемещать наплавляемый слой по спирали. Специальные приспособления на станке организуют подачу проволоки в автоматическом режиме. Для этого применяют ходовой винт, он согласует перемещение подающей головки в соответствии с вращением вала на станке.
Шлифовка коленвала: цена и важные моменты
Процесс достаточно сложный и требует большого опыта от специалиста
Крайне важно соблюдать технологию и понимать принцип работы КШМ. Стоимость шлифовки и проточки обычно высока. Но это вполне обоснованные траты, так как новый коленвал обойдется все равно на 40-60 % дороже
Многие автовладельцы наивно считают, что для шлифовки нужен лишь соответствующий станок, но это совсем не так. Если мастер без опыта или достаточной заинтересованности берется за такую работу, то это может привести к грубым ошибкам, которые выльются в проблемы практически сразу
Но это вполне обоснованные траты, так как новый коленвал обойдется все равно на 40-60 % дороже. Многие автовладельцы наивно считают, что для шлифовки нужен лишь соответствующий станок, но это совсем не так. Если мастер без опыта или достаточной заинтересованности берется за такую работу, то это может привести к грубым ошибкам, которые выльются в проблемы практически сразу.

Хотелось бы более подробно остановиться на вопросе, а во сколько же встанет качественная шлифовка коленвала. Цена очень сильно изменяется в зависимости от марки автомобиля и установленного двигателя. Чем больше цилиндров, тем больше придется заплатить. Отечественный ВАЗ отремонтировать дешевле всего, а двигатели V8 — крайне дорого. Расценки на одну лишь шлифовку могут изменяться от 2000 рублей и до 15 000, а в некоторых случаях и выше.
Размеры и другие характеристики
Параметры и технические показатели коленчатого вала КамАЗ:
- радиус кривошипа — 4,6 см;
- радиус крайних противовесов — 8,5 см;
- радиус средних противовесов — 8,2 см;
- диаметр коренной шейки — 6,4 см;
- диаметр шатунной шейки — 5,8 см;
- диаметр фланца коленвала — 12,2 см;
- ширина шатунной шейки — 3,6 см;
- ширина коренной шейки — 4 см;
- количество противовесов — 4;
- защитные фаски — есть;
- ход поршневой части — 13 см;
- диаметр цилиндрических элементов — 12 см;
- материал корпуса — чугун или стальной сплав;
- максимальный крутящий момент — 2200 оборотов в минуту;
- ремонтные размеры — 0,5*0,2 м;
- допустимый дисбаланс — не более 35 г/см;
- весь механизм вместе с противовесами весит 76 кг.
Направление поршня при установке
Обычно отверстия под пальцы имеют смещение относительно вертикальной оси поршня в одну сторону. Поэтому поршня имеют направление, в какую сторону они должны быть обращены. На них имеется стрелка указывающая направление в сторону переда двигателя. Либо имеется надпись «Вперед» или «назад».
На поршнях ММЗ д 240 и других модификациях направления установки поршней нет. Отверстия поршневых пальцев сделаны строго по центру вертикальной оси. Поэтому направление поршня не имеет значения. Но имеет значение расположение шатунов.
Какой стороной ставится шатун мтз
Шатуны устанавливаются на палец поршня совместно поршнем. Стопорное кольцо уже установлено. С одной стороны. Осталось вставить палец в поршень с противоположной стороны от стопорного кольца и вставив шатун внутрь поршня установить палец на место. После этого стопорится кольцо с другой стороны пальца. Затем можно устанавливать поршневые кольца. Как было описано выше.
Установка поршней в гильзы цилиндров
Установка поршневой д240 происходит вместе с шатунами. Предварительно необходимо открутить крышки шатунов и установит шатунный вкладыш в шатун. Вкладыш устанавливается таким образом чтобы замок вкладыша попал специальную прорезь в постели шатуна. При установке шатуна с поршнем. Шатун необходимо развернуть таким образом. Чтобы замок вкладыша смотрел в сторону установки топливной аппаратуры. Или в сторону противоположную расположению распредвала.

Из выше сказанного установка поршневой группы двигателя Д 240 имеет две особенности для этого двигателя. Это то, что нет направления установки поршней. И нужно быть очень осторожным при установке гильз в блок. Чтобы не повредить верхнюю кромку гильзы.
Источник
Наплавка в среде защитного газа
При использовании электродов защита зоны сварки происходит за счет расплавления обмазки. Покрытие образует слой, который затем нужно сбивать.
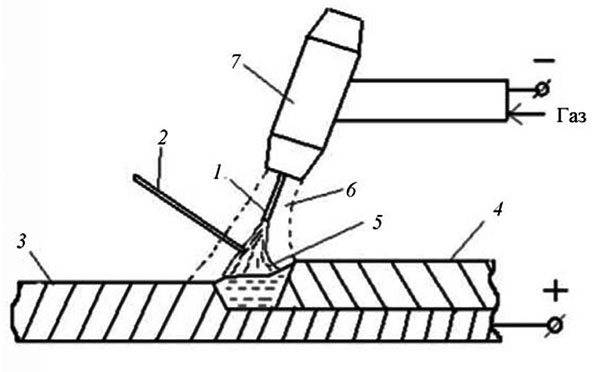
Схема процесса дуговой сварки в среде инертных газов:
1 – электрод; 2 – присадочная проволока; 3 – изделие; 4 – сварной шов; 5 – дуга; 6 – поток защитного газа; 7 – горелка.
Получение наплавленного шва более высокого качества достигается наплавлением проволоки в среде защитного газа. Для удаления кислорода из зоны сварки используют углекислый газ, аргон или газовую смесь, в которой аргон составляет 80 %, а остальную представляет углекислота.
При наплавлении стараются перемещать наплавляемый слой по спирали. Специальные приспособления на станке организуют подачу проволоки в автоматическом режиме. Для этого применяют ходовой винт, он согласует перемещение подающей головки в соответствии с вращением вала на станке.
Технические характеристики некоторых моделей УАЗа
УАЗ Патриот — отличный, практичный и эстетичный внедорожник отечественного производства. Оборудован двумя типами двигателей, бензиновым и дизельным, объемом 2,2 литра, мощностью 128 и 116 л. с. соответственно. Мотор работает вместе с пятиступенчатой механической трансмиссией и передним приводом. В основном на машину ставятся двигатели УАЗ 4216, 421, 402. Максимальная скорость, на которую способен УАЗ Патриот — 155 км/ч. На сотню километров двигатель расходует от 9,5 до 10,4 л горючего в режиме трассы.
УАЗ Хантер — яркий, оригинальный внедорожник, созданный с учетом всех последних достижений и мирового опыта. Машина отличается хорошей устойчивостью, великолепной управляемостью, надежностью. Под капотом установлено два двигателя: бензиновый объемом 2,7 литра, мощностью 112 л. с. и дизельный объемом 2,2 литра, мощностью 92 л. с. Моторы агрегируются с шестиступенчатой механической коробкой передач и задним приводом. Максимальная скорость УАЗ Хантер — 120-130 км/ч. Расход топлива в режиме «трасса» составляет 10-13,2 л на 100 км.
УАЗ 3303 — хороший во всех смыслах, практичный пикап, нашедший свое применение как в разных государственных службах, так и в частных руках. Дебютировавший еще в 1985 году, он выпускается и по сей день. Под капотом установлено несколько типов бензиновых моторов. Работает с задним приводом и пятиступенчатой механической КПП. На машину можно ставить двигатели УАЗ 4216, 402, 421.
Когда могут потребоваться ремонтные размеры коленвалов?
Прежде всего, давайте рассмотрим различные виды возникающих дефектов, а также причины их появления. Если нарушена геометрия посадочных мест под опорные подшипники блока, следует ожидать быстрого износа шеек. Иными словами, если наблюдается данный процесс, причина, скорее всего, именно та, что указана выше, либо в некачественном материале самого вала. Из-за некачественного масла или нерегулярной его замены на шейках могут появиться задиры, также источником данной неприятности может стать засорившийся масляный фильтр, либо, что совсем уже плохо – слабое давление в системе.





