
Назначение сальников
В задачу сальников клапанов входит предотвращение попадания внутрь цилиндров масла, которое используется для смазки распределительного вала. Распределительный вал требует постоянной смазки для уменьшения трения. Поэтому система смазки подает масло в достаточном количестве в головку блока.
Сам же распредвал при работе быстро вращается, что приводит к образованию масляного тумана, который заполняет всю полость клапанной крышки. При этом мелкие капли масла оседают и на направляющей клапана, постепенно стекая вниз. Если бы в конструкции не использовались маслосъемные колпачки, то масло по клапану стекало бы в цилиндр.
Колпачок является своеобразной юбкой на направляющей клапана, которая не дает маслу попасть в цилиндр. Слабым данный элемент газораспределительного механизма является потому, что он изготавливается из вторкаучука или акрилатного каучука.
То есть он резиновый, но с армированием стальной втулкой и пружиной, которая прижимает резиновую часть к направляющей клапана, предотвращая стекание масла. Со временем резиновая составляющая «стареет», растрескивается или отслаивается от втулки. Вот здесь и появляются проблемы с силовой установкой.

Двигатель начинает расходовать масло, также оно, попадая в цилиндры, смешивается с горючей смесью, что приводит к ухудшению ее сгорания, в итоге падает мощность мотора. При этом после сгорания масла выделяются продукты горения, которые оседают на тарелках клапанов, стенках цилиндра, кольцах – происходит закоксованность этих элементов.
Результатом сильной закоксованности является падение компрессии из-за неплотно прилегающих клапанов и залегших колец.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
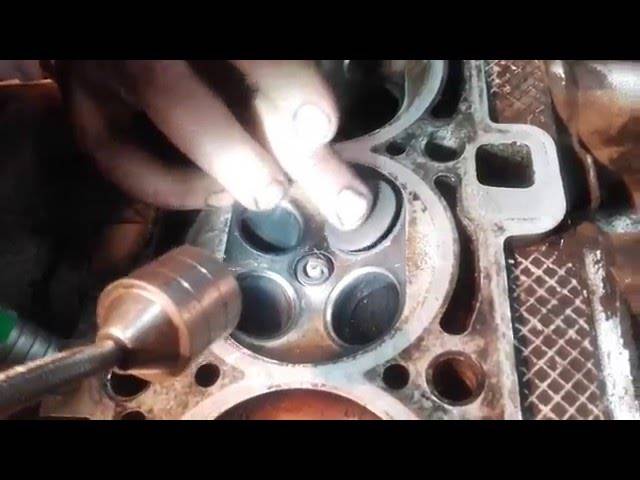
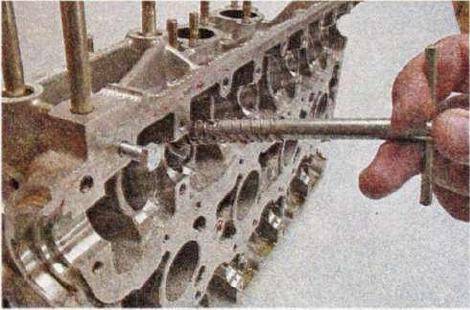
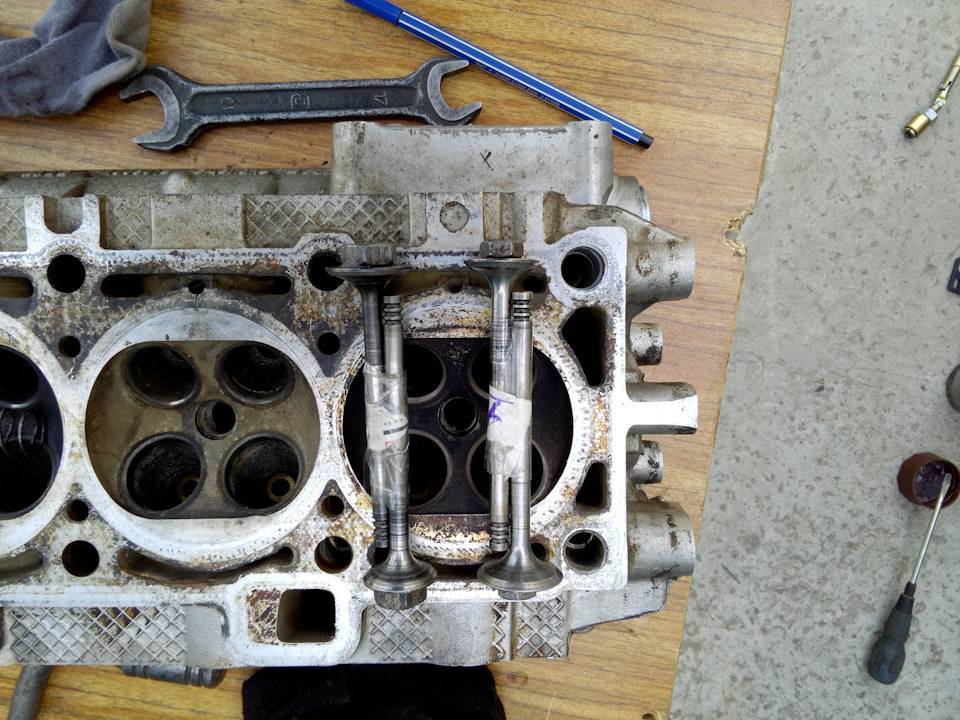
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
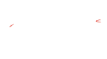
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°). Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
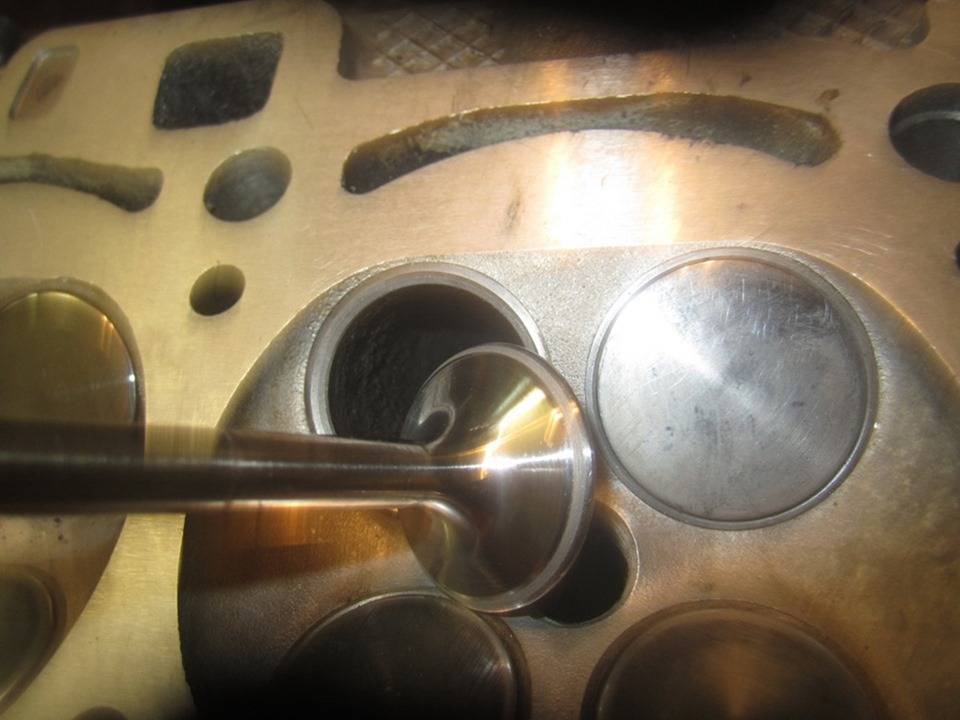
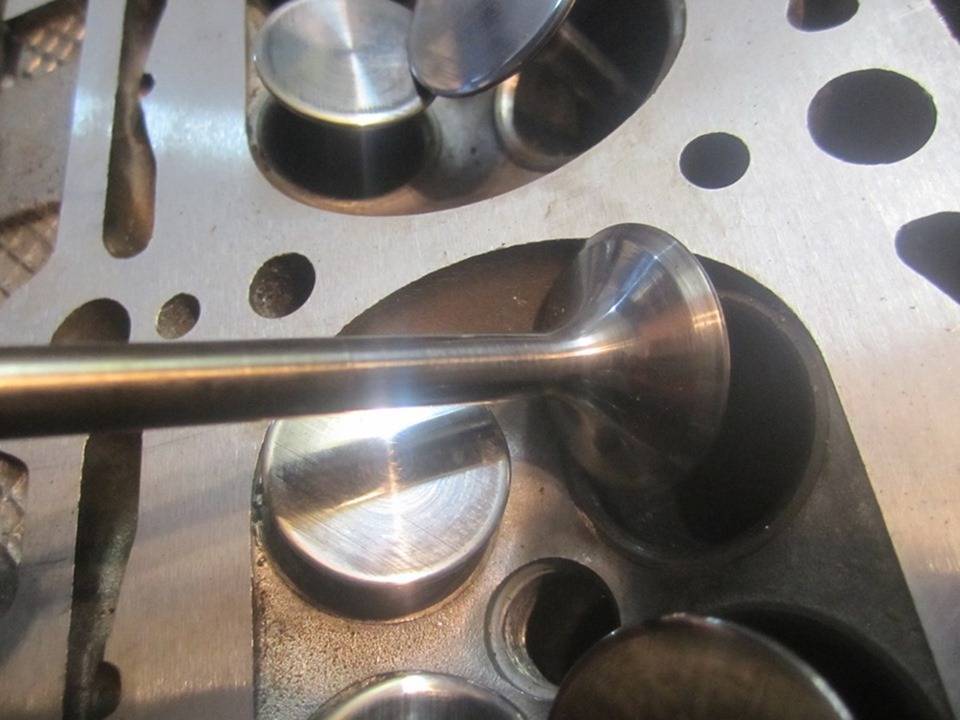
- Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).
- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся. Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
- По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Как притереть в домашних условиях правильно
Притирка клапанов осуществляется несколькими методами. В домашних условиях можно использовать фрезу, однако если её нет, то можно прибегнуть и к ручному способу.
Инструменты для проведения притирочных работ
Используют приспособления двух групп:
- Инструменты, зажимающие и фиксирующие клапан на стержне. На одной стороне размещается ручка, вращением которой достигается желаемый результат;
Инструменты для притирки клапанов можно приобрести либо изготовить своими руками
- Так называемые присоски. Они крепятся на тарелке клапана и тоже имеют ручку. Деталь прижимается к тарелке, а сам инструмент вращается вокруг оси.
Присоски для притирки клапанов имеют различные размеры и для каждой марки автомобиля подбираются индивидуально
Если специального инструментария нет, то можно воспользоваться обычной дрелью или шуруповёртом.
Помимо перечисленных выше приборов, могут понадобиться следующие материалы:
- алмазная либо абразивная паста;
- слабая пружина, которую можно сжать вручную;
- керосин.
Притирочная паста

Притирочная паста для проведения работ должна быть как минимум двух разновидностей
Абразивный материал — одна из главных составляющих, используемых в процедуре притирки клапанов. Приобрести его можно в специализированных автомобильных магазинах.









Перед работой желательно приобрести два тюбика пасты — крупнозернистую и мелкозернистую. Если купить такие составы нет возможности, его можно приготовить самостоятельно из стружки с наждачного камня или бумаги и солидола либо похожего вещества. Готовая паста должна по структуре напоминать сметану.
Шарошка

Шарошка, используемая для восстановления сёдел клапанов, не всегда необходима при притирке, однако запастись ей не помешает
Сёдла клапанов восстанавливаются при помощи этого инструмента. Необходимость его применения определяется по состоянию сёдел. Если на них имеется нагар и раковины, дефекты фасок (наличие ступенек или скруглений), то используется шарошка.
Поскольку на ВАЗ 2106 и ВАЗ 2109 величины и формы сёдел различаются, то подбирается определённый инструментарий. Чтобы сократить время обработки клапана, можно воспользоваться дрелью. С этой целью шарошку крепят в патроне и удаляют верхний слой металла. Выработку прекращают после того, как появится ровный и блестящий круг.
Преимущества 16-клапанного двигателя
ВАЗ 2112 с 16 клапанами двигателя имеет ряд преимуществ перед автомобилями этой же марки, но с меньшим количеством клапанов. Главное его достоинство заключается в возможности достижения максимальной мощности двигателя, независимо от типа последнего. (см. рисунок).
Для сравнения:
- ВАЗ 2112 с объемом 1500 кубических см., имеет 77 лошадиных сил.
- ВАЗ 2112 того же объема может иметь мощность до 90 лошадиных сил.
Такая разница возможна благодаря тому, что во втором случае наполнение цилиндров тепловоздушной смесью гораздо выше.
Кроме этого, плюсы 16-клапанного двигателя:
Более качественная работа системы охлаждения и, как результат, большая прочность узла.
Возможность повышения детонационной стойкости мотора
Это особенно важно, если используется низкокачественное топливо.
При наличии 16 клапанов впускной и выпускной тракты разносятся по разные стороны от ГБЦ, что облегчает их монтаж, ремонт и т.д.. Основная причина поломки клапанов ВАЗ-2112 с 16 такими элементами – сильное нагревание, которое приводит к прогоранию составляющих помпы
С такой проблемой автолюбители сталкиваются не слишком часто, а возникает она вследствие:
Основная причина поломки клапанов ВАЗ-2112 с 16 такими элементами – сильное нагревание, которое приводит к прогоранию составляющих помпы. С такой проблемой автолюбители сталкиваются не слишком часто, а возникает она вследствие:
- Заправки машины некачественным бензином.
- Если автомобиль заправляется пропаном, а прошивка контроллера не была надлежащим образом изменена.
- В ВАЗ-2112 на 16 клапанов не предусмотрено нужное количество свечей для зажигания.
- В моторе происходит постоянная детонация форсунок.
- Эксплуатируется транспорт на оборотах выше дозволенных, вследствие этого показания сцепления начинают ухудшаться, на детали идет повышенная нагрузка.
Подготовительный этап
Перед заменой следует разместить автомобиль в смотровой яме и полностью выключить бортовую сеть от питания. После этого нужно будет открутить защитные элементы картера для того, чтобы слить оттуда масло
При этом важно помнить о том, что такие операции могут проводиться исключительно на остывшем моторе, чтобы избежать риска получения травм при замене клапанов на ВАЗ-2112
Демонтаж ГБЦ
На моторе ВАЗ-2112 крайне рекомендуется проводить предварительный демонтаж ГБЦ. При этом направляющие клапанов можно в принципе не трогать, но в таком случае нужно будет провести демонтаж различного оборудования, а именно:
- отключить разъем под люком бензонасоса, чтобы он перестал качать;
- завести двигатель и дождаться, пока он заглохнет;
- снять воздушный фильтр посредством ослабления хомутов и отключения разъема, а также откручивая винт ключом «на 10».
Химия для очистки
Корпус подшипников в ВАЗ-2112 плотно прилегает к крышке ГБЦ, причем соединение между этими двумя элементами должно обязательно оставаться герметичным для нормальной эксплуатации транспорта. Чтобы сохранить нужные свойства, следует нанести на кромку корпуса герметики Локтайт-574, КЛТ-75М или другие подобные им.
Прокладку ГБЦ в процессе замены в принципе не обязательно будет смазывать, так как нанесение солидола или графита в конечном итоге может привести, наоборот, только к неприятным последствиям. Есть владельцы ВАЗ-2112, которые предпочитают использовать графитовую смазку для обработки клапанных стержней, но этого также не стоит делать, так как данная процедура проводится исключительно моторным маслом.







Замена клапанов и ремонт седел
Замена клапанов на ВАЗ-2112 (16 клапанов) представляет собой не такую сложную процедуру, какой ее многие представляют. Достаточно только делать все в соответствии с инструкцией:
- Снимаются все комплектующие ГБЦ и отключаются провода.
- Снимается крышка ГБЦ.
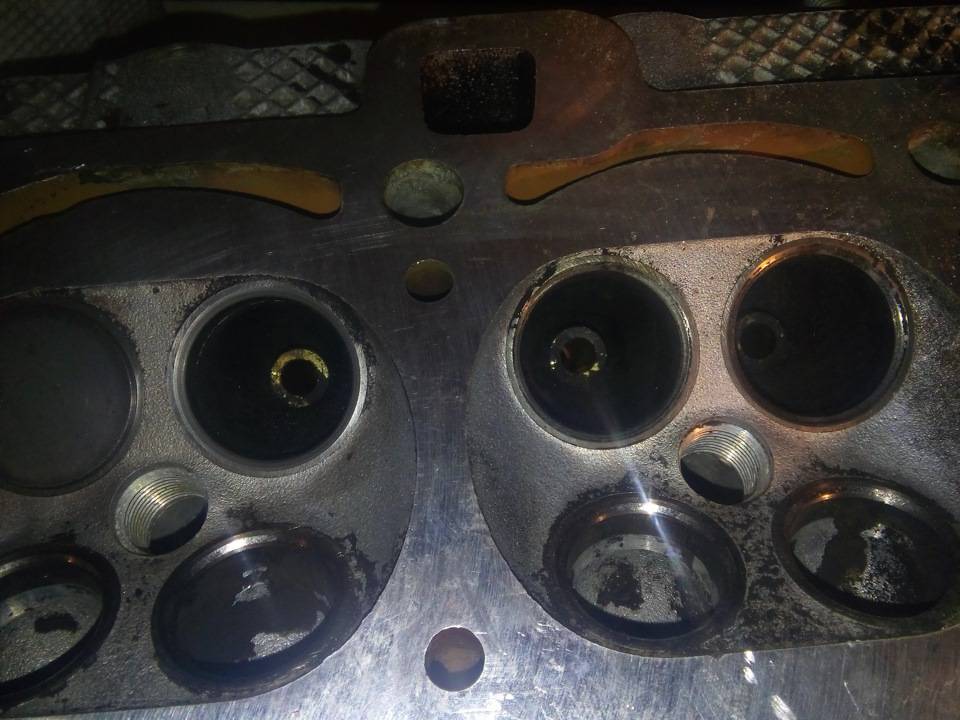
- Полностью удаляется весь нагар с цилиндров. Чтобы упростить данную процедуру, можно воспользоваться специальной щеткой, надетой на дрель.
- Все клапаны рассухариваются и достаются пинцетом. Для этого нужно будет зажать пружину.
- На край каждого клапана наносится специальная алмазная крошка.
- Клапан устанавливается обратно на свое место.
- Осуществляется сборка ГБЦ.
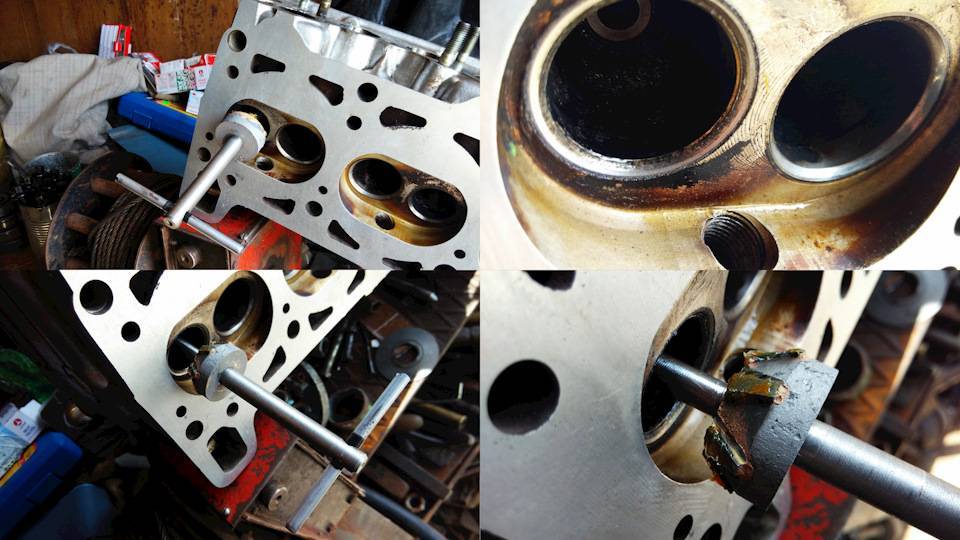
В большинстве случаев автовладельцы испытывают проблемы с обработкой края клапана специальной крошкой. Данная процедура осуществляется следующим образом:
- на направляющий клапан нанизывается резиновый патрубок;
- деталь прокручивается до того момента, пока на ее краю не будет видно равномерного следа;
- тщательно удаляются все остатки притирочной пасты.
Если после выполнения данной операции не удалось добиться нужного результата, следует провести замену используемого клапана новой запчастью.
Если после демонтажа клапанов ВАЗ-2112 вы видите, что в каналах скопилось большое количество нагара, перед заменой следует его полностью оттуда удалить с помощью специального шлифовального войлока или же плоской отвертки.
Более наглядно посмотреть на работу мастера можно в этом видео:
Замена маслосъемных колпачков
В идеале маслосъемные колпачки должны меняться после проведения демонтажа головки блока цилиндров, однако на практике далеко не у каждого автовладельца получится реализовать такие условия. При этом нужно понимать, что данная процедура является довольно продолжительной и занимает массу времени, которое следует подготовить заранее.
Сама процедура проводится так:
- Осуществляется демонтаж «клеммы-минуса» с аккумулятора.
- Отключаются высоковольтные провода.
- Выкручиваются свечи.
- Зажимается первый поршень для того, чтобы исключить сбивку фаз газораспределения.
- Снимается клапанная крышка.
- Отключаются различные провода, идущие к колодкам.
- Откручиваются винты крепления, после чего снимается катушка зажигания.
- Снимается дроссель. Многие упрощают данную процедуру, предпочитая демонтировать исключительно приводной трос. Если будет проводиться съем всего дроссельного узла, следует изучить его на предмет наличия загрязнений, так как в большинстве случаев параллельно ремонту проводится и его чистка.
- Винты откручиваются, после чего фиксирующий шланг гидроусилителя уводится в сторону.
- Откручиваются крепежные винты и снимается крышка клапанов.
- Выкручиваются крепежные винты коромысел, после чего они достаются из конструкции.
- Выполняется «рассухаривание».
- Выполняется перепрессовка колпачков.
- Конструкция аккуратно собирается в обратном порядке.
Подготовка к демонтажу клапанов

Делать замену будем на этом двигателе (21120)
Всё же, на моторе ВАЗ-2112 замену клапанов проще выполнить с демонтажём ГБЦ: для запрессовки новых направляющих плиту ГБЦ пришлось бы греть. Лучше оставить направляющие клапанов на месте. Но тогда придётся снимать разное оборудование:
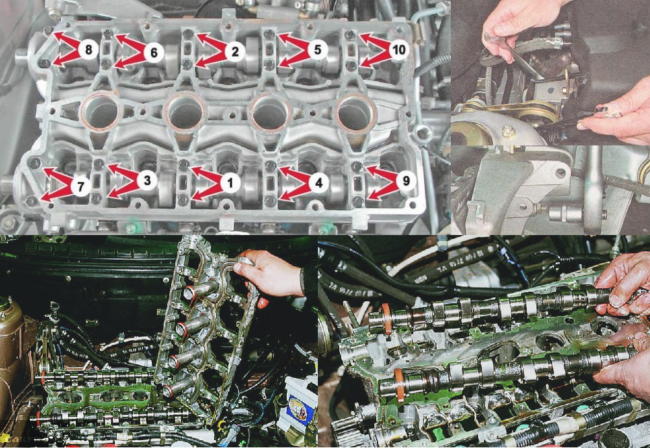
- Под люком бензонасоса находится разъём (фото 1 и 2). Отключите его, чтобы бензонасос перестал качать;
- Заведите двигатель – пусть он заглохнет;
- Снимают воздушный фильтр: ослабляют хомуты 1 и 2 и отключают разъём 3 (фото 3). Затем ключом «на 10» откручивают винт (фото 4).
Все действия иллюстрирует одно фото.

Понизили давление, почти сняли фильтр
Удалите пластиковый корпус фильтра вместе с подводящим шлангом.
Разборка механизма ГРМ
Наша цель – снять оба распредвала. На двигателе ВАЗ-2112 замену клапанов можно выполнить даже без снятия ГБЦ. Но валы в любом случае будут мешать. Порядок действий:
- От АКБ отключают клемму «минус»;
- Снимают провода со свечей, затем отключают их от катушек;
- Модуль зажигания тоже надо снять (фото 2), а ещё удаляют шланг вентиляции картера (фото 3);
- Кронштейн, фиксирующий проводку форсунок, прикручен к крышке ГБЦ (фото 3). Удалите его! Так же поступают с кронштейном второго жгута (ДПДЗ и РХХ);
- Надо будет снять ресивер (фото 4). А отверстия впускного коллектора закрывают тканью.
Изучите то, о чём сказано в списке.

Подготовка к демонтажу крышки ГБЦ

Вот так
Саму крышку удерживают 14 болтов. Здесь нужен торцовый ключ. Но сначала снимем пластиковую защиту, открутив шесть болтиков ключом «на 10» (фото 1).








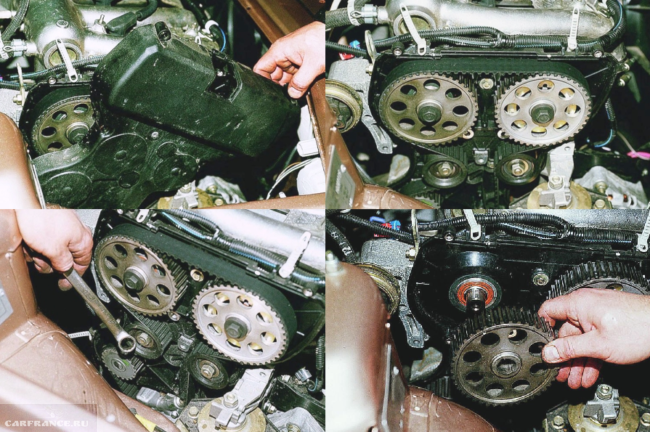
Убираем всё лишнее в приводе ГРМ

Механизм ГРМ снят!
Отключаем и снимаем датчик фаз под правым шкивом ГРМ. Надо отключить и датчик давления – он расположен возле кронштейна, который был снят. Ключом «на 17», не проворачивая шкивы, ослабляют два крепёжных винта. В круглые отверстия устанавливают отвёртку – её используют как упор. Осталось ослабить натяжение ремня, частично выкрутив одну гайку (фото 3).
Чтобы снять вал, выполняют действия:
- Удаляют крышку ГБЦ;
- Откручивают 20 болтов (фото 1);
- Двумя ключами «на 15» откручивают гайку на верхней штанге (фото 2). Так же поступают с тремя гайками на кронштейне штанги (ключ «на 13»). Кронштейн снимают со шпилек;
- Демонтируют корпус подшипников (фото 4);
- Теперь оба распредвала можно вынуть (фото 5).
Смысл сказанного ясен по фото.
Привод ГРМ разобран
Гидрики, то есть компенсаторы, легко будет вытащить магнитом.
Снимаем ГБЦ на двигателе ВАЗ-21120
Нужно избавиться от топливной рампы: ключами «на 17» раскручиваем патрубки 2 и 3 (фото 1), также удаляем хомут 1.
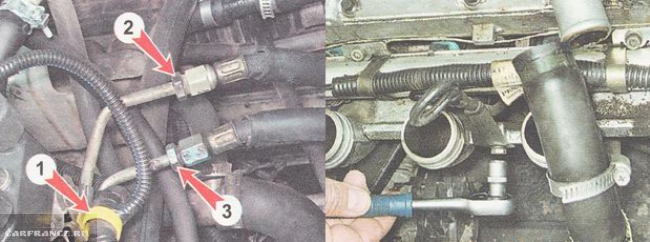
Рампу надо временно удалить
Винты на планке с бензопроводом откручивают отвёрткой. Затем с патрубков снимают резиновые кольца. Ещё нужно будет удалить трубку с масляным щупом – здесь откручивают один винт «на 10» (фото 2). В финале отворачиваются два болта крепления рампы.
Главное – частично слить охлаждающую жидкость. Затем дольёте! А теперь отворачиваем две гайки на термостате (фото 1), чтобы отодвинуть его в сторону.
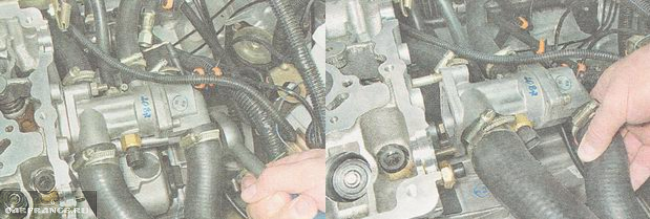
Термостат не должен мешать
Прокладку термостата удаляют тоже. Ещё ключом «на 13» откручивают гайку с проводом «нуль». Можно отключить и разъём датчика ДТОЖ.









Мотор ВАЗ-2112 к замене клапанов готов: ключом «на 10» откручиваем болты на ГБЦ и снимаем плиту вместе с клапанами. Соблюдайте последовательность отворачивания. Аналогично соблюдайте последовательность и момент затяжки при сборе ГБЦ.

Рекомендуемая последовательность (отворачивание)
Дальше проводятся действия, указанные в «главе 1». Желаем успеха!
16-клапанники 2008 года
16-клапанники 2008 года
Момент затяжки гбц ваз-2112 16 клапанов: схема, усилие Самый «маленький» из 16-клапанных двигателей Волжского автозавода — ВАЗ-11194 рабочим объемом 1,4 л. Производятся и две модели объемом 1,6 л — уже несколько устаревший ВАЗ-21124 и его более современный и мощный вариант ВАЗ-21126, постепенно вытесняющий на конвейере предшественника
Обратите внимание на график с характеристиками двигателей: при частотах вращения коленвала, близких к максимальным, характеристики мощности и крутящего момента ВАЗ-11194 и ВАЗ-21124 практически совпадают — и лишь при более низких оборотах «малыш» уступает старшему собрату. А вот двигатель 21126 существенно — примерно на 10% — мощней и тяговитей двух других. Давайте же знакомиться с их начинкой
Давайте же знакомиться с их начинкой.
Блоки цилиндров 21124 и 21126 отлиты из чугуна. По сравнению с прежним, полуторалитровым аналогом 2112 они на 2,3 мм выше (расстояние от оси коренных подшипников до верхней плоскости блока). Диаметр цилиндров двигателей 21124 и 21126 одинаковый — 82 мм. Для селективной сборки двигателя блоки 21124 по диаметру цилиндра поделены на пять классов через 0,01 мм (А, В, С, D, Е). У блока 21126 три класса через те же 0,01 мм (А, В, С). Клеймо класса цилиндра расположено на нижней плоскости блока.
Прочие размеры блоков идентичны. Но есть отличия в требованиях к обработке стенок цилиндров. Хонингование цилиндров 21124 выполняется по технологии и требованиям АВТОВАЗа, а 21126 — в соответствии с более жесткими требованиями фирмы Federal Mogul, обусловившими ужесточение требований к шероховатости рабочих поверхностей. Чтобы не перепутать блоки, кроме маркировки, сделанной в отливке на левой стенке блока, серийный номер нанесен на задней стенке рядом с четвертым цилиндром. Блок 21124 окрашен в синий цвет, а 21126 — в серый.
Блок цилиндров двигателя 11194 по конструкции аналогичен блоку 21126, но диаметр цилиндра меньше — 76,5 мм против 82 мм. Обработка стенок цилиндров — тоже в соответствии с требованиями фирмы Federal Mogul. Маркировка на тех же местах, окрашен блок в синий цвет. Кроме этого, в блоке 11194 между цилиндрами есть протоки рубашки охлаждения, а у двигателей 1,6 л их нет. Для селективной сборки двигателя блоки 11194 по диаметру цилиндра поделены на три класса через 0,01 мм (А, В, С).
В двигателе 21124 применяется шатун 2110 — стальной, двутаврового сечения, со сталебронзовой втулкой в верхней головке и осевой фиксацией по нижней головке (на фото сверху). Крышка шатуна крепится двумя болтами, запрессованными в шатун. По диаметру отверстия втулки под поршневой палец шатуны подразделяются на три класса через 0,004 мм. Номер класса отверстия нанесен на верхней головке шатуна.
В двигателях 11194 и 21126 используется шатун 11194, не взаимозаменяемый с шатуном 2110. Новый шатун, хотя и подрос с 121 мм до 133,5 мм, стал легче — в среднем, «похудел» с 683 до 412 г, что серьезно снизило инерционные нагрузки. Его осевую фиксацию обеспечивает верхняя(!) головка — по поршню. При этом стальная деталь контактирует с алюминиевой, что уменьшает потери на трение по сравнению с двигателем 21124, где стальной шатун трется о чугунные поверхности коленчатого вала, да и скорость трения ниже. Нижняя головка, выполненная по разрывной технологии, стала изящней. Ее крышка крепится к шатуну двумя болтами. Удлинение шатуна уменьшило силу бокового давления поршня на цилиндр.
Новый шатун не имеет разделения на классы по диаметру отверстия верхней головки — и маркировки на нем нет. Но шатуны подразделяют на классы по массе. Для шатуна 2110 предусмотрено 9 классов, с допуском внутри класса ± 5 г. Маркировка буквенная, выбита на верхней головке шатуна (Ф, Л, Б, Х, М, В, Ц, Н, Г). У шатуна 11194 три класса, по количеству черных меток на нижней крышке. Разница между классами ± 7 граммов. На двигателе 11194 допускается установка шатунов с одной либо двумя метками, для 21126 — с двумя либо тремя.
Момент затяжки гаек шатуна 2110 двигателя 21124 — 50,9 +2,6 Н.м. Болты шатуна 11194 (двигателей 11194/21126) затягивают в два приёма по методике: 20 Н.м + 135°. Болты шатуна 11194 гарантированно выдерживают три разборки-сборки. Первая разборка шатуна произведена уже при сборке двигателя на АВТОВАЗе. Возможна и вторая разборка на АВТОВАЗе — например, при выборочном контроле качества двигателя. Так как на практике сложно учесть реальное количество предыдущих ремонтов, при каждой разборке шатуна 11194 его болты рекомендуют заменять новыми.
Принцип работы системы смазки двигателя
Исходя из задач, работа системы сводится к следующему:
доставка антифрикционной жидкости к точкам смазывания;
поддержание необходимого давления (для циркуляции и работы гидравлических систем ГРМ);
организация очистки загрязненного масла (фильтр);
наличие систем контроля (температура, давление, уровень).
Чтобы понять принцип работы современной системы смазки двигателя, обратимся к истории развития (от простого к сложному).
- Колесо телеги. Система смазки состоит из ведра с дегтем и паклевой кисточки. Доставка смазывающего вещества во втулку оси – ручная. Очистки нет, старый деготь просто выдавливается из колеса.
- Колесные пары ж/д вагона. Имеется так называемая «букса», состоящая из картера и втулки трения. Картер заполняется маслом вручную, с определенной периодичностью. Помимо смазывания, происходит охлаждение узла. Вместо очистки – периодическая замена.
- Двухтактные моторы. Масло добавляется прямо в топливо, и в процессе работы двигателя внутреннего сгорания оно попадает на трущиеся и вращающиеся детали. Эффективность низкая, не говоря уже про крайне низкую экологичность.
- Подача смазки под действием силы тяжести. Так устроены некоторые стационарные, судовые и старые автомобильные двигатели. Сверху агрегата установлен бак для масла, по мере расходования, свежая порция стекает по маслопроводам внутрь.
А вот как выглядит современная схема системы смазки двигателя (стандартная) Принцип работы системы смазки двигателя внутреннего сгорания — видео
Как видите, она состоит из множества узлов, для размещения которых требуется отдельное пространство внутри агрегата.
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
Самый действенный метод проверки — применение вакуум-тестера, который имитирует процессы, проходящие в движке автомобиля. Пропускаемый газ вырывается через вероятные щели.










Проверку ГБЦ вакуум-тестером лучше производить в спец сервисе, приобретение тестера довольно затратно
Со стороны как впускного, так и выпускного коллекторов подключается устройство, в итоге чего появляется вакуум. При нехороший притирке клапанов манометр будет фиксировать малый уровень давления, так как через щели проходит воздух, чего в норме не должно быть.
Ещё один метод проверки — внедрение керосина. ГБЦ размещается таким макаром, чтоб камера сгорания была ориентирована ввысь, а поверх наливают керосин. Существует мировоззрение, что за ночь керосин при некорректно проведённой притирке должен вытечь, но на самом деле это не совершенно так и нареченный способ не является довольно действенным.
Проверка плотности ГБЦ керосином — не самый достоверный способ контроля
Равномерность рассредотачивания специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются круговые опасности, после этого деталь вставляется на место, прижимается и прокручивается. Потом её вынимают и осматривают сложившийся узор. Если опасности были стёрты и всё основание седла прокрасилось умеренно, то клапан можно пускать в эксплуатацию. В неприятном случае притирку проводят ещё раз.
Притирка клапанов — нужная процедура, обеспечивающая обычное функционирование ГБЦ автомобиля. Проводить её, невзирая на всю простоту работы и доступность материалов, идеальнее всего с помощью профессионалов: это гарантирует долгий срок эксплуатации не только лишь клапанов, да и мотора машины в целом.
Копирование допускается только при использовании активной ссылки на этот веб-сайт.





