
Определяем неисправный Гидрокомпенсатор
Гидрокомпенсаторы, которые также называют гидротолкателями, выполняют регулировку зазоров клапанов мотора на Приоре 16 клапанной. Ниже будет приведена схема, как проходит демонтаж и замена ГК, но для начала стоит узнать, как определить дефектную деталь среди остальных.
Проверка компенсаторов осуществляется следующим образом:
Есть еще один метод – поставьте кулачки выступами вверх. Теперь нужно проверить, есть ли между кулачками и ГК зазоры. Утапливая проверяемую деталь Приора 16, необходимость сравнить скорость его движения с остальным толкателями. Если вы обнаружили зазор или ГК слишком быстро опускается, то стоит извлечь толкатель и осмотреть его на наличие загрязнений.
Проверка обратного клапана ГБЦ
При разборе толкателя вы наткнетесь на обратный клапан ГБЦ, в котором присутствует шарик с пружиной. Осмотрите обратный клапан ГБЦ, если эти элементы повреждены, то здесь поможет только замена толкателя. Обратный клапан ГБЦ вместе с его компонентами можно заменить целиком, но найти эти детали можно далеко не в каждом автомобильном магазине. Они не пользуются спросом, так как он редко выходит из строя.
Когда будете осматривать обратный клапан, проверьте, сухой ли он или нет. Если гидрокомпенсатор работает исправно, то обратный клапан должен быть в масле. Можно залить в него смазку и посмотреть, почему уходит масло.
Этапы ремонта на 8 и 16 клапанном авто
Устранение течи моторной жидкости
Извините, в настоящее время нет доступных опросов. Протечка моторной жидкости из ДВС 8 или 16 клапанов — это важный симптом, при котором головке блока цилиндров необходим ремонт. Обычно утечка жидкости происходит из-под заглушки. Она находится непосредственно на ГБЦ на задней части мотора. Обычно причина утечки лежит в изношенных уплотнительных кольцах.
- Для того чтобы произвести замену заглушки, необходимо скрутить три болта со шпилек.
- Сделав это, из места установки можно демонтировать уплотнительную резинку.
- Уплотнительные прокладки отечественного производства лучше не использовать, поскольку их качество оставляет желать лучшего. Для того чтобы обезопасить себя от необходимости замены кольца еще раз, лучше использовать герметик. Для большего удобства герметик можно набить в медицинский шприц.
- Выдавите немного герметика в место установки заглушки. Подождите пять минут, после чего установите новую прокладку на место, а затем установите заглушку.
Запрос вернул пустой результат.
Замена узла
Если уж так случилось и вам приходится произвести не ремонт, а замену головки блока цилиндров 2110 8 клапанов, а навыков проведения таких ремонтных работ у вас нет, то вам пригодится наша инструкция:
- Откройте капот авто и отключите минусовую клемму аккумулятора.
- Под днище авто подставьте емкость для сбора отработанного расходного материала. Найдите пробку слива хладагента и открутите ее. Вам нужно подождать некоторое время, пока антифриз не сольется полностью, обычно это занимает не более 15-20 минут.
- После этого отключите тросик привода дроссельной заслонки и приемную трубку, а также провода, расположенные с левой стороны ГБЦ мотора 8 клапанов. Кроме того, вам также потребуется демонтировать разъемы датчиков контроля температуры антифриза и давления моторной жидкости. Не забудьте отсоединить и патрубки охладительной системы.
- Далее, чтобы снять головку блока, следует произвести демонтаж ресивера с дроссельным узлом. Помимо этого вам понадобится произвести демонтаж таких механизмов и узлов, как впускной коллектор, устройство для накопления бензина с форсунками и всеми патрубками, крышку ГБЦ.
- Затем, при помощи гаечного ключа, снимите болт кронштейна задней опоры непосредственно мотора. Также следует открутить зубчатые диски распределительных шкивов, а после этого — заднюю крышечку ремешка привода газораспределительного механизма.
- Чтобы произвести снятие ГБЦ, впускной и выпускной коллекторы снимать не обязательно. Для демонтажа головки используйте шестигранный ключ на «10»: открутите все болты, которые крепят верхнюю часть двигателя. Болты необходимо демонтировать вместе с шайбами. Открутив болты, снимите ГБЦ вместе с прокладкой головки.
- Учтите, что прокладка — одноразовая, поэтому при каждом снятии головки ее нужно заменять. Установите новую прокладку. После этого возьмите рабочую крышку блока и установите ее, смазав торцевую часть герметиком. Все действия по сборке нужно проводить в обратном порядке.
Запрос вернул пустой результат.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.








Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
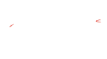
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
С этим читают
Как меняются направляющие клапанов. Оправка для запрессовки направляющих втулок клапанов
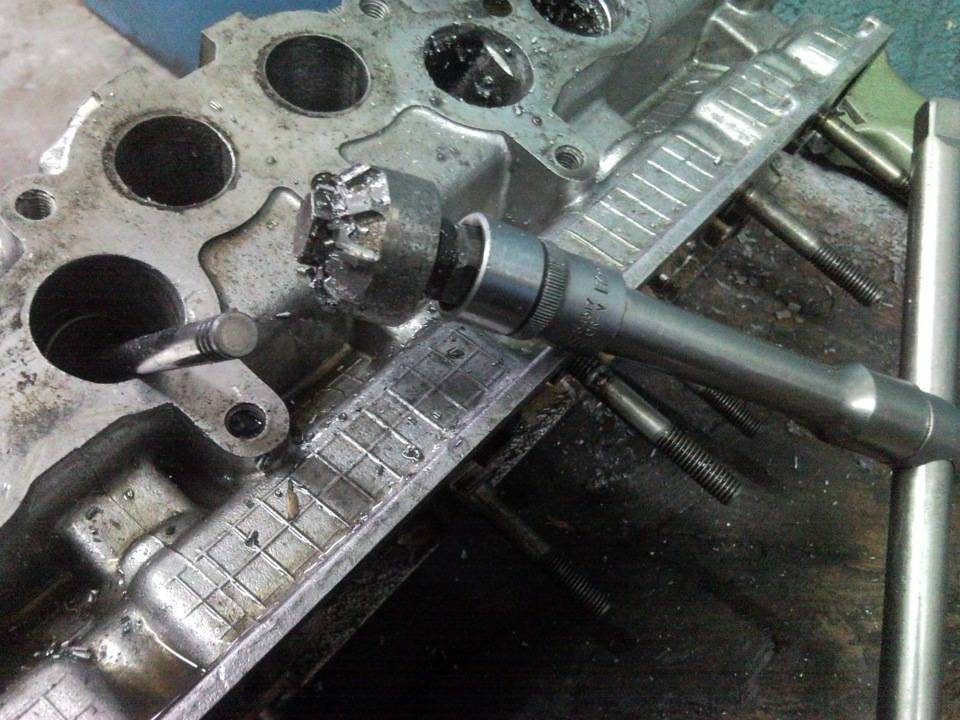
В ходе ремонта ГБЦ мне потребовалось заменить направляющие втулки клапанов. Ударные методы ремонта я не приемлю, поэтому решено было сделать винтовой выпрессовыватель «как у Травникова» , упростив конструкцию и адаптировав ее под свои задачи.
Тут есть нюанс — заводская технология замены направляек на моем моторе предусматривает извлечение и запрессовывание втулок в одну сторону, сверху вниз (в сторону камеры сгорания). Это несколько упрощает конструкцию приспособления, поскольку позволяет менять только сменные упоры, передающие усилие на втулку, а весь бутерброд в КС оставлять как есть. В то же время на самих направляющих втулках отсутствуют буртики либо стопоры, ограничивающие глубину запрессовывания, т.о. этот момент должен быть обеспечен инструментально в процессе работы.
Приняв во внимание эти особенности я изготовил такой вот нехитрый суповой набор:
Основа всего прибора — болт М14 с гайкой. Класс прочности подножный 8.8, на поверку его более чем достаточно для нормальной работы устройства. Метиз потребуется слегка доработать, выполнив в его торце глухое резьбовое отверстие М6 глубиной 10мм.
Шайба и гайка опять же подножные из ближайшего магазина крепежа, упорный подшипник с внутренним диаметром 15мм какой первый попался в Автоштампе, все остальные детали, кроме направляющей втулки из 12Х18Н10Т. Направляющая втулка с конусами нужна для центровки приспособления по седлу клапана, посему сделана из алюминия для исключения повреждения седла. Кроме того изготовление ее из мягкого металла позволяет закрыть глаза на неточность угла 45 градусов, этот момент перестает играть какую либо роль в работе устройства.










Неочевидные, но очень важные моменты: сменные ввертыши необходимы для правильного распределения усилия на втулку клапана при работе — маленькая используется при выпрессовывании, большая используется при запрессовывании и одновременно является кондуктором, обеспечивающим необходимую глубину установки втулок.
Порядок сборки устройства:
Усилия при выпрессовывании весьма небольшие, максимум усилия достигается при страгивании втулки с места, далее же все проходит без видимого напряжения. Я снял на видео работу девайса, но никак не выковырну его из старенького Айфона, так что придется подождать:) любуемся:
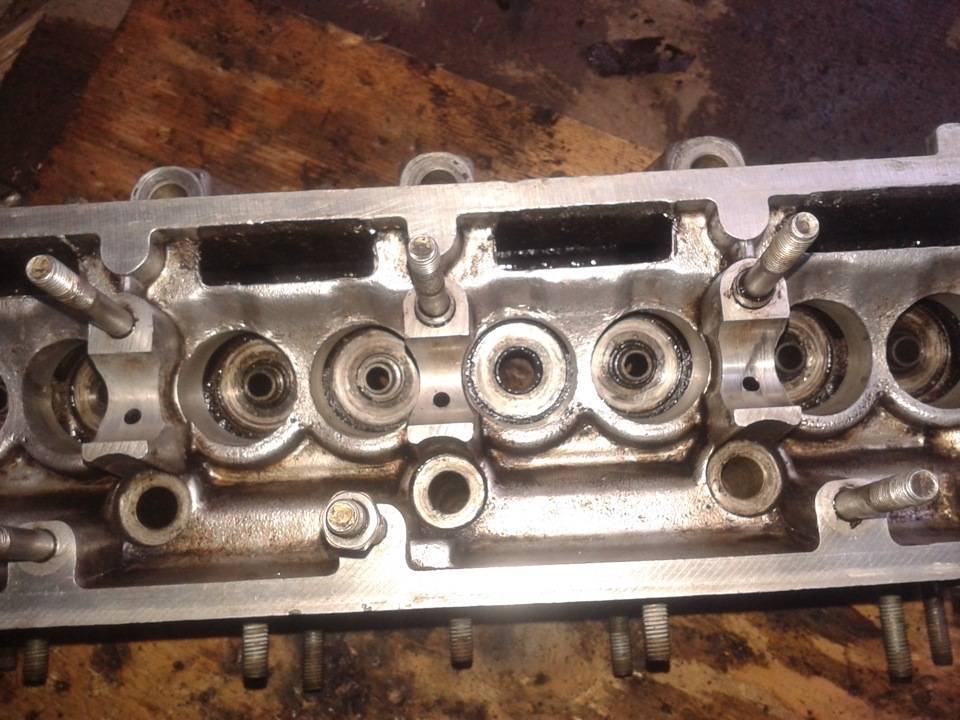
Ну и фотодоказательства работоспособности приспособления:
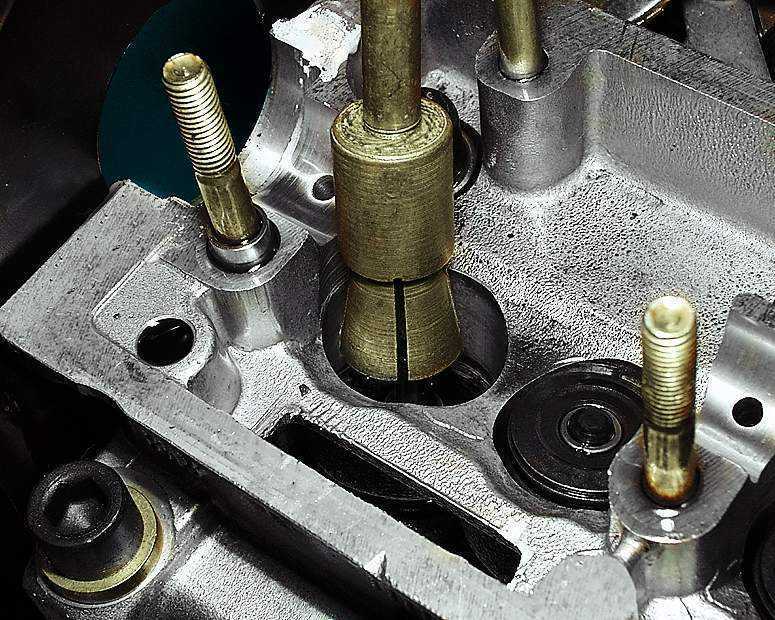
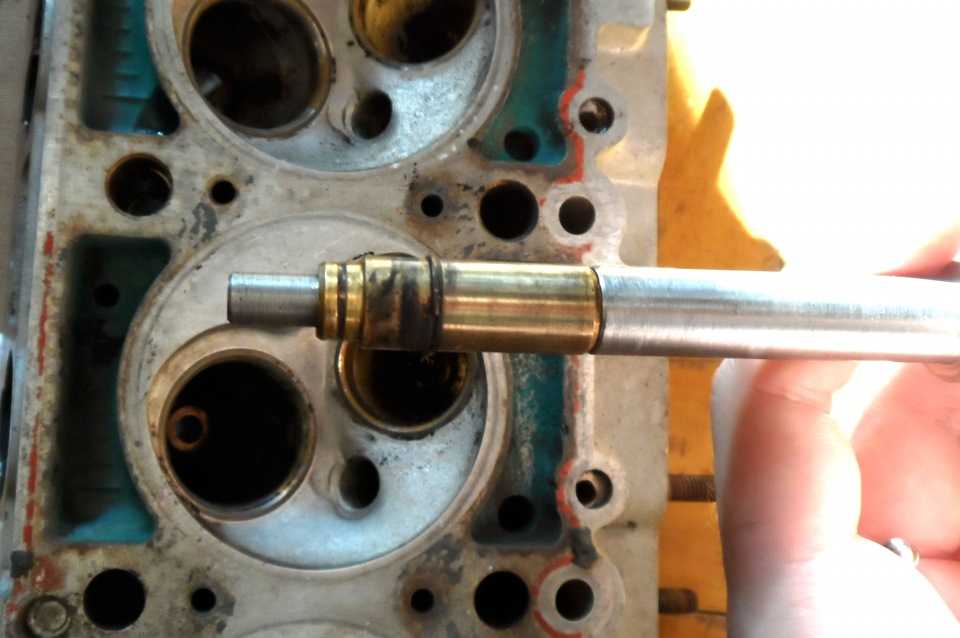
Процесс запрессовывания ничем не отличается от процесса выпрессовывания, кроме использования другого ввертыша. Запрессовывать нужно до упора торца ввертыша в посадочное место нижней тарелки пружины на ГБЦ.
Засим доклад окончен, любите свои моторы друзья! Пока!
Зачастую ремонтом автомобилей занимаются сами владельцы, приспосабливая для этого частные гаражные помещения. Особенно это касается отечественных марок машин, конструкция которых предусматривает ремонт основных узлов и механизмов. Не являются исключением ремонтные работы ответственных узлов двигателя.
Ремонт головки блока цилиндров часто подразумевает замену направляющих втулок клапанов газораспределительного механизма, который отвечает за своевременную подачу воздуха и топливовоздушной смеси в цилиндры двигателя внутреннего сгорания.
Признаки, указывающие на осмотр и необходимость замены направляющих втулок:
- прослушивается посторонний стук в двигателе;
- повышается расход масла;
- наблюдается поперечный люфт клапана во втулке.
Часто понятия «выпрессовка
» и «запрессовка » деталей ассоциируют с термином «демонтаж » и «монтаж ». Это не совсем правильно, так как демонтажные или монтажные работы больше относятся к свободно посаженным деталям, а вот выпрессовка или запрессовка — к деталям, установленным с натягом. Это более трудоемкий процесс.
Для процесса запрессовки и выпрессовки применяют разные по своей конструкции виды прессов: гидравлические, верстачные реечные, верстачные винтовые. У каждого пресса имеются свои функциональные возможности. Верстачные реечные и верстачные винтовые уместно применять для выпрессовки небольших деталей: втулок, пальцев, шпилек и т.д. Гидравлические прессы уместны при выполнении работ с большими деталями. Замена втулки клапанов. Для установления новых деталей требуется подготовить каждое гнездо — выпрессовать старые элементы.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
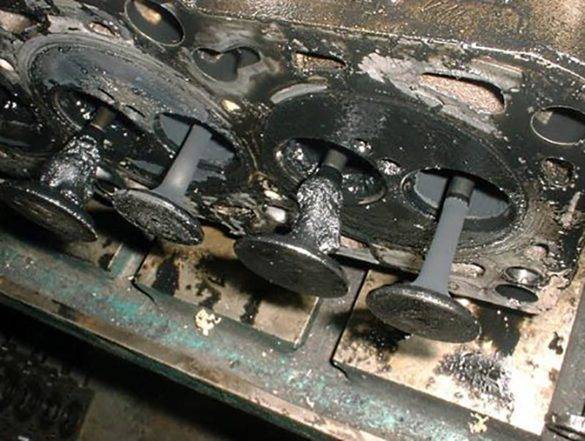
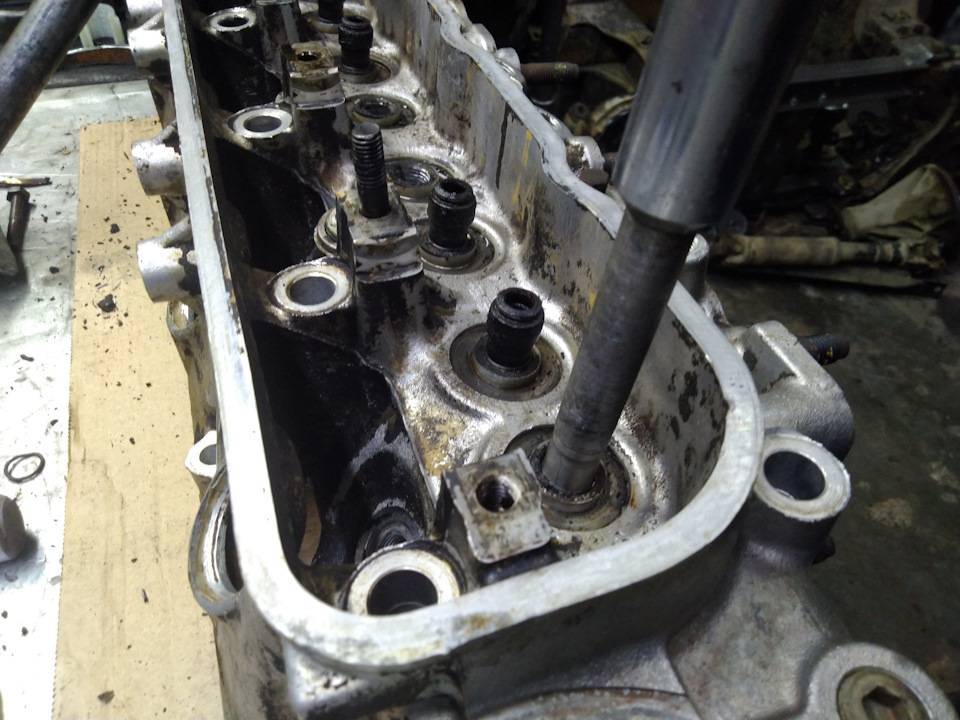
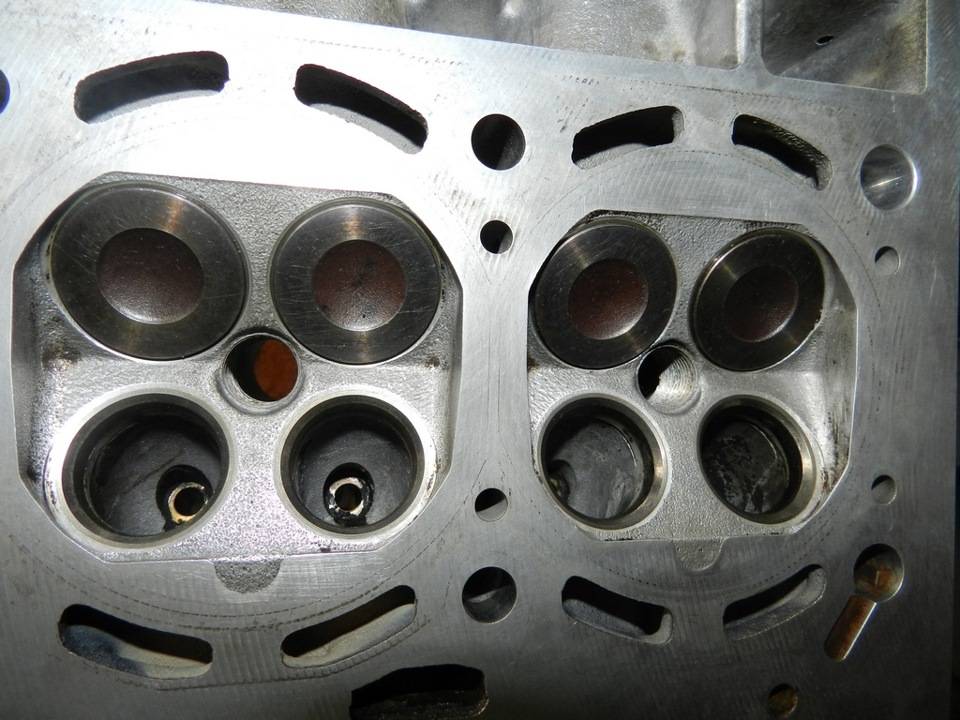
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.







Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
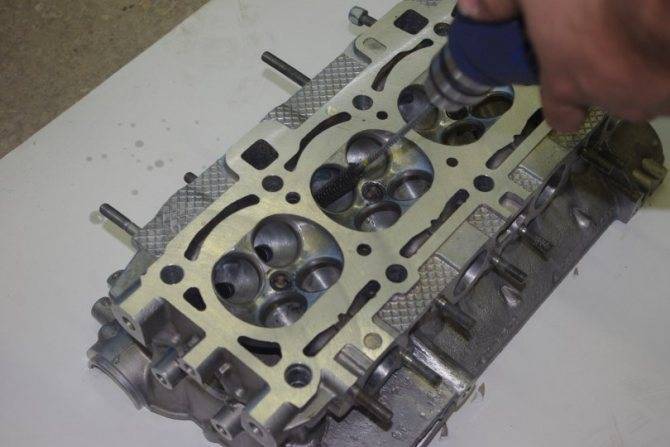
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
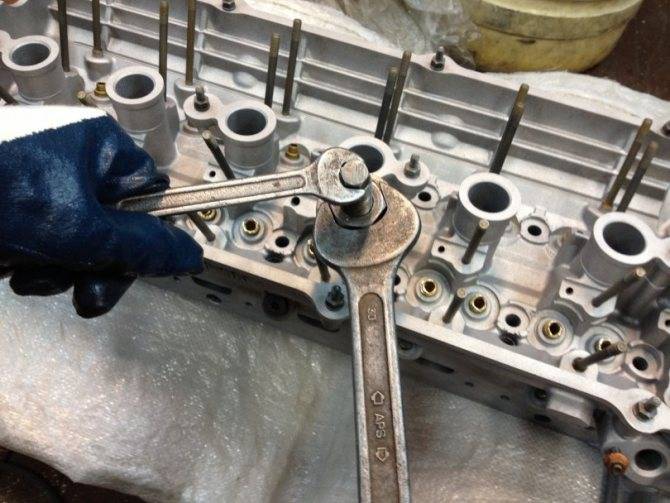
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
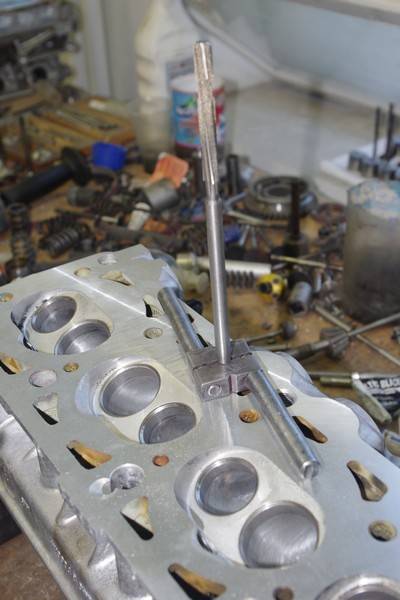
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
ktonaavto.ru
Тюнинг желтого железа
Ваз 21124 включает тюнинг «желтого железа», в котором устанавливаются стабилизаторы (для поворотливости), усилители и растяжки (для устойчивости на дорогах). Однако будьте осторожны с подделками данных деталей, в худшем случаи они навредят автомобилю, а в лучшем случаи Вы выкинете на ветер огромные деньги.








Почувствуйте себя настоящим водителем кольцевых гонок с «хэтчбеком» ВАЗа 21124. Все что Вам нужно, это установить дополнительные детали: шильдик (символы) на рукоятке авто, неоновую подсветку под днище авто, воздухозаборник на капот и крышу. Мощности машине добавит установка переднего и заднего бампера с аэродинамическим обвесом.
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.








Замена седел клапанов своими руками видео
Регламент техобслуживания
Обслуживать двигатель 21124 путем замены расходников необходимо в соответствии с регламентом изготовителя:
| Объект техобслуживания | Время или пробег (что наступит раньше) |
| Ремень ГРМ | через 40000 км |
| Батарея АКБ | 1 год/20000 |
| Зазор в клапане | 2 года/20000 |
| Вентиляция картера | 2 года/20000 |
| Ремни, приводящие в действие навесное оборудование | 2 года/20000 |
| Топливопровод и крышка бака | 2 года/40000 |
| Масло моторное | 1 год/10000 |
| Фильтр масляный | 1год/10000 |
| Фильтр воздушный | 1 – 2 года/40000 |
| Фильтр топливный | 4 года/40000 |
| Фитинги и шланги обогрева/охлаждения | 2 года/40000 |
| Жидкость охлаждающая | 2 года/40000 |
| Датчик кислородный | 100000 |
| Свеча зажигания | 1 – 2 года/20000 |
| Коллектор выпускной | 1 год |
Максимально простое устройство ДВС позволяет производить ТО собственными силами без посещения СТО.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.





