
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.
Сальник коленвала требующий замены
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Важно Устройство и принцип работы очесывающих жаток для уборки урожая зерновых
Балансировка, и зачем она нужна
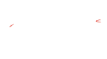
Вес растасовывается по маховику прерывисто, неравномерно. В ходе круговращения сформировываются преходящие нагрузки, которые появляются благодаря действию инерционных сил, соизмеримых совокупности массово-скоростных параметров, помноженных на себя.
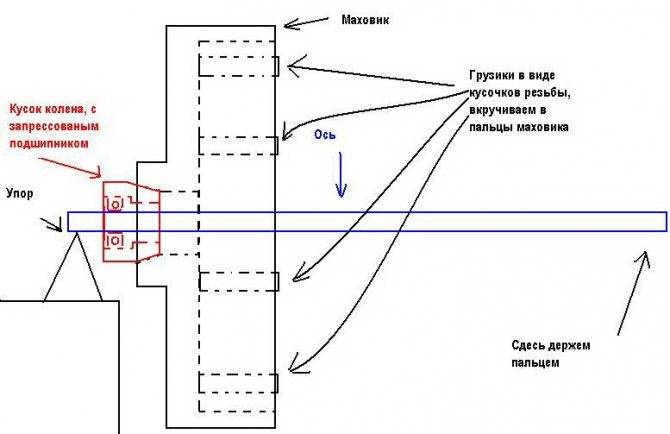
Схема проведения балансировки
Все эти нагрузки и переменчивые силы, воздействуют на элементы автомобиля гибельно, провоцируя несвоевременный их износ, уменьшая их производительность и безубыточность.
Балансировка или симметрирование юзовых масс, сокращает влияние инерционных сил, обеспечивая тем самым, продолжительное и высокоэффективное функционирование механизма.
Балансировка маховика особенно нужна бывает в том случае, когда элемент подвергается модернизации. Процедура поможет исключить отрицательные воздействия на ДВС, чему причиной может стать проведенная доработка.
Модернизация, как правило, подразумевает замену стандартного маховика на облегченный.
Полезно будет знать, что существуют разновидности дисбаланса. Рассмотрим их подробнее.
- Дисбаланс статический, который возникает в случае появления массы или некоего груза по отношению к оси устройства. Такой дисбаланс равносилен смещению оси. Негативные последствия – сильные вибрации.
- Дисбаланс моментный, т.е., возникающий на краях маховика. Вызывается дополнительными массами, которые не проявляются в статике, а возникают при вращении и становятся источниками сильнейших колебаний.
- Асимметрия динамического типа, которая представляет собой комбинированный вариант дисбаланса. Другими словами, это одновременное воздействие статического и моментного дисбаланса, крайне отрицательно влияющего на состояние узлов автомобиля (встречается чаще в шиномонтаже, среди проблем маховика, как правило, не встречается).
Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже. Для проведения процедуры в домашних условиях нужно изготовить специальное приспособление – станок, на который будет устанавливаться маховик. Сложного ничего нет. Сделать такой станок своими руками сможет даже человек, неимеющий слесарного опыта.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок. После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек. К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.
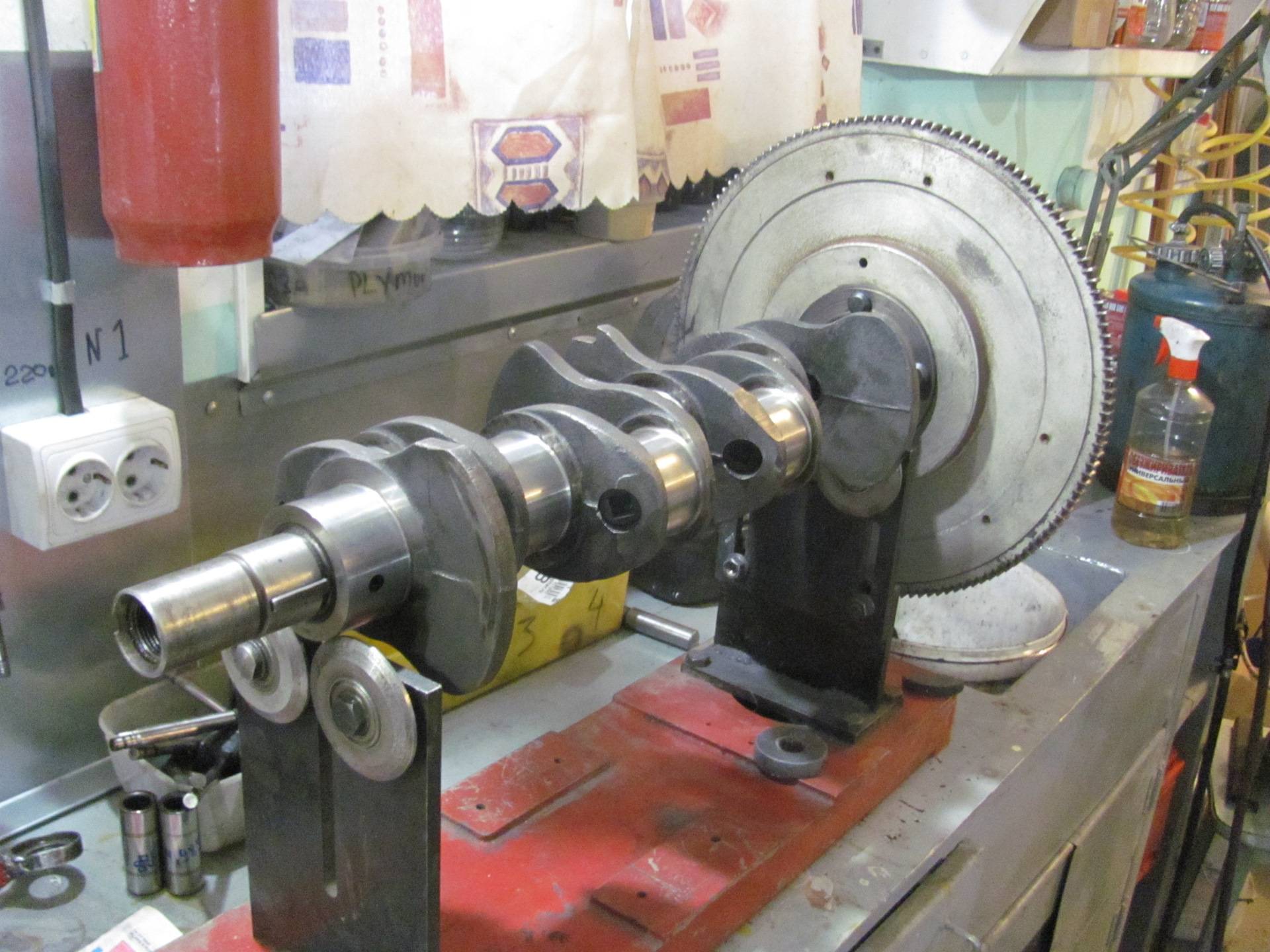
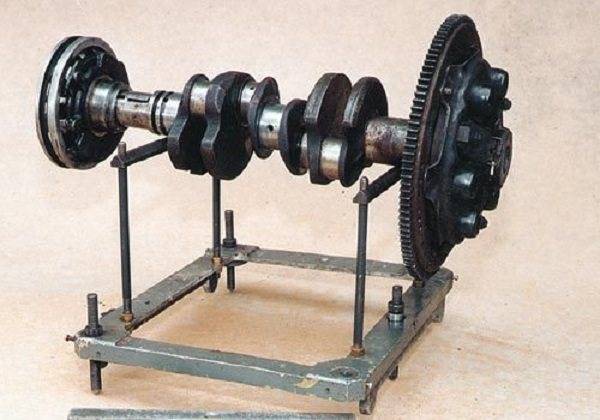
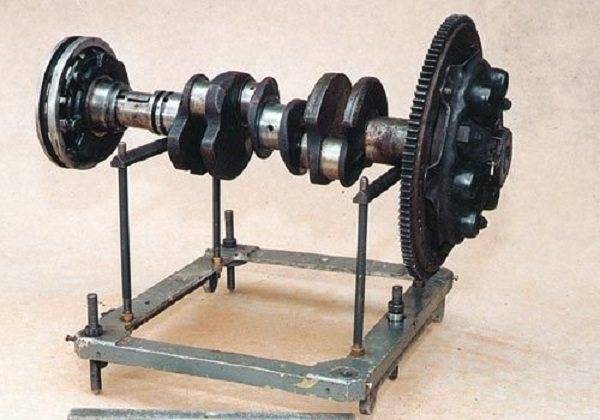
Самодельный станок для балансировки
Перед балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех. После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек. Длина прутов должна быть одинаковой – примерно 250 мм.
Теперь нужно взять 4 уголка шириной 2-4 см и длиной около 30 см и просверлить в них отверстия диаметром, соответствующим диаметру стоек. На каждую пару стоек надевается уголок ребрами вверх. Уголки нужно приварить. Получается приспособление напоминающее турник с брусьями: напротив друг друга устанавливаются стойки в виде буквы «П». На эти стойки будет устанавливаться коленчатый вал. Таким образом, станок для балансировки коленвала готов.
Последовательность действий
Балансировка коленчатого вала с помощью устройства, сделанного своими руками, состоит из следующих шагов:
- В первую очередь нужно выставить станок строго горизонтально. Для этого уровень укладывается сначала на одну перекладину-уголок. Затем следует подкручивать шпильки-стойки, пока уголок не будет расположен строго горизонтально. Далее уровень поворачиваем перпендикулярно, кладем его на два уголка-перекладины одновременно и крутим шпильку, высверленную посередине трубы. Добиваемся полной горизонтальности всей конструкции.
- Когда станок выставлен, на него можно устанавливать коленчатый вал в сборе с комплектующими. Если присутствует дисбаланс, вал начнет проворачиваться по уголку, пока самая тяжелая точка не окажется в нижней точке. Этот дисбаланс (перевес) нужно ликвидировать.
- Для устранения перевеса нужно убрать лишнюю часть металла в нижней (тяжелой) точке маховика. Определить точный вес металла, который нужно высверлить, можно с помощью небольших магнитиков. Их нужно цеплять на противоположной – легкой стороне маховика. Цеплять магнитики следует до тех пор, пока коленвал в сборе с деталями не будет переворачиваться, а будет лежать неподвижно.
- Добившись неподвижного положения коленчатого вала, нужно снять магнитики и взвесить их на весах. Это и будет тот вес, который нужно убрать, чтобы устранить дисбаланс.
- Теперь с маховика снимается столько стружки, чтобы ее вес был равен весу магнитов, которые мы перед этим взвешивали. Под приспособлением нужно постелить ветошь, чтобы собрать и взвесить стружку. Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.
- Если тяжелая точка приходится на какую-то деталь маховика, которая менялась, например, шкив. То высверливать нужно эту деталь. Если менялась корзина сцепления, то в ней удаляется лишний металл около отверстий ее крепления.
С данным приспособлением, изготовленным своими руками, можно легко отбалансировать коленчатый вал. Конечно, без специального оборудования достичь точности трудно, зато можно сэкономить на посещении автосервиса.
Методы диагностики датчика
Независимо от способа проверки прибора вам придется его снимать полностью. Для этого нужно сделать метки на картере, чтобы впоследствии новый датчик установить правильно. Выкручивается прибор при помощи ключа на «10». Обязательно при установке нужно соблюдать зазор между активной частью датчика и синхродиском – он должен быть от 0,6 до 1,5 мм.









Сначала производите визуальный осмотр прибора – если на нем имеются механические повреждения, царапины, вмятины, то рекомендуется произвести замену. Но если внешние признаки поломок отсутствуют, придется проводить диагностику омметром или вольтметром. Конечно, если имеется в наличии диагностический сканер, он покажет вам на ошибку датчика положения коленвала. Но только ошибка может проявиться и при обрыве проводки.
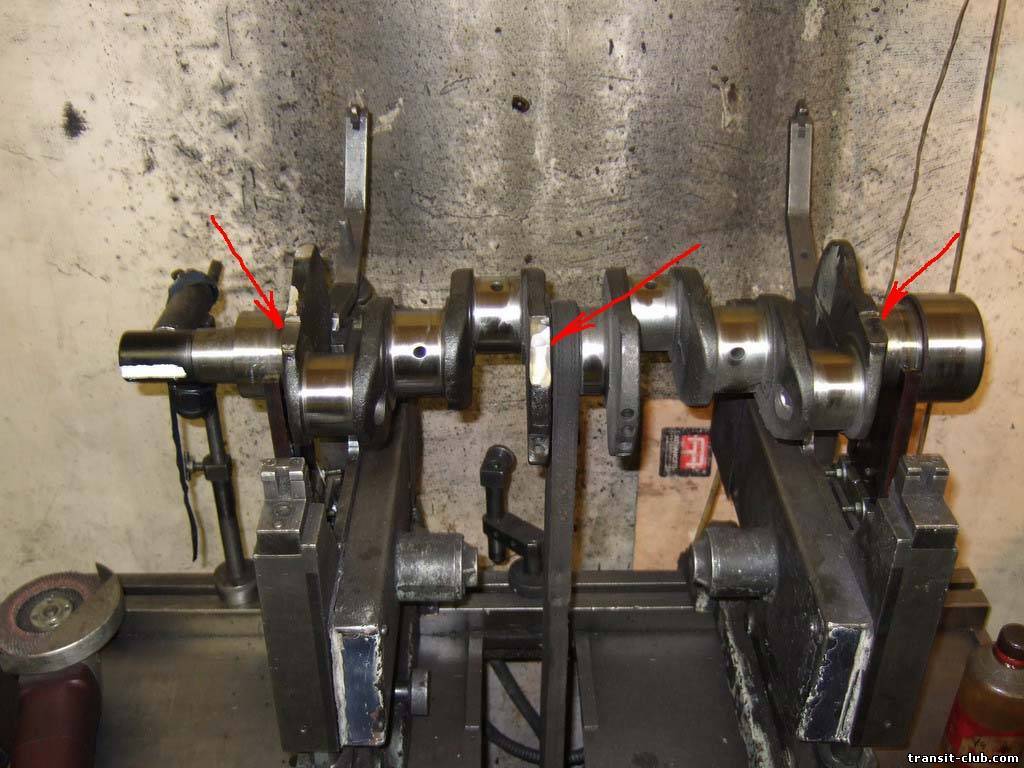
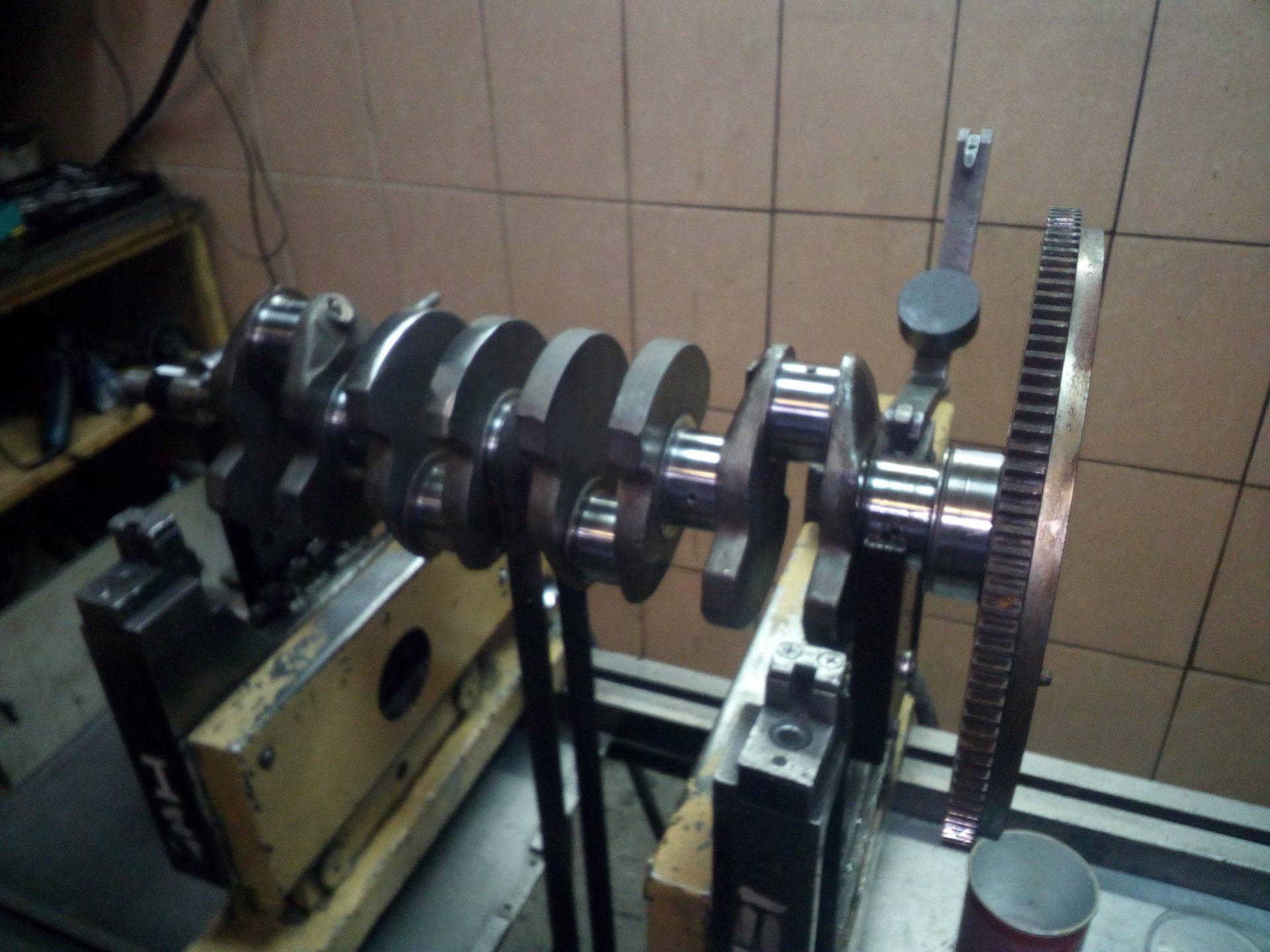
Проверка геометрии шеек перед шлифовкой коленвала
Разобрав двигатель и вынув коленчатый вал, его следует внимательно осмотреть. Трещины в любом месте коленвала недопустимы, а на поверхностях, которые облегают кромки сальников, не должно быть забоин, царапин или рисок. Ниже будут описаны проверка и допуски для исправного коленвала и разумеется у изношенного коленвала (с изношенными шейками) биение будет больше, чем описано ниже, так как шейки как правило изнашиваются в виде овала и это значит следует произвести шлифовку коленвала. Но нормы допусков следует знать и стремиться к ним. К тому же знание допусков на биение и методы проверки, поможет любому автовладельцу проконтролировать коленвал после того, как они заберут его из шлифовального цеха.

Осмотрев коленвал и убедившись в отсутствии дефектов, описанных выше, и с помощью индикатора часового типа (выставив индикатор на ноль и прикладывая носик индикатора к поверхностям шеек) проверяем биение допустимые биения показаны на рисунке 1 ниже.
- Биение посадочной поверхности под ведущую шестерню масляного насоса и биение коренных шеек коленвала не должно превышать 0,03 мм (чем меньше, тем лучше).
- Биение посадочной поверхности под маховик не должно превышать 0,04 мм (чем меньше, тем лучше).
- Биение посадочной поверхности под шкивы и поверхностей, по которым трутся кромки сальников не должно превышать 0,05 мм.
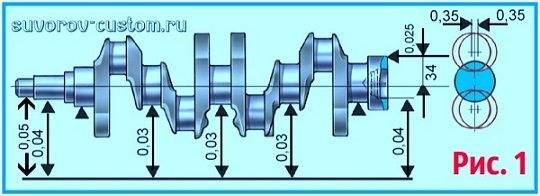
Далее измеряем с помощью микрометра диаметры коренных и шатунных шеек коленвала (измеряем микрометром крест-накрест, чтобы выявить и овальность). Шейки коленвала следует шлифовать, если их износ более 0,03 мм, или овальность более 0,03 мм., а также если на шейках имеются риски или задиры. Шлифуем шейки коленвала с уменьшением диаметра разумеется до ближайшего ремонтного размера (смотрим ремонтные размеры на рисунке 2, на примере коленвала ВАЗ 2108, 09). Ведь предусмотрена возможность перешлифовки шеек коленвала с уменьшением диаметра на 0,25; 0,5; 0,75;, 1 мм это на большинстве двигателей, как отечественных, так и иномарок. Так как ремонтные вкладыши изготавливают увеличенной толщины, под шейки коленвала, которые шлифованы и уменьшены по диаметру на 0,25; 0,5; 0,75; и 1 мм. При шлифовании добиваемся выдерживания размеров до ближайшего ремонтного размера (уменьшенного диаметра шейки на 0,25 мм). При этом овальность и конусность коренных и шатунных шеек после шлифовки коленвала не должны превышать 0,005 мм. Это конечно же зависит от точности шлифовального станка, но эти допуски на конусность и овальность шеек следует учитывать при обработке, иначе смысла ремонта не будет. А смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после их шлифовки должны быть в пределах ±0,35 мм см. рисунок 1. Для проверки устанавливаем коленвал крайними коренными шейками на две призмы и выставляем коленвал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек. Далее индикатором проверяем смещение в вертикальном направлении шатунных шеек второго, третьего и четвёртого цилиндров, относительно шатунной шейки первого цилиндра.
Способы устранения
В зависимости от вида неисправности проводят следующие действия.
Что касается устранения износов и задиров, то здесь необходимо отшлифовать шейки до полной их работоспособности. Стоит отметить, на большинстве автомобилей коленчатый вал расточить можно 4 раза, ремонтный размер вкладышей увеличивается на 0,25мм, первая расточка коленвала будет под вкладыши 0,25, вторая расточка будет под вкладыши 0,50, третья расточка под вкладыши 0,75, и последняя под вкладыши 1,00.
В случае износа вкладышей, их нужно заменить, и опять же расточить сам коленчатый вал, поскольку если просто заменить старые вкладыши и не шлифовать, то эффекта никакого не будет. Коленвал обязательно нужно растачивать под новые вкладыши.
При износе сальников необходима установка нового сальника коленвала. Чтобы сменить сальник, необходимо отсоединить провод от минусовой клеммы аккумулятора, установить поршень в первом цилиндре в ВМТ сжатия такта, затем снять приводной ремень на газораспределительном механизме. Далее снять зубчатый шкив (нужно знать, в какую сторону откручивается болт шкива коленвала – в большинстве автомобилей по правильной резьбе, т.е. против часовой стрелки), за ним – дистанционное кольцо и гнездо масляного насоса. В конце необходимо извлечь сальник с помощью отвертки. После установки нового сальника необходимо отрегулировать приводные ремни, кондиционерный компрессор и насос на гидроусилителе рулевого управления.
Отдельно стоит отметить датчик коленвала. Это то, что обеспечивает синхронность работы топливных форсунок и системы зажигания. Датчик коленчатого вала чаще всего становится причиной неисправности работы двигателя. Датчик дает информацию ЭБУ о положении и работе коленчатого вала. В результате поломки этого датчика нарушается практически вся система работы двигателя. ЭБУ не может установить нужное количество топлива, факт его впрыска, зажигания, угла поворота распредвала и многое другое
При неисправности датчика коленвала автомобиль может просто не завестись, именно поэтому важно уметь определить поломку и в случае необходимости заменить датчик.
По завершении всех ремонтных работ, связанных с коленчатым валом, необходимо произвести его балансировку. Для этого лучше обратиться к специалистам станций технического обслуживания.. Статья в тему: Как правильно сделать подтяжку ремня генератора?
Статья в тему: Как правильно сделать подтяжку ремня генератора?
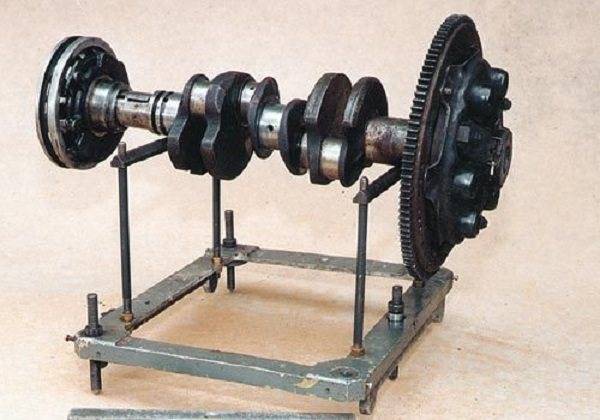
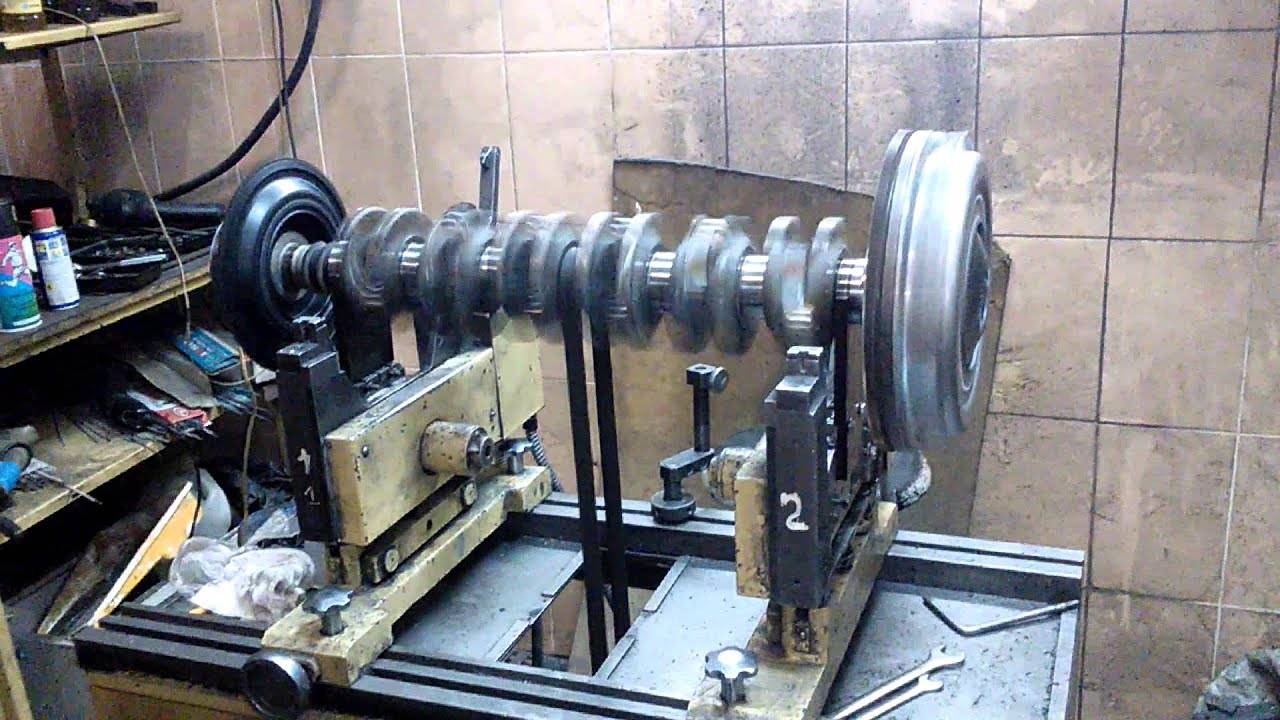
Проведение балансировки
Статическая балансировка производится несложно и возможна в домашних условиях. Возможно отбалансировать маховик с применением вспомогательных инструментов и средств. Для начала необходимо снять деталь, для этого нужно загнать автомобиль на смотровую яму, после этого отключить питание, которое использует стартер (он цепляет маховик), и только затем снять элемент. При этом следует учитывать, что свободное вывешивание маховика ведет к установке такого положения детали, в каком наиболее тяжелый участок будет локализоваться внизу. Для определения положения следует расположить маховик так, чтобы он беспрепятственно вращался на опорах. Это можно осуществить при закреплении детали на валу, который помещен на опоры. При этом в их качестве выступают уголки. Также для этого используют тиски, при этом в них зажимается вал с закрепленном на подшипниках маховиком. Он проворачивается под своим весом и устанавливается тяжелым участком именно в нижнем положении. После этого проводится проточка маховика, то есть удаление излишков металла с тяжелой стороны (шлифовка).
Кроме того, балансировка предполагает монтаж дополнительного груза с противоположной стороны. Так выравнивается распределение масс. Но проточка маховика, или шлифовка, является более распространенной процедурой. С ее помощью облегчается тяжелая часть детали и уравновешивается масса. После этого маховик устанавливается обратно, а стартер, который его цепляет, подключается к питанию.
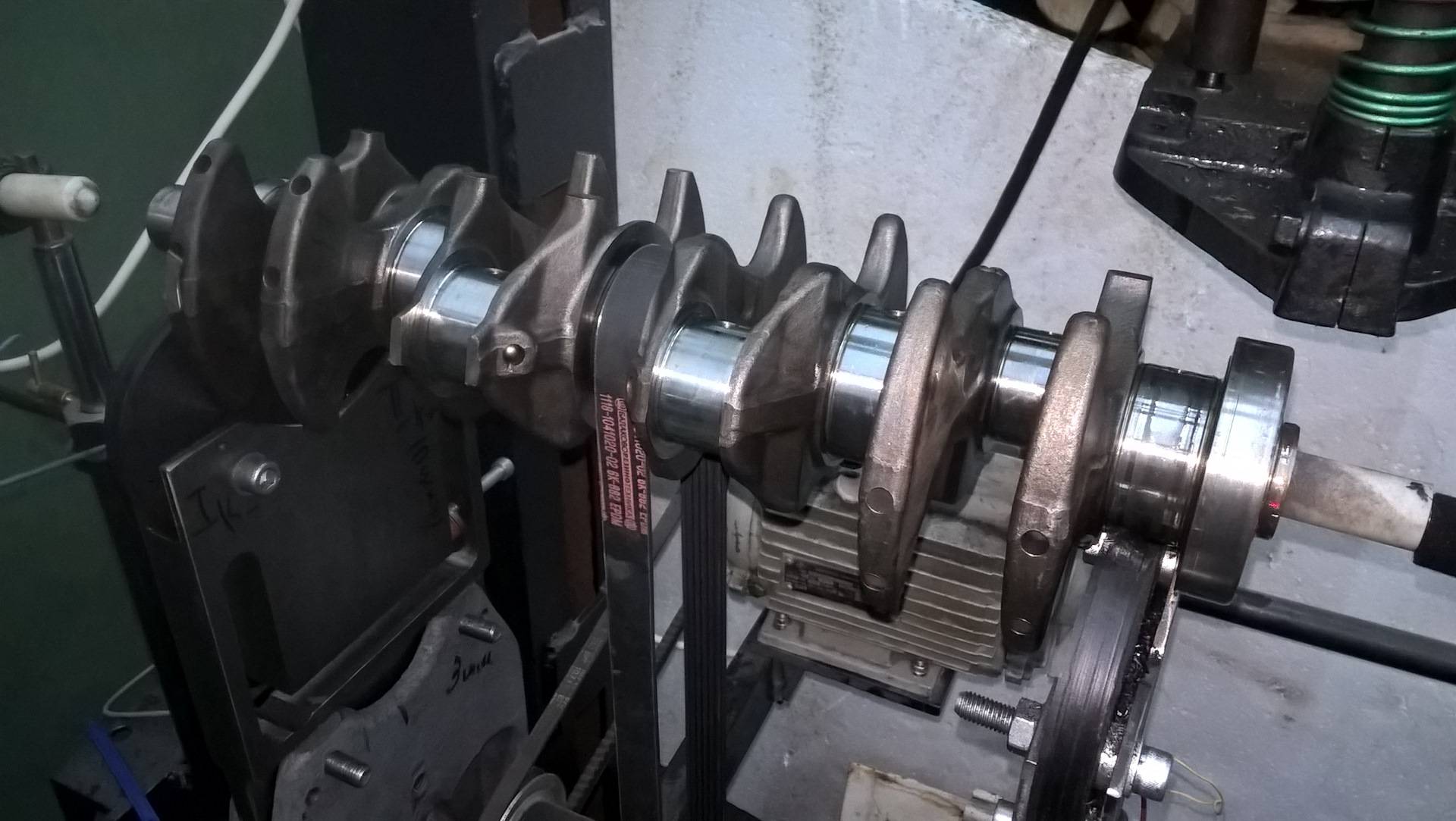
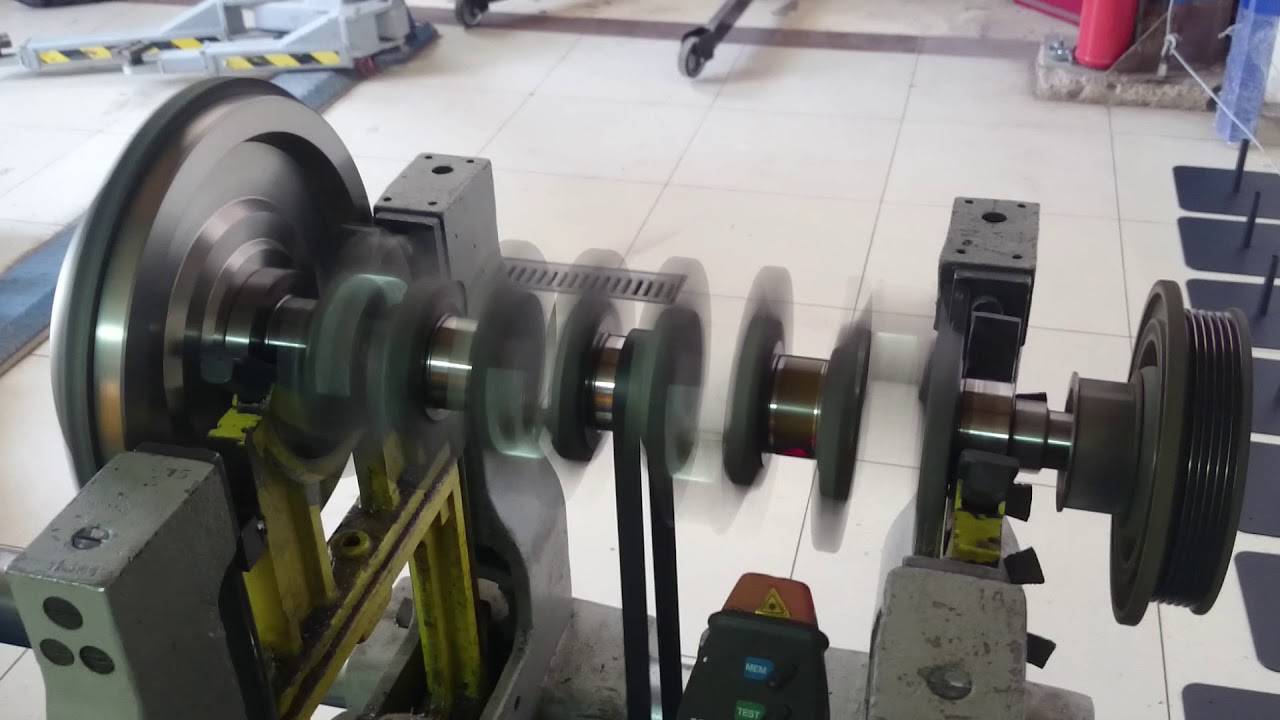
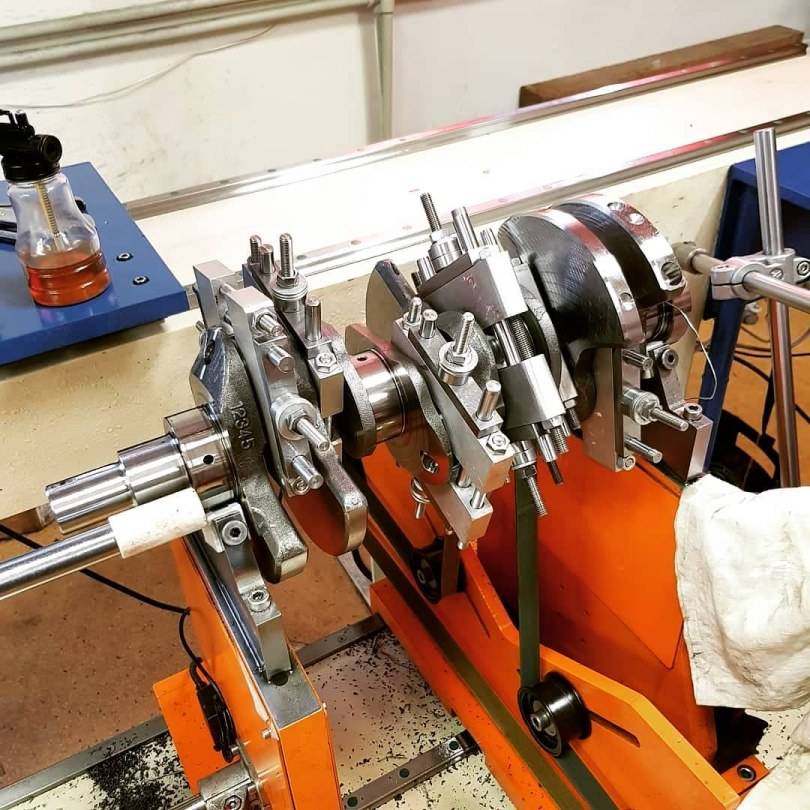
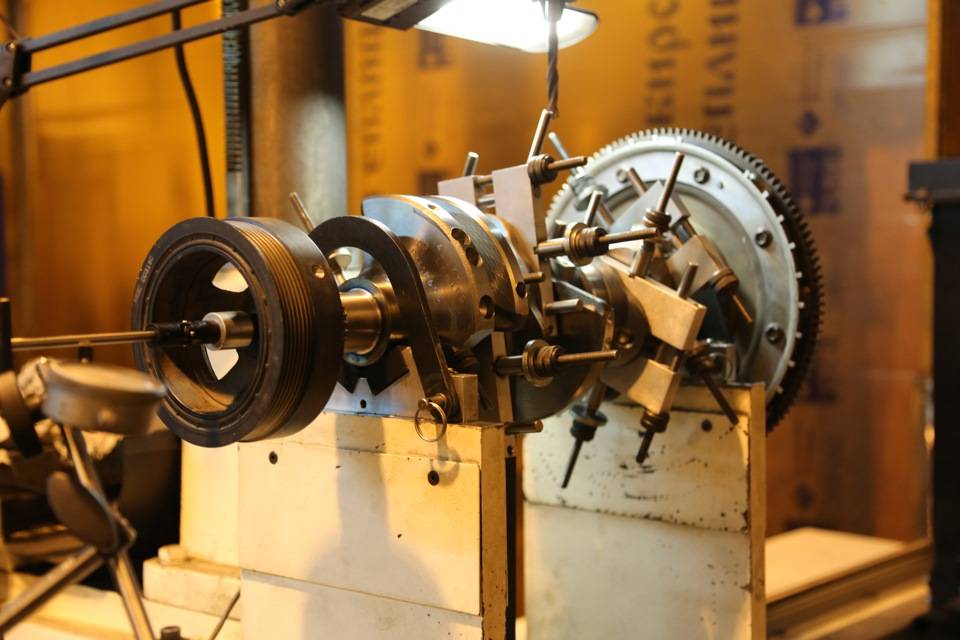
Процедура динамической балансировки должна проводится в условиях профессионального автосервиса. Для ее осуществления требуется специализированное оборудование. Особенность процедуры заключается в ее совместном характере: устранение дисбаланса производится одновременно для маховика, сцепления и коленвала. При этом так же, как и при статической балансировке, производится отключение питания, которое использует стартер, что цепляет маховик.
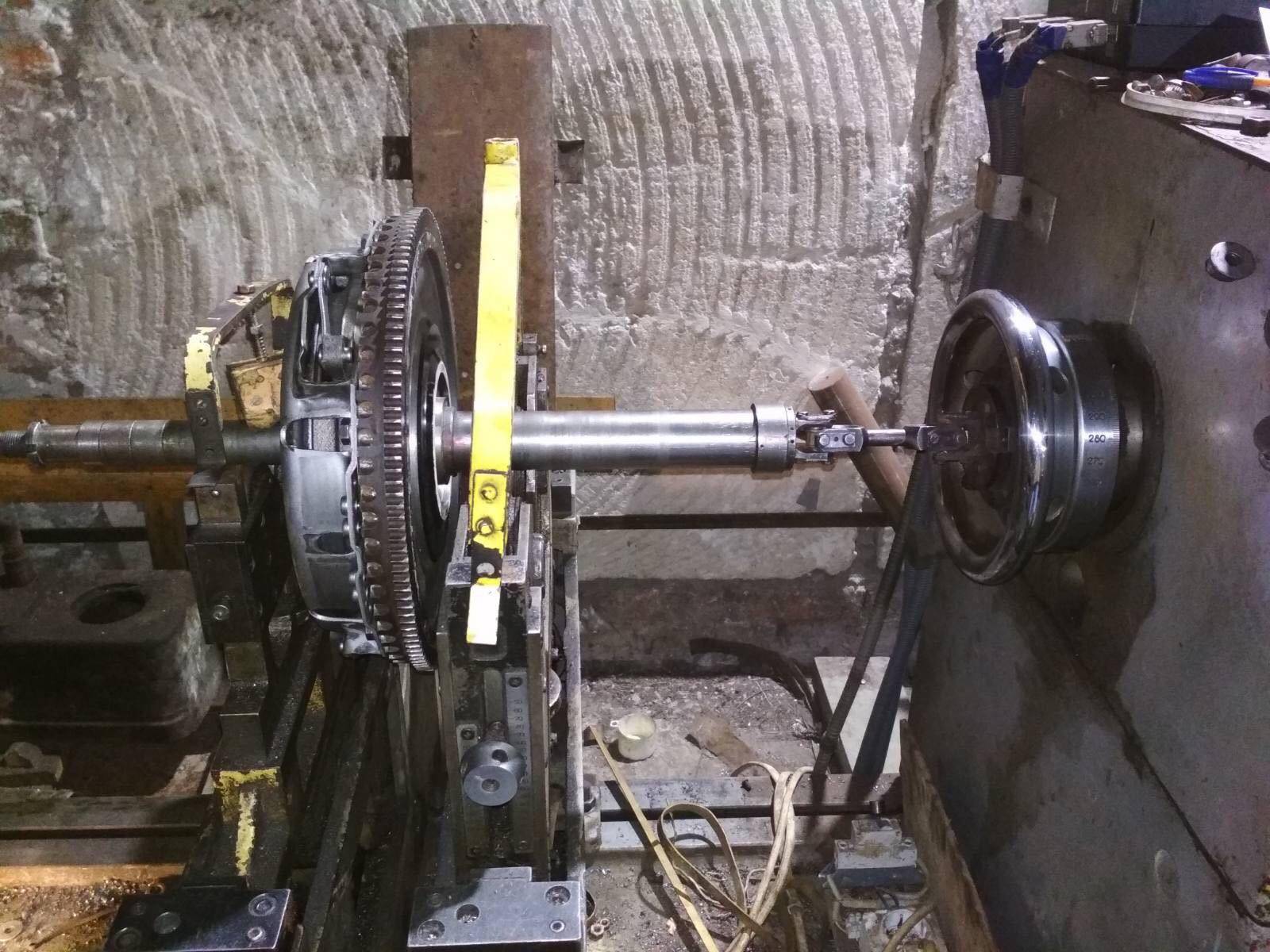
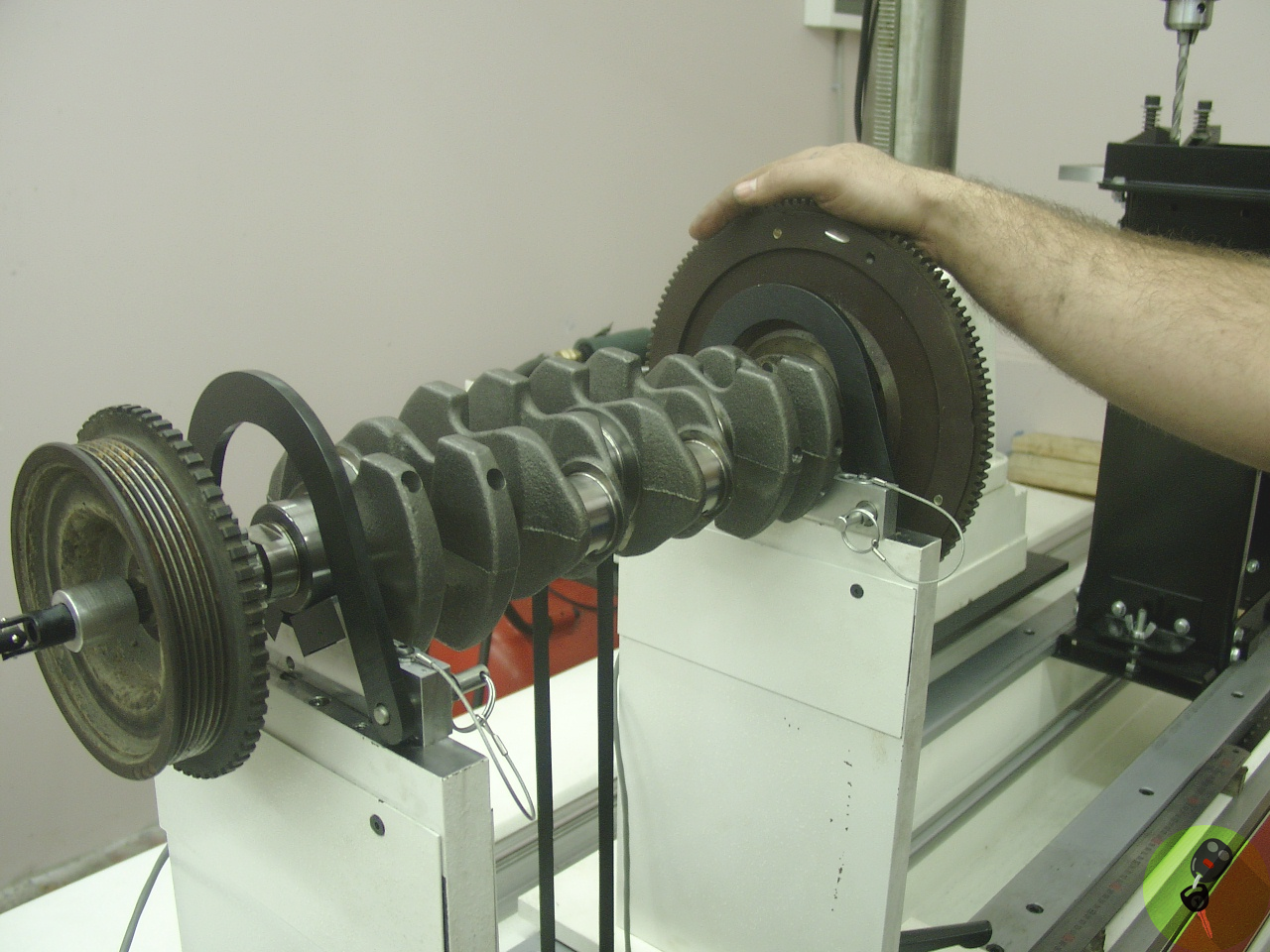 Совместная балансировка коленчатого вала и маховика
Совместная балансировка коленчатого вала и маховика
Таким образом, возможно отбалансировать маховик самостоятельно — шлифовка является довольно простой процедурой, но динамическую балансировку следует осуществлять только с привлечением специалистов, поскольку она требует устранения дисбаланса совместно для коленвала, сцепления и маховика и предполагает довольно сложный алгоритм действий с использованием сложного оборудования и инструментов. Кроме того, шлифовка, проведенная в сервисе, оказывает более положительное действие на работу автомобильного двигателя
Насколько важна своевременная балансировка коленчатого вала
Подавляющее большинство специалистов в качестве ответа на этот вопрос приводят следующие доводы:

Об услуге
Качественный профессиональны ремонт и балансировка карданного вала в Москве и Московской области осуществляется компанией «КАРДАН-ГАРАНТ» на новейшем сертифицированном оборудовании Европейского качества. Балансировка кардана в Москве и Московской области является одной из самых востребованной операцией по выявлению и устранению вибрации в автомобилях. Балансировка важна и нужна после производства любых операций с карданным валом. Резка, удлинение и укорачивание, замена фланцев и вилок карданного вала легкового и грузового транспорта, замена ШРУСов и крестовин, замена подвесных опор, шлицевых соединений, восстановление посадочных отверстий под крестовины, напыление металла и многое другое
И важно проводить балансировку кардана на сертифицированном оборудовании в специализированном техцентре, который обязан выдать абсолютный результат и предоставить гарантию на все виды работ. Наше балансировочное оборудование позволяет проводить динамическую балансировку карданного вала длиной более 4500 мм и частотой оборотов более 5000. Мы можем предоставлять данную услугу для легкового, коммерческого,грузового транспорта и спецтехники
Также балансируем промышленные валы из легкой и текстильной промышленности, наши клиенты есть из кофейных компаний, где необходима балансировка дробильных валов для зерен. В текстильной промышленности это специальные валы для нанесения узоров на полотна тканей, там должна быть идеально ровная поверхность. Еще похожие промышленные валы используются в печатной индустрии. Мы тщательно следим за нашим оборудованием, проводим обязательную профилактику. Стараемся добиться максимального качества в работе. Будем рады видеть Вас у нас в гостях!





Мы можем предоставлять данную услугу для легкового, коммерческого,грузового транспорта и спецтехники. Также балансируем промышленные валы из легкой и текстильной промышленности, наши клиенты есть из кофейных компаний, где необходима балансировка дробильных валов для зерен. В текстильной промышленности это специальные валы для нанесения узоров на полотна тканей, там должна быть идеально ровная поверхность. Еще похожие промышленные валы используются в печатной индустрии. Мы тщательно следим за нашим оборудованием, проводим обязательную профилактику. Стараемся добиться максимального качества в работе. Будем рады видеть Вас у нас в гостях!
В «КАРДАН-ГАРАНТ» готовы провести точную балансировку карданного вала для автомобилейотечественного и иностранного производства,легкового и грузового транспорта, в том числе и спецтехники.
При проведении этих мероприятий нужно учитывать тот факт, что карданная передача состоит из двух и более крутящихся элементов и представляет единую систему, которую нужно балансировать целиком в собранном виде, как она установлена в конкретном автомобиле.
Ремонт и балансировка карданных валов осуществляется на современном оборудовании, имеющим необходимые сертификаты. При помощи таких инструментов компания может монтировать карданные передачи весом до трехсот пятидесяти килограмм, которые состоят из двух и более крутящихся элементов. На оборудовании можно балансировать карданы грузовиков, лимузинов и микроавтобусов. При этом значение оборотов вала может достигать пяти тысяч в минуту.
Если не произвести своевременную настройку кардана, то его вибрация будет увеличивать нагрузку на ответственные узлы машины (редуктора, коробка, мост). Кроме дискомфорта при езде это может привести к выходу из строя узлов кардана, а это уже будет означать более дорогой ремонт.
Как провести балансировку своими руками?
Ниже описан старый, но эффективный метод восстановления кардана. Его недостаток заключается в больших временных затратах. Для проведения манипуляции понадобятся удобная смотровая яма или эстакада, грузики с разным весом. Последние можно заменить кусочками сварочных электродов.
Работы выполняются по инструкции:
- Условно разделить трубу поперёк на 4 одинаковых отрезка. Число частей может быть увеличено в зависимости от силы тряски и большого количества свободного времени.
- На первый кусочек кардана нужно прикрепить свинцовый грузик с примерным весом 30г. таким образом, чтобы он был надёжно зафиксирован на поверхности с возможностью легко снять его. Обычно для обеспечения такого закрепления используют металлический хомут, прочную клейкую ленту (изоленту или скотч), мягкую стяжку, проволоку и т.д. Если вместо груза прикрепляются электроды, то присоединяют больше двух штук одновременно. Их количество варьируется при уменьшении общей массы.
- Провести тест. Для этого нужно выехать на гладкую дорогу и проверить степень вибрации. Если она стала менее ощутима, то выбран верный отрезок кардана для балансировки.
- В том случае если уровень дрожания авто остался на прежнем уровне, следует зафиксировать грузик на следующей части вала, отмеченной в начале процедуры.
Будет полезно: Датчик давления и уровня масла ваз 2109 (карбюратор и инжектор): описание и замена
Повторять эти стадии работ необходимо до тех пор, пока не будет обнаружен тот отрезок кардана, при котором вибрация проявляется в минимальной степени. Далее нужно подобрать оптимальный вес грузика, при котором тряска исчезает совсем. Это идеальный вариант, однако при самостоятельной балансировке можно допустить остаточное чуть ощутимое дрожание машины.
Завершающим этапом балансирования вала этим способом является жёсткое долговечное прикрепление груза к кардану. Лучший вариант прикрепления – использование электросварки. Если такой возможности нет, то альтернативой станет вещество «холодна сварка». Нежелательный, но часто применяемый метод – надёжное затягивание грузика хомутом из металла.
Другие методики балансировки вала
- Ещё один метод начинается со снятия кардана. Его укладывают на идеально ровную горизонтальную поверхность на металлические невысокие подставки. Расстояние между ними должно быть немного меньше длины вала. Деформированный кардан имеет смещённый центр тяжести. В подобном положении деталь прокрутится, и его утяжелённый участок окажется снизу. Этот метод может стать «предисловием» к уже описанному алгоритму. Благодаря ему, определение нужного участка трубы пройдёт быстрее. Однако найти идеально ровную плоскость для его применения не всегда возможно.
- Использование анализатора частоты. Его можно собрать самостоятельно, но для отслеживания работы прибора нужно установить на компьютер специальную программу. Результаты колебаний на каждом отрезке трубы записывают, вычисляется место разбалансировки. Этот способ помогает справиться с вибрацией на продолжительный срок, но не устраняет её совсем.
Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже. Для проведения процедуры в домашних условиях нужно изготовить специальное приспособление – станок, на который будет устанавливаться маховик. Сложного ничего нет. Сделать такой станок своими руками сможет даже человек, неимеющий слесарного опыта.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок. После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек. К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.
Самодельный станок для балансировки
Перед балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех. После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек. Длина прутов должна быть одинаковой – примерно 250 мм.
Теперь нужно взять 4 уголка шириной 2-4 см и длиной около 30 см и просверлить в них отверстия диаметром, соответствующим диаметру стоек. На каждую пару стоек надевается уголок ребрами вверх. Уголки нужно приварить. Получается приспособление напоминающее турник с брусьями: напротив друг друга устанавливаются стойки в виде буквы «П». На эти стойки будет устанавливаться коленчатый вал. Таким образом, станок для балансировки коленвала готов.
Последовательность действий
Балансировка коленчатого вала с помощью устройства, сделанного своими руками, состоит из следующих шагов:
- В первую очередь нужно выставить станок строго горизонтально. Для этого уровень укладывается сначала на одну перекладину-уголок. Затем следует подкручивать шпильки-стойки, пока уголок не будет расположен строго горизонтально. Далее уровень поворачиваем перпендикулярно, кладем его на два уголка-перекладины одновременно и крутим шпильку, высверленную посередине трубы. Добиваемся полной горизонтальности всей конструкции.
- Когда станок выставлен, на него можно устанавливать коленчатый вал в сборе с комплектующими. Если присутствует дисбаланс, вал начнет проворачиваться по уголку, пока самая тяжелая точка не окажется в нижней точке. Этот дисбаланс (перевес) нужно ликвидировать.
Приспособление для балансировки
- Для устранения перевеса нужно убрать лишнюю часть металла в нижней (тяжелой) точке маховика. Определить точный вес металла, который нужно высверлить, можно с помощью небольших магнитиков. Их нужно цеплять на противоположной – легкой стороне маховика. Цеплять магнитики следует до тех пор, пока коленвал в сборе с деталями не будет переворачиваться, а будет лежать неподвижно.
- Добившись неподвижного положения коленчатого вала, нужно снять магнитики и взвесить их на весах. Это и будет тот вес, который нужно убрать, чтобы устранить дисбаланс.
- Теперь с маховика снимается столько стружки, чтобы ее вес был равен весу магнитов, которые мы перед этим взвешивали. Под приспособлением нужно постелить ветошь, чтобы собрать и взвесить стружку. Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.
Процедура балансирования на СТО
- Если тяжелая точка приходится на какую-то деталь маховика, которая менялась, например, шкив. То высверливать нужно эту деталь. Если менялась корзина сцепления, то в ней удаляется лишний металл около отверстий ее крепления.
С данным приспособлением, изготовленным своими руками, можно легко отбалансировать коленчатый вал. Конечно, без специального оборудования достичь точности трудно, зато можно сэкономить на посещении автосервиса.
Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже. Для проведения процедуры в домашних условиях нужно изготовить специальное приспособление – станок, на который будет устанавливаться маховик. Сложного ничего нет. Сделать такой станок своими руками сможет даже человек, неимеющий слесарного опыта.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок. После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек. К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.
Самодельный станок для балансировки
Перед балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех. После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек. Длина прутов должна быть одинаковой – примерно 250 мм.
Теперь нужно взять 4 уголка шириной 2-4 см и длиной около 30 см и просверлить в них отверстия диаметром, соответствующим диаметру стоек. На каждую пару стоек надевается уголок ребрами вверх. Уголки нужно приварить. Получается приспособление напоминающее турник с брусьями: напротив друг друга устанавливаются стойки в виде буквы «П». На эти стойки будет устанавливаться коленчатый вал. Таким образом, станок для балансировки коленвала готов.







Последовательность действий
Балансировка коленчатого вала с помощью устройства, сделанного своими руками, состоит из следующих шагов:
- В первую очередь нужно выставить станок строго горизонтально. Для этого уровень укладывается сначала на одну перекладину-уголок. Затем следует подкручивать шпильки-стойки, пока уголок не будет расположен строго горизонтально. Далее уровень поворачиваем перпендикулярно, кладем его на два уголка-перекладины одновременно и крутим шпильку, высверленную посередине трубы. Добиваемся полной горизонтальности всей конструкции.
- Когда станок выставлен, на него можно устанавливать коленчатый вал в сборе с комплектующими. Если присутствует дисбаланс, вал начнет проворачиваться по уголку, пока самая тяжелая точка не окажется в нижней точке. Этот дисбаланс (перевес) нужно ликвидировать.
Приспособление для балансировки
- Для устранения перевеса нужно убрать лишнюю часть металла в нижней (тяжелой) точке маховика. Определить точный вес металла, который нужно высверлить, можно с помощью небольших магнитиков. Их нужно цеплять на противоположной – легкой стороне маховика. Цеплять магнитики следует до тех пор, пока коленвал в сборе с деталями не будет переворачиваться, а будет лежать неподвижно.
- Добившись неподвижного положения коленчатого вала, нужно снять магнитики и взвесить их на весах. Это и будет тот вес, который нужно убрать, чтобы устранить дисбаланс.
- Теперь с маховика снимается столько стружки, чтобы ее вес был равен весу магнитов, которые мы перед этим взвешивали. Под приспособлением нужно постелить ветошь, чтобы собрать и взвесить стружку. Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.
Процедура балансирования на СТО
- Если тяжелая точка приходится на какую-то деталь маховика, которая менялась, например, шкив. То высверливать нужно эту деталь. Если менялась корзина сцепления, то в ней удаляется лишний металл около отверстий ее крепления.
С данным приспособлением, изготовленным своими руками, можно легко отбалансировать коленчатый вал. Конечно, без специального оборудования достичь точности трудно, зато можно сэкономить на посещении автосервиса.
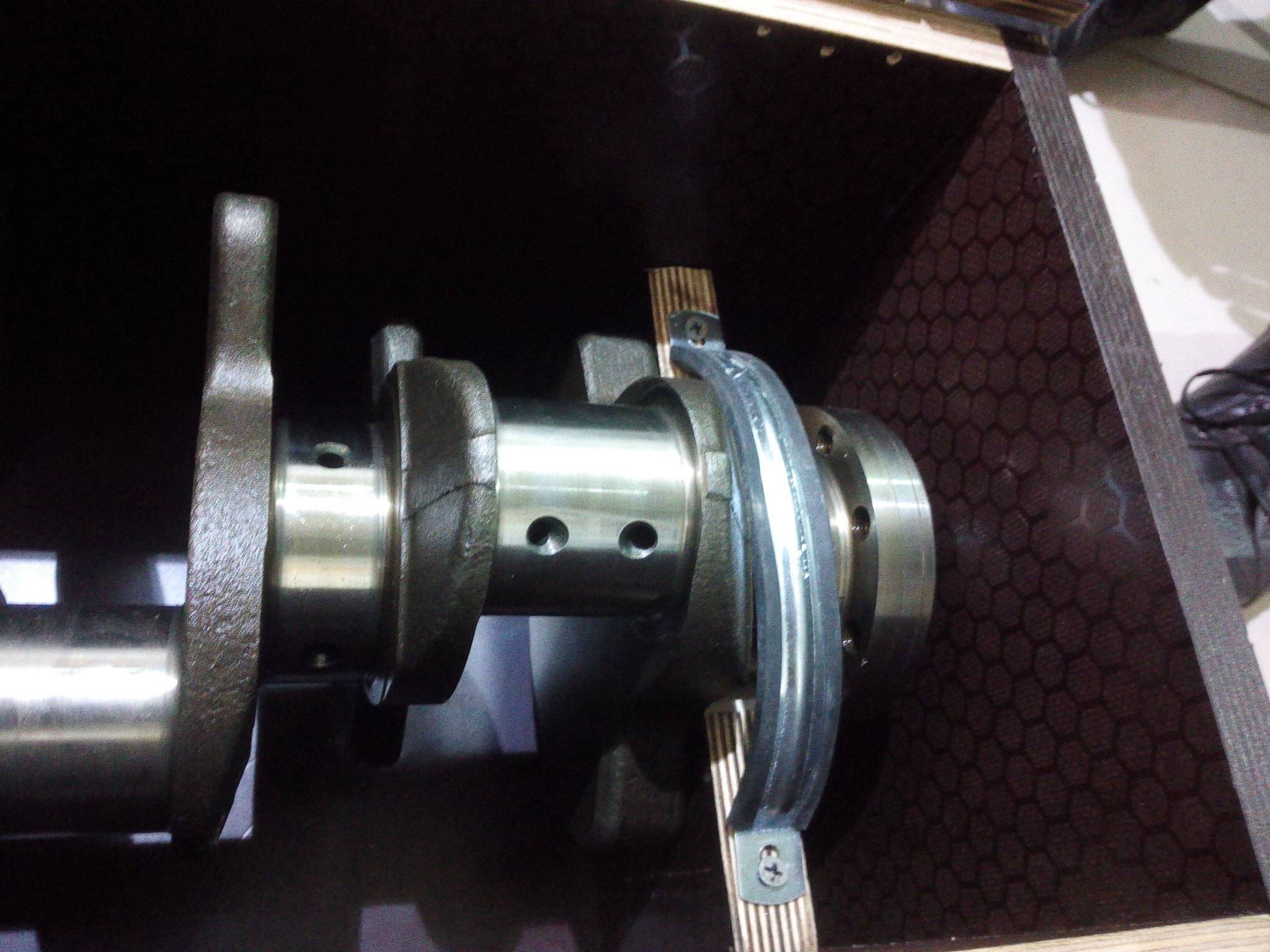
Распрессовка коленвала — подготовительные операции
Далее рассмотрим, как распрессовать коленвал двигателя. Это требуется, если вышел из строя один из опорных подшипников. Проводить разборку следует очень аккуратно. Некоторые умельцы считают, что погнуть коленчатый вал при разборке практически невозможно. Но это не так. Когда происходит повреждение:
- при снятии генератора;
- при демонтаже вариатора;
- во время разборки кривошипно-шатунного механизма (КШМ), чтобы этого избежать, желательно использовать специальный съемник;
- при съеме подшипника.

Для снятия коленвала нужно убрать крышку картера. Для этого ее следует расконтрить, затем раскрутить все удерживающие ее болты. Теперь доступ открыт, остается правильно вынуть коленвал. Он сидит плотно, поэтому это будет тоже своего рода выпрессовка, и потребуется спецприспособление. Однако можно обойтись и постукиванием по концу вала чем-нибудь твердым, но избегайте резких и сильных движений, чтобы не повредить деталь.

После того, как коленвал уже снят, проводят внешний осмотр узла на предмет люфта и прогибов. Далее штангенциркулем делают промер по всей окружности. Если дефекты не обнаружены, то для промеров используют микрометр для более тщательного осмотра. Максимальное допустимое отклонение не должно превышать 0,05 мм.
Что будет, если вовремя не сделать балансировку

Многие водители задумываются о том делать или не делать балансировку колёс своими руками. В действительности выбора нет. Провести эту процедуру необходимо, в противном случае возможны следующие последствия:
- ускоренный износ подвесной системы;
- разрушение подшипников;
- ухудшенное сцепление шин с дорогой;
- возникновение непостоянного контактного пятна;
- удлинение тормозного пути;
- ухудшение управляемости;
- неравномерный износ протектора;
- частая замена шин;
- потеря колеса прямо на дороге.
Из-за того, что вибрация в процессе езды передается на руки водителю – это способствует быстрой утомляемости. Поэтому делать балансировку надо, особенно, когда впереди длинная дорога.





