
Из чего делают направляющие?
Существует несколько разновидностей направляющих, которые делятся по материалу, из которого они изготавливаются:
- Латунь.
- Бронза.
- Сплавы чугуна.
- Металлокерамика.
Лидеры по стоимости и теплопроводности – это элементы, изготовленные из латуни и бронзы. Именно поэтому большая часть изделий делается именно из этих материалов. Металлокерамические имеют хорошие характеристики, но стоимость у них в несколько раз выше, и рядовым автомобилистам зачастую они недоступны.
Процесс замены направляющих втулок клапанов
Направляющие втулки сделанные с металла и бронзы
Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.
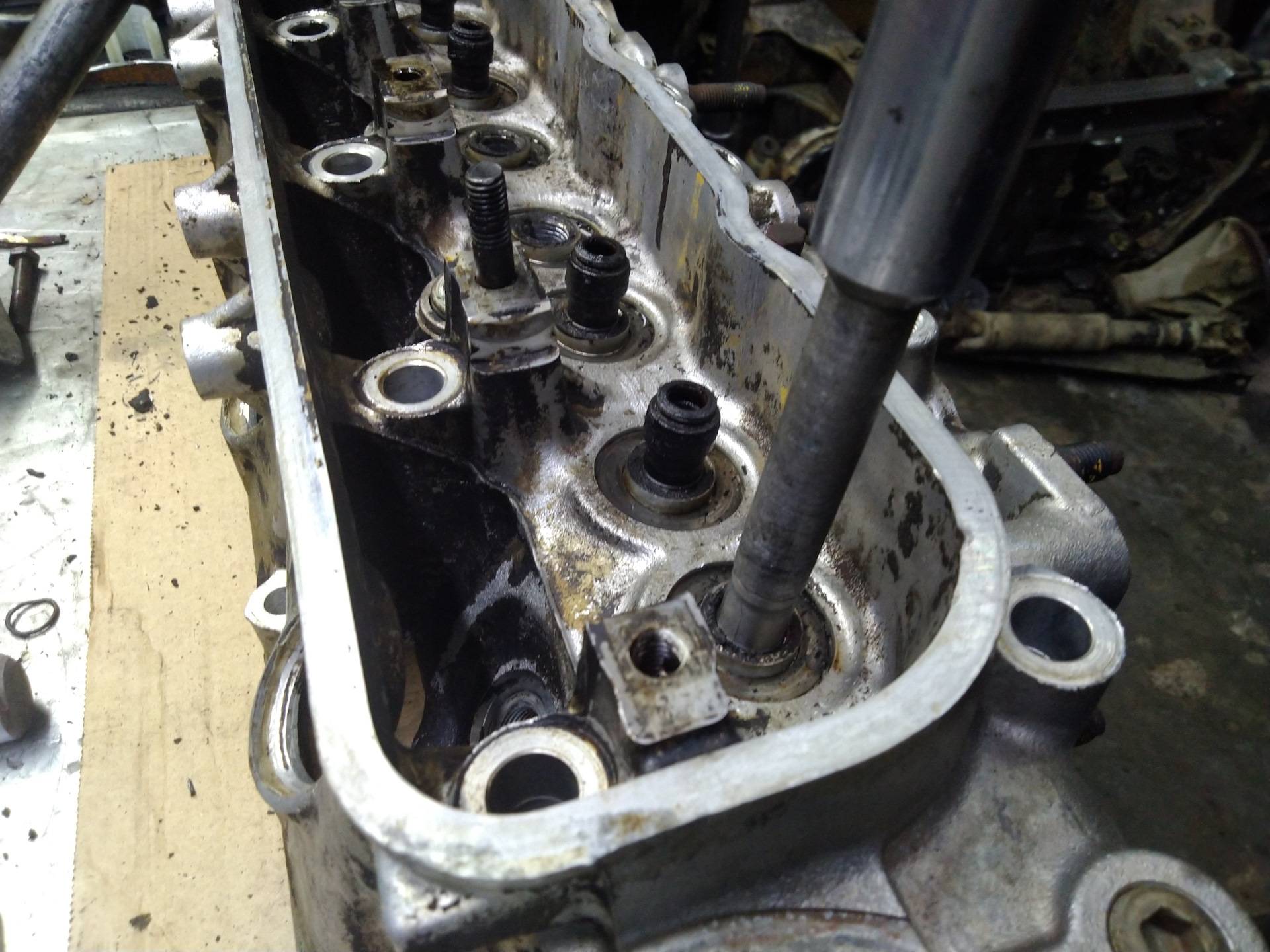
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ – чистая, ее необходимо разобрать
. Рассмотрим, последовательный процесс:
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная – под посадочное место.
Установка втулок проводится методом запрессовки.
Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель -0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
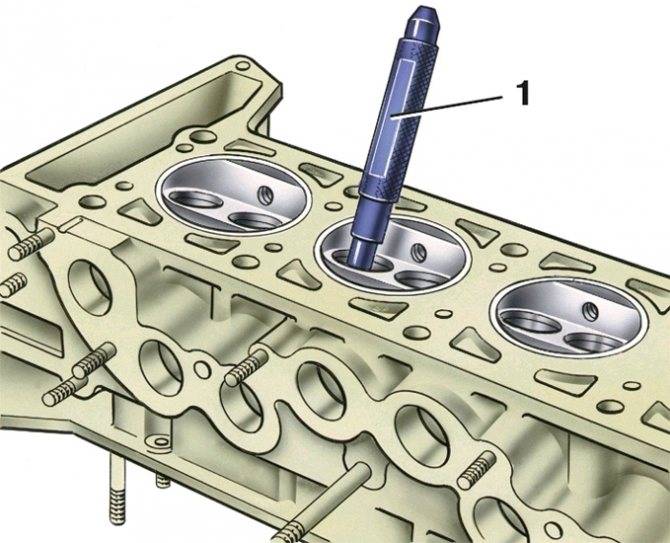
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
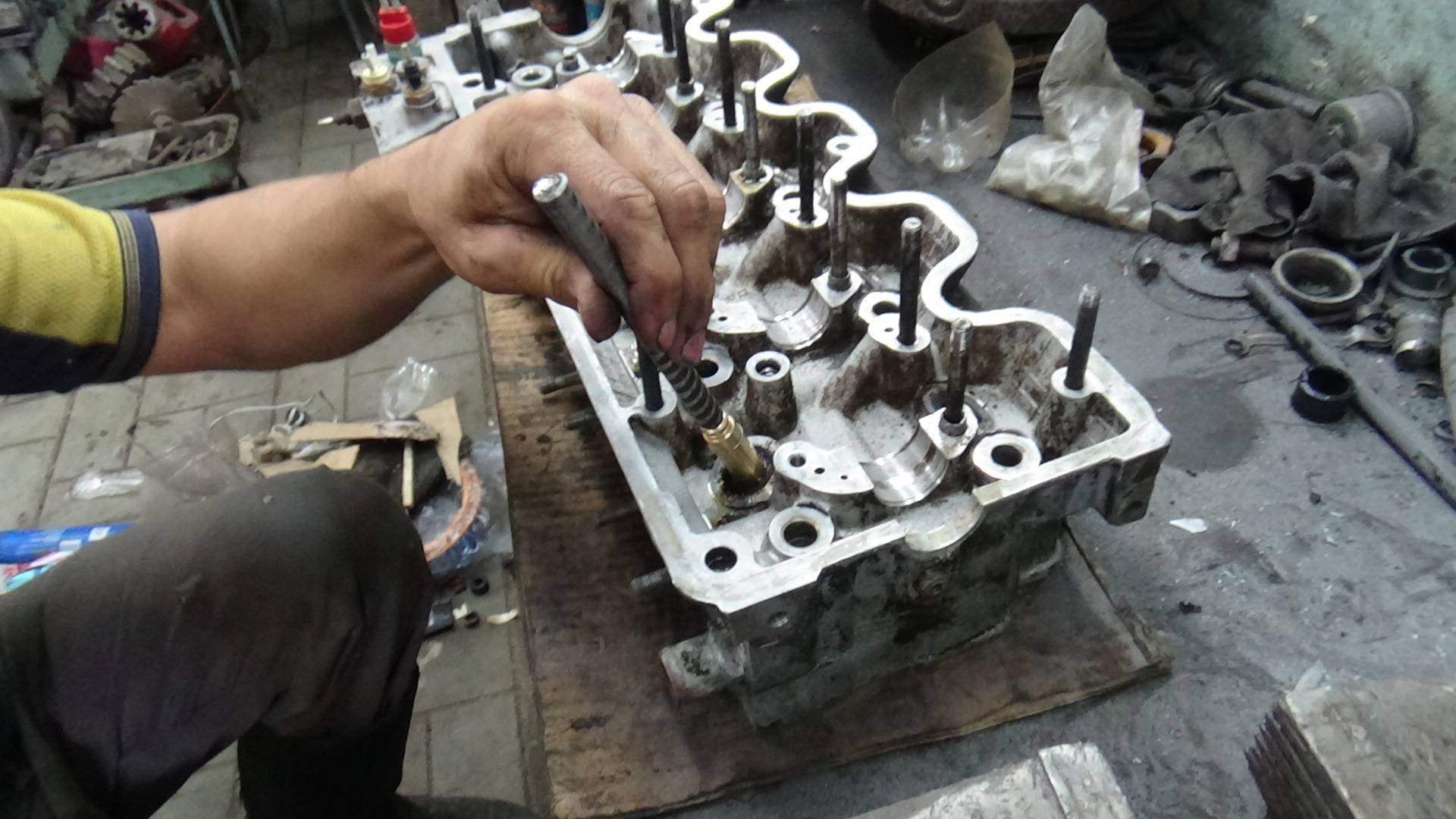
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
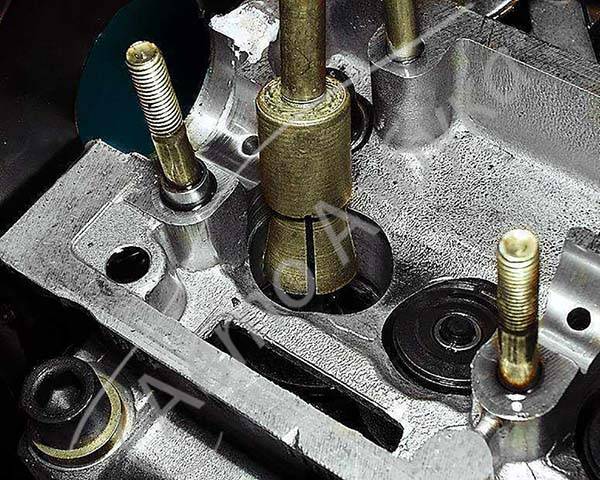
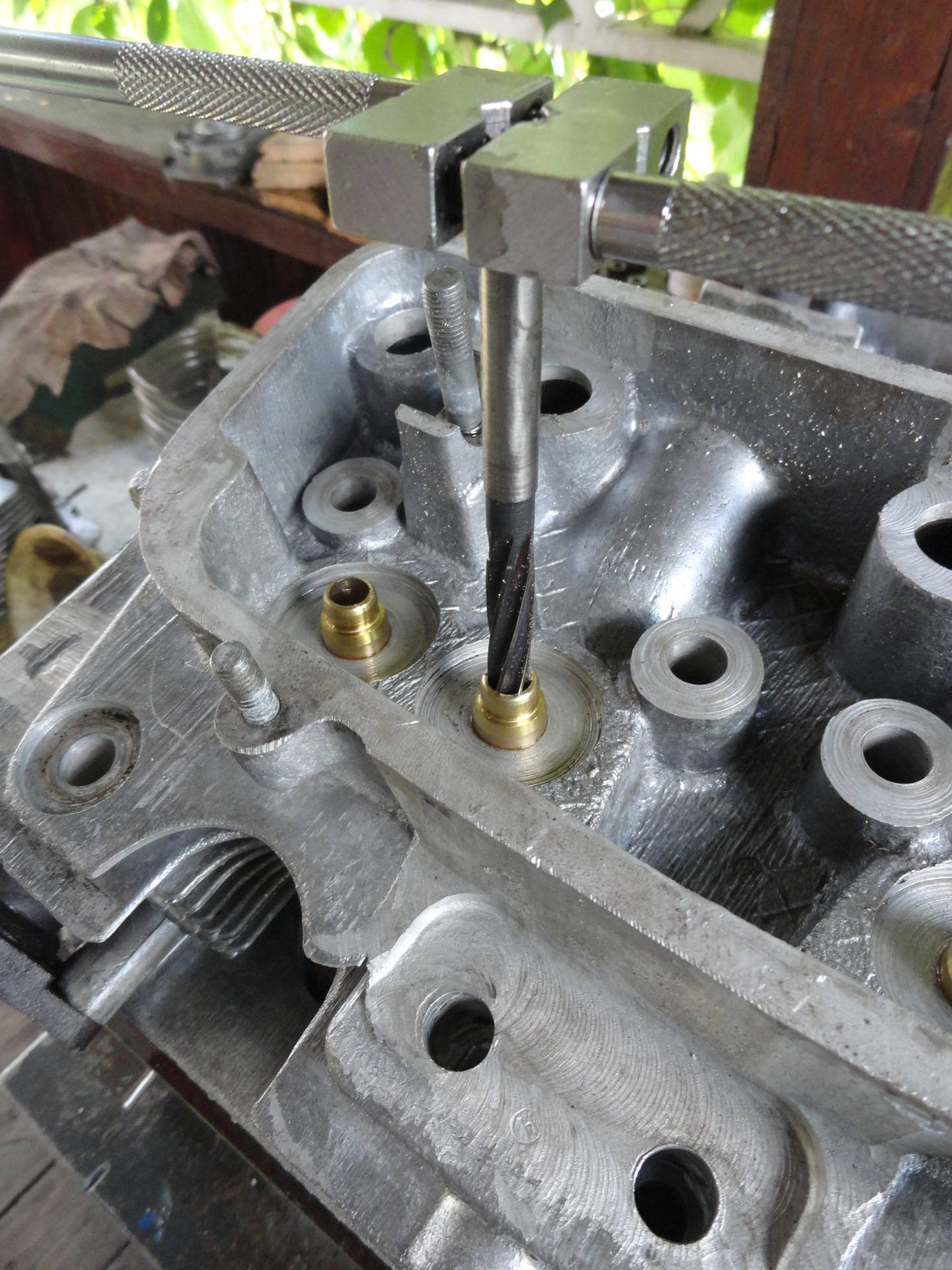
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
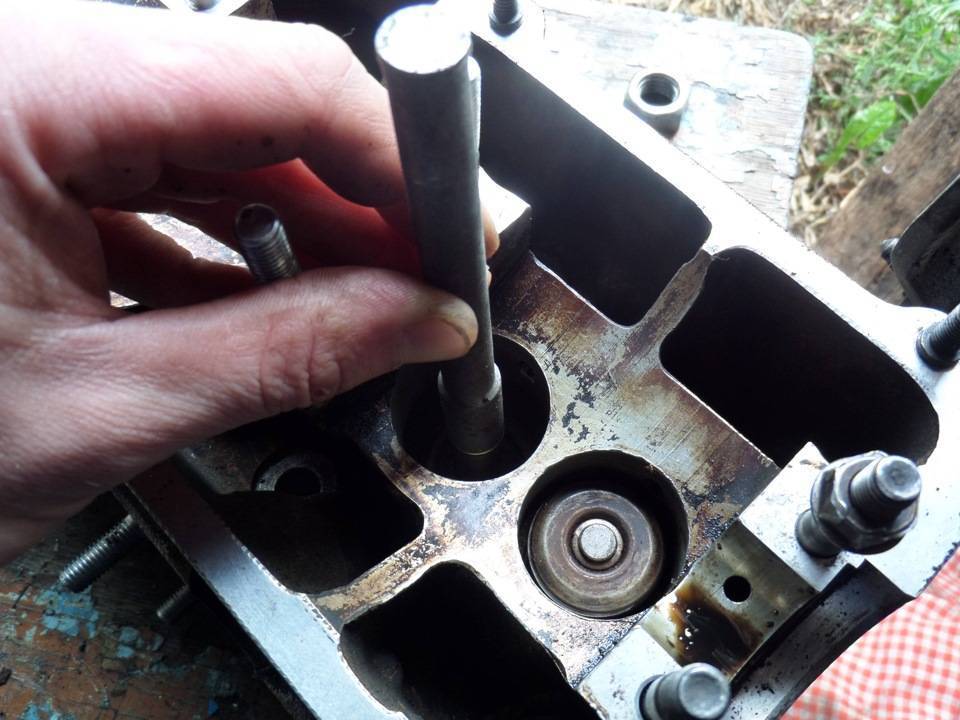
Далее наденьте на нее головку и вставьте шток
Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
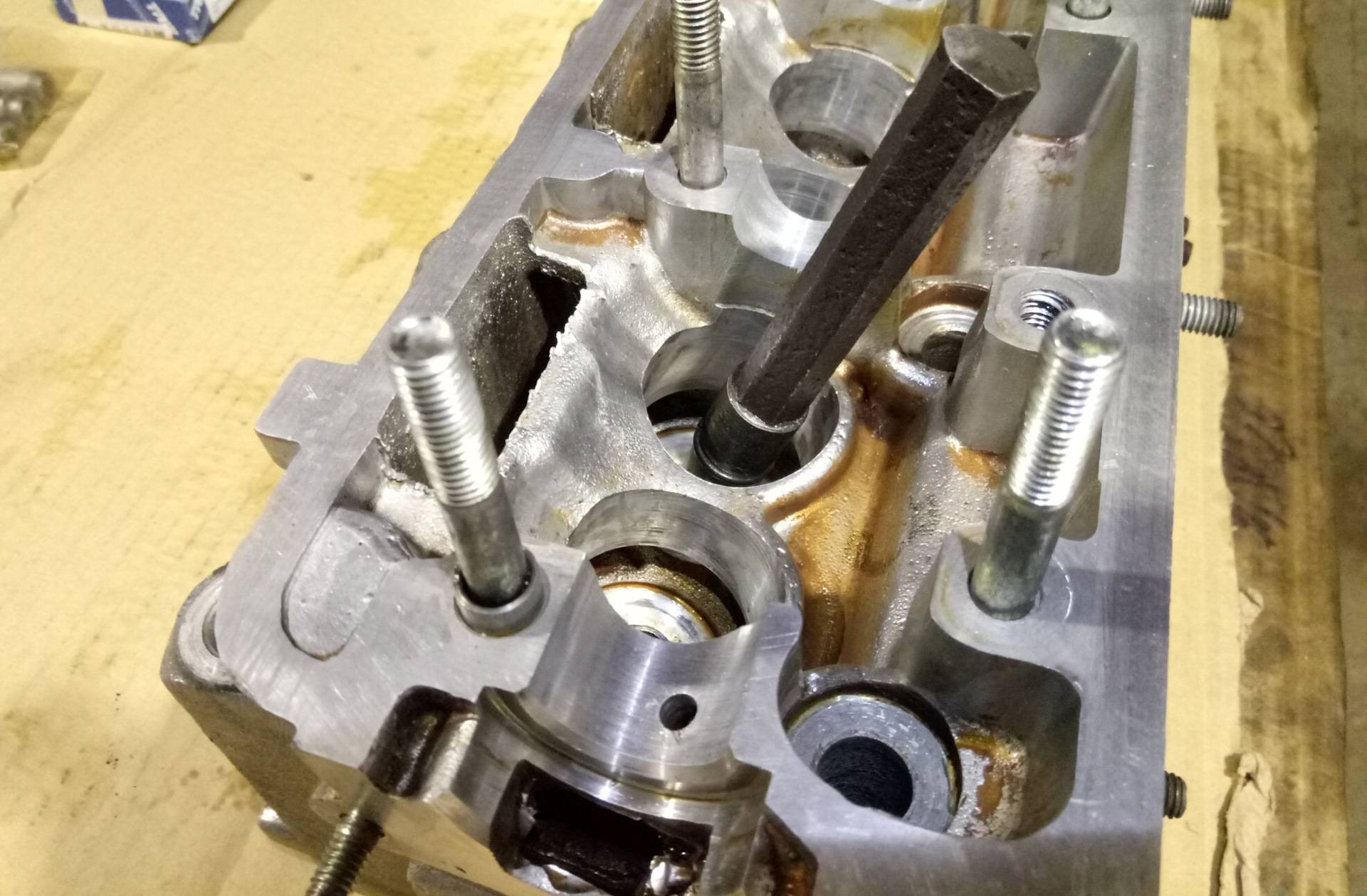
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.








Ещё кое-что полезное для Вас:
- Разбор и промывка гидрокомпенсаторов своими руками — инструкция + видео
- Как установить головку блока цилиндров на двигателе
- Затяжка головки блока цилиндров — как правильно выполнить?
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
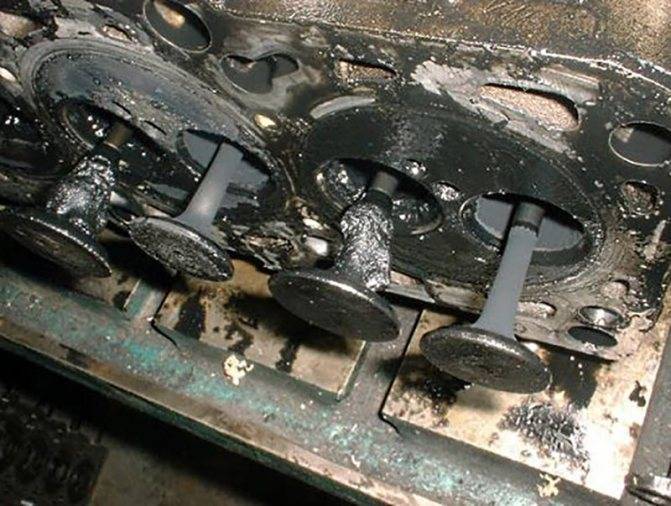
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
- С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Если ножка клапана продолжит «гулять» в направляющей, то разрушатся и сальники. Они изготовлены из относительно мягкого материала, но при чрезмерных нагрузках он затвердевает. В результате даже при небольшом смещении стержня может произойти разрушение сальника. Результат – масло попадает в камеры сгорания, появляется сильный нагар, увеличивается уровень вредных выбросов.
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.

Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.







Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Зазор между клапаном и направляющей втулкой
Замена ремня ГРМ ВАЗ 2110 8 клапанов

Покупая новые втулки, побеспокойтесь обзавестись микрометром
Теперь о самом главном — о размерах. Стандартная, заводская втулка имеет диаметр посадки 14,04-14,058 мм. Естественно, что для определения этого размера потребуется микрометр. Диаметр штока стандартного клапана — 7,985-8,0 мм. Посадочные размеры втулок клапанов, которые продаются в магазинах, а тем более на рынке, могут сильно отличаться от номинальных, поскольку такое понятие, как «ремонтные втулки» знакомо далеко не всем продавцам, да и не все производители придерживаются номиналов. Поэтому подбирать втулки нужно только с микрометром и только в комплекте с тем клапаном, с которым втулка будет работать в паре. В идеале, новая втулка должна быть на 0,05 мм больше старой. Допускается увеличение размера на 0,07 мм, но не больше, поскольку направляющая попросту не войдет в тело головки блока и при запрессовке расколется. Что касается отверстия под клапан, то в идеале его шток не должен вообще входить в новую втулку, или же входить с сильным натягом, потому что после запрессовки втулка будет обрабатываться разверткой. Проверка этих параметров при покупке втулок обязательна.
Назначение гильз
Основная задача клапанов — подача в камеру сгорания топливно-воздушной смеси и вывод из неё выработанных газов. У каждого из цилиндров мотора имеется два клапана — впускной и выпускной. В направляющей втулке движется шток, который и впускает/выпускает отработанные газы и топливную смесь. Герметизация камеры сгорания происходит за счёт точной «посадки» головки на седло.
Качество работы клапанов двигателя зависит от направляющих втулок и сёдел. Во время эксплуатации они изнашиваются и не могут поддерживать высокую производительность двигателя. В такой ситуации их придётся менять.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
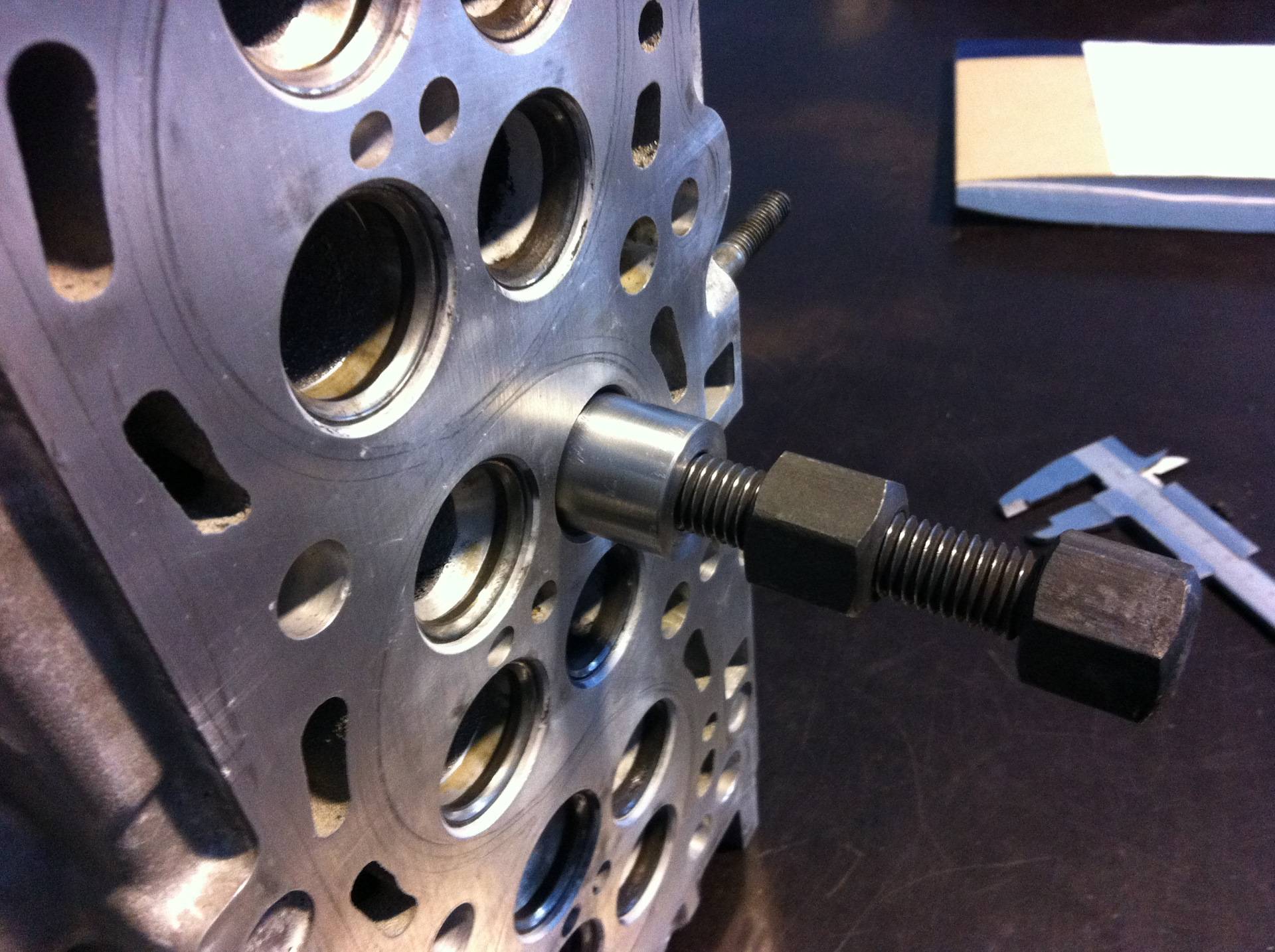
Установка направляющих втулок на ВАЗ 2109
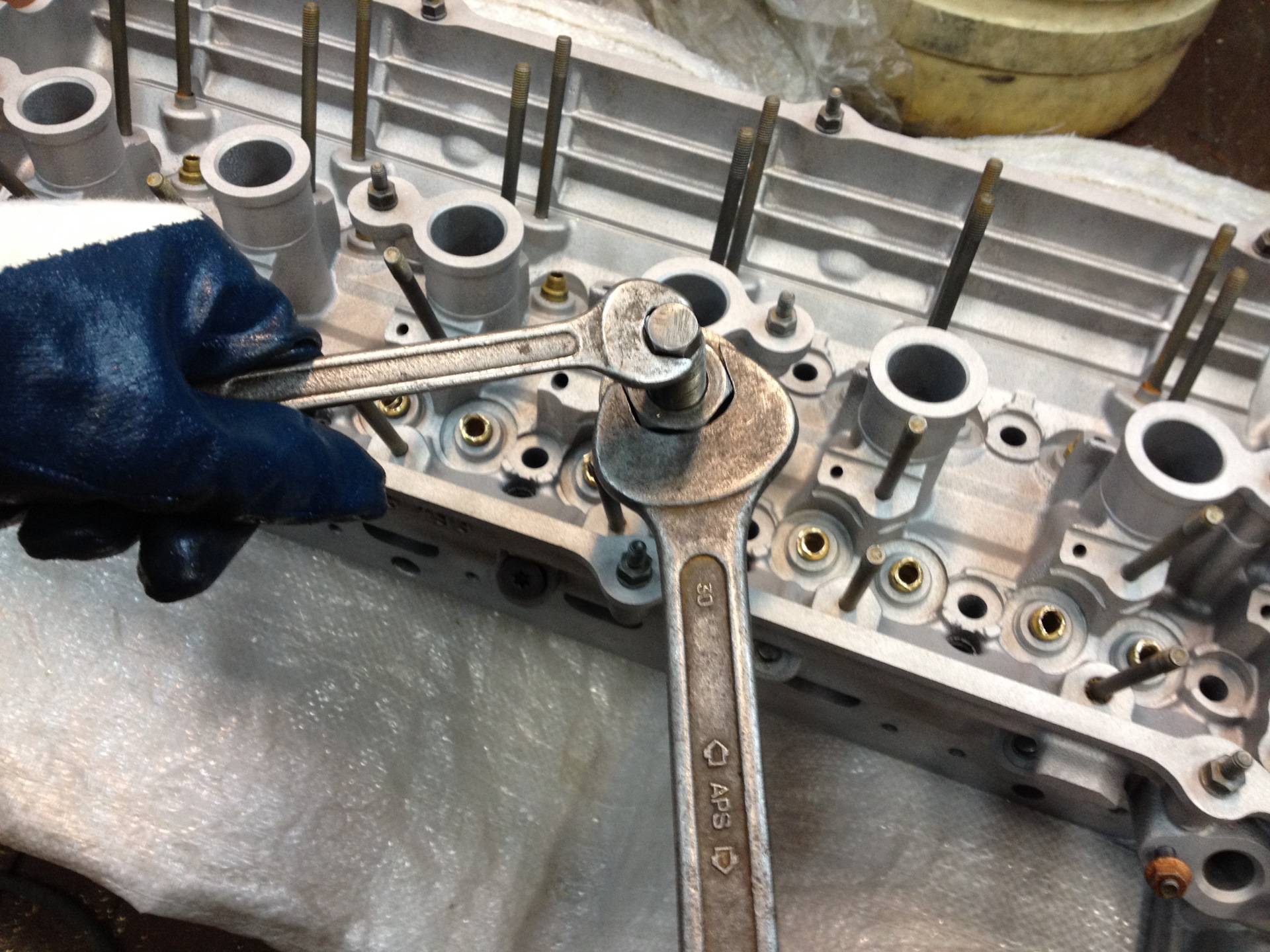
- Смена направляющих втулок на ВАЗ 2109 начинается с фиксации на детали съёмника посредством обточенных гаек. Центральная часть инструмента придерживается верхним ключом, а при помощи нижнего выпрессовывается направляющая втулка. Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается. Направляющие втулки клапанов ВАЗ 2106 выпрессовываются съёмником
Чтобы облегчить процесс установки втулки, её обрабатывают моторным маслом. Деталь запрессовывается в седло клапана при помощи конической втулки. При этом для впускного и выпускного клапанов втулки выбираются таким образом, чтобы резьба на направляющей детали была длиннее на несколько сантиметров.
Желательно, чтобы детали имели разную температуру: головка блока цилиндров должна быть нагрета до 150 о С, втулка, наоборот, охлаждается. Если не создать разницу температур, то можно спровоцировать деформацию алюминиевого сплава, в результате чего в металле возникнут слишком большие внутренние напряжения. Это может привести к перегреву клапанов двигателя.
На втулке располагается кольцо, по которому определяется её правильная посадка. После установки детали на ней развёртывается отверстие при помощи специального инструмента. Диаметр отверстия можно проверить нутромером — он должен соответствовать параметру, указанному в технической документации автомобиля. Если данные совпадают, то устанавливают клапан. При неплотном прилегании втулки к седлу её правят с помощью шарошки. Подводка седла клапанов ВАЗ 2109 при помощи шарошки
После монтажа новых втулок в ГБЦ могут появиться зазоры из-за потери соосности. Чтобы устранить данную проблему, необходимо провести притирку клапанов. С этой целью сёдла клапанов ещё раз обрабатываются шарошкой. Процедура установки новых втулок завершается после окончательной притирки клапанов.
Итак, поменять направляющие втулки можно как самостоятельно, так и в автосервисе. Это довольно простая в исполнении процедура, которая может значительно продлить срок эксплуатации двигателя автомобиля.
Многие автомобилисты с приличным опытом езды, которые видели двигатель в разобранном виде, не подозревают о существовании таких деталей, как направляющие втулки клапанов. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Измерение износа направляющей втулки клапана
Прежде чем измерять износ направляющей втулки клапана, необходимо измерить диаметр стержня клапана. Затем с помощью измерителя с разрезным кольцевым щупом измеряется диаметр отверстия в центральной части направляющей втулки клапана. После этого раскрытие кольцевого щупа измеряется с помощью микрометра. Затем измеряется диаметр отверстия на обоих концах направляющей втулки.
Разрез в кольцевом при этих измерениях должен быть ориентирован перпендикулярно оси максимального износа отверстия. Затем вычисляется разница между наибольшим диаметром отверстия в направляющей втулке и диаметром стержня клапана. Если зазор оказывается больше установленного предела, направляющая втулка клапана подлежит ремонту.
Зазор между стержнем и направляющей втулкой клапана можно также определить, измерив с помощью измерителя смещения с циферблатной шкалой люфт клапана, выдвинутого из седла. Необходимо также измерить диаметр стержня клапана.
Большинство американских производителей автомобилей, в двигателях которых используются встроенные направляющие втулки клапанов, рекомендуют расширять изношенные отверстия в направляющих втулках с помощью развертки и заменять клапаны новыми, со стержнями увеличенного, ремонтного диаметра. Если направляющая втулка клапана изношена, то скорее всего изношен и стержень клапана. В этом случае требуются новые клапаны. Но если клапаны заменяются, то безразлично — имеют ли они стержень стандартного диаметра или ремонтный, увеличенного диаметра. Ремонтные клапаны выпускаются обычно с диаметрами стержней, увеличенными на стандартную величину — 0,003, 0,005, 0,015 и 0,030 дюйма. Отверстие в ремонтируемой направляющей втулке развертывается или хонингуется до необходимого диаметра, соответствующего диаметру стержня ремонтного клапана. Зазор между стержнем и отремонтированной направляющей втулкой сохраняется таким же, как у старого клапана. При замене изношенных клапанов ремонтными, имеющими стержни увеличенного диаметра, масляный зазор и характеристики теплопередачи остаются прежними.
Многие компании, занимающиеся капитальным ремонтом двигателей, с целью упрощения ремонта головок, используют ремонтные клапаны со стержнями увеличенного диаметра.
При восстановлении отверстия в направляющей втулке клапана по технологии накаткиу накаточная головка, вращаясь, углубляется в отверстие. В ходе этой операции диаметр отверстия уменьшается за счет вытеснения металла из одних мест в другие. Технология накатки идеально подходит для двигателей со встроенными направляющими втулками клапанов (т.е. несъемными, отлитыми вместе с головкой блока цилиндров и, следовательно, незаменяемыми). Накатку не рекомендуется использовать для восстановления отверстий с износом, превышающим 0,006 дюйма (0,15 мм). В процессе накатки накаточный ролик конической формы, имеющий небольшой диаметр, или резьбонарезной резец со специально затупленной режущей кромкой, вдавливается в стенку отверстия, выдавливая в ней канавку без удаления металла, как показано на рис. 13.39 и 13.40. Металл выдавливается на края канавки, аналогично тому, как мягкий грунт выдавливается колесами автомобиля из колеи на ее края (образуя непрерывный выступ по краям колеи). Накаточная головка приводится в действие дрелью с понижающим редуктором. Развертки, входящие в комплект накаточной головки, развертывают накатанное отверстие ровно настолько, чтобы обеспечить соответствие зазора между направляющей втулкой и стержнем клапана требованиям общих стандартов на восстановленные узлы. Если требуется особая точность, отверстия хонингуются до заданного размера на высокоточном оборудовании. У направляющих втулок клапанов, восстановленных накаткой, зазор обычно вдвое меньше, чем у новых деталей. Но столь небольшой зазор допустим, потому что после накатки в стенке отверстия, по все его длине, остается множество тонких кольцевых выступов, которые удерживают масло, обеспечивая нормальную смазку.
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.






Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
ktonaavto.ru





